2.2.1 Processmetallurgiska grundbegrepp och enhetsprocesser
Vid metallframställning används i regel flera steg där varje steg oftast utgör en process. Respektive steg definierar vi som grundbegrepp och processen vid respektive steg brukar kallas enhetsprocess.
För stål gäller följande systematisering:
| Grundbegrepp | Utförs vanligen i eller genom |
| Rostning | Schaktugnar |
| Agglomerering | Bandsintring Kulsintring Pelletisering |
| Reduktion | Masugn Direktreduktionsugnar |
| Smältning (utan reduktion) | Ljusbågsugn HF-ugn |
| Konvertering | Konverterprocessen: LD och OBM (kolstål) AOD och CLU (rostfritt) |
| Raffinering | Skänk Skänkugn Vakuumprocesser |
| Gjutning | Gjutmaskin |
Vid metallframställning används även elektrolys och hydrometallurgi men ingen av dessa två alternativ är ekonomiskt lönsamma för stålframställning.
2.2.2 Rostning
Definition av rostning är att malmen oxideras vid hög temperatur utan att den smälter eller agglomereras. Förr utfördes rostning av järnmalm för att höja malmens oxidationsgrad och avlägsna svavel i form av SO2 ur malmen. Numera sintras (i Sverige pelletiseras) i stort sett all malm och den oxidation som där sker är tillräcklig för att nå en högre oxidationsgrad och en viss svavelrening. Den senare är inte längre lika nödvändig eftersom koksen ändå tillför huvuddelen av svavlet. I äldre tider då man hade träkolsmasugnar var svavelreningen av malmen viktig eftersom man därigenom kunde få ett tackjärn med låg svavelhalt. Skälet att man vill höja oxidationsgraden är att oxidationen i regel leder till en avsevärd höjning av reducibiliteten av malmen.
2.2.3 Agglomerering
Definition av rostning är att malmen oxideras vid hög temperatur utan att den smälter eller agglomereras. Förr utfördes rostning av järnmalm för att höja malmens oxidationsgrad och avlägsna svavel i form av SO2 ur malmen. Numera sintras (i Sverige pelletiseras) i stort sett all malm och den oxidation som där sker är tillräcklig för att nå en högre oxidationsgrad och en viss svavelrening. Den senare är inte längre lika nödvändig eftersom koksen ändå tillför huvuddelen av svavlet. I äldre tider då man hade träkolsmasugnar var svavelreningen av malmen viktig eftersom man därigenom kunde få ett tackjärn med låg svavelhalt. Skälet att man vill höja oxidationsgraden är att oxidationen i regel leder till en avsevärd höjning av reducibiliteten av malmen.
Den dominerande agglomereringsmetoden i världen är sintring. Vid sintring värms material till en temperatur strax under smälttemperaturen. De små partiklarna kommer att sintra ihop till större aggregat. De mekanismer som uppträder vid sintringen är en viss begynnande lokal smältning och ytdiffusion.
Det finns i princip två sintringsmetoder, sugsintring och kulsintring. Vid sugsintring tillsätts koksgrus som bränsle och sligen läggs i en bädd som antänds varefter luft sugs genom bädden som åstadkommer en vandrande het zon. Historiskt utfördes sugsintringen satsvis i pannor och kallades pannsinter. I dag utförs sugsintring i en kontinuerlig process som kallas bandsintring. Kulsinter framställs genom bränning av kulor som formats av slig i särskilda rullningstrummor. Bränningen sker i kontinuerliga ugnar. Bandsinter minskar kraftigt i användning till förmån för kulsinter (pellets). Skälet till minskningen är i första hand bandsinterverkens negativa miljöpåverkan genom höga emissioner. Kulsinter kan dessutom göras från en finare slig än bandsinter och har därigenom en högre utvecklingspotential.
Pelletisering är en process där magnetit (Fe3O4) blandas med slaggbildare, till exempel kalk och dolomit, samt bindemedel, det vill säga bentonit, och rullas till kulor som därefter bränns ihop. Som bränsle i processen används till en stor del värmet från oxidationen av magnetit till hematit (Fe2O3) i stället för fossila bränslen som kol eller olja. Därigenom minskas utsläppen till atmosfären av koldioxid kraftigt jämfört med sintring av hematit. I de svenska – och finska – masugnarna används pellets som järnråvara.
2.2.4 Reduktion
Den kemiska definitionen av reduktion respektive oxidation är att ”reduktion av en atom innebär minskning av dess oxidationstal” medan ”oxidation av en atom innebär ökning av dess oxidationstal”. Eftersom grundprocessen är en elektronförskjutning måste alltid en reduktion vara sammankopplad med en oxidation.
Den klart dominerande processen för reduktion av järnmalm är masugnen. Reduktionen utförs av CO gas i en gasblandning bestående av N2, CO och CO2. Kol används också för att generera det nödvändiga värmet för reduktionen. Reduktionen av sista steget från FeO till Fe sker med nödvändig hög andel CO i gasen och vid nödvändig hög temperatur, medan reduktion av de högre oxiderna Fe3O4 och Fe2O3 sker vid lägre temperatur och lägre halt CO i gasen. Det utreducerade järnet blir smält och kolas upp till cirka 4,5 % genom att det slutliga råjärnet står i kontakt med koksen.
Vid direktreduktion till järnsvamp utförs reduktionen i fast fas vid drygt 1000°C med reformerad gas CO-CH4-blandning. Slutprodukten håller en låg kolhalt. I vissa processer innehåller slutprodukten en viss mindre andel oreducerat. Materialet omsmälts varvid eventuella oxidrester reduceras.
I framtiden kan man förvänta sig att reduktionen sker i en smältreduktionsprocess. I denna process smälts i princip oxiden vid cirka 1650°C varefter kol tillsätts som reducerar den smälta järnoxiden. Processen blir mycket högproduktiv räknat per processvolym och kräver ingen förbehandling av malm eller kolråvara. Kinetiken gynnas av den höga temperaturen. Styrningen kan troligen göras till en lägre kolhalt än vad fallet är vid masugnen.
Historiskt framställdes järn satsvis i en blästa. Reduktionen skedde i fast fas nära smältpunkten och utan överskott på kol så att lågkolhaltigt järn(=stål) erhölls direkt i en operation.
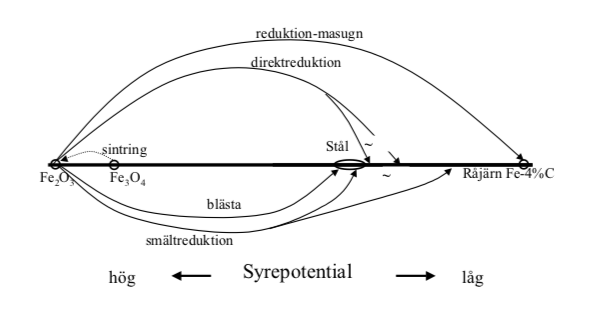
Vi har nu redogjort för fyra olika reduktionsprinciper för järnmalm och det kan vara intressant att jämföra dessa ur syrepotentialsynpunkt. Se Figur 31. Man startar definitionsmässigt vid en hög syrepotential, Fe2O3 för att genom reduktionen drastiskt sänka den. Längst skjuter masugnen som med ett råjärn med 4,5 % kol får en mycket låg syrepotential. Direktreduktionen tar fram ett halvfabrikat där syrepotentialen kan variera. Både masugnens råjärn och direktreduktionens järnsvamp används i fortsatta processer som anpassas till den råvara de erhåller. Smältreduktionen skulle teoretiskt kunna hamna närmare en slutlig stålanalys men frågan är om det är möjligt att klara de nödvändiga styrningsfrågorna. Den forntida metoden med en blästa är den process som framstår som mest intelligent eftersom den gör stål direkt i en process.
2.2.5 Smältning
Från masugnen fås ett smält råjärn som nästan uteslutande även processas vidare i smält form. En relativt stor andel, knappt 40 %, av all stålframställning görs dock genom smältning av skrot och järnsvamp. Historiskt var martinugnen den dominerande smältugnen. Det var en flamugn där värmen överfördes från en flamma till beskickningen. I modern stålframställning domineras smältningsförfarandet av elektriska ugnar. Det finns två typer, ljusbågsugn och HF-ugn (HF=högfrekvens, en induktionsugn). Ljusbågsugnen står för den stora andelen. I ljusbågsugnen överförs värmen genom strålning från de ljusbågar som uppträder mellan elektroder och skrotet i badet. Se Figur 32 och Figur 33.


I takt med att raffineringsprocessen har förlagts utanför ljusbågsugnen i skänken eller skänkugnen har ljusbågsugnen kommit att utvecklas till en ”smältmaskin” med höga prestanda. Ljusbågsugnen är den klart dominerande ugnen för skrot- och järnsvampsmältning.
Vid HF-ugnen överförs värmen induktivt direkt i badet genom en induktionsslinga som omger badet. Detta är en elegant lösning men nackdelen är att man får en relativt kall vägg eftersom induktionsslingan är vattenkyld och inte kan ligga för långt utanför smältan. En annan nackdel är att den intensiva omröringen gör att det är svårt att skydda överytan mot kontakt med luften. På grund av att HF-ugnen är svår att skala upp används den i första hand för speciallegeringar med små tonnage.
2.2.6 Konvertering
Med konvertering menas generellt en process som innebär att element i badet avlägsnas genom oxidation med gasblandningar innehållande syre. Historiskt användes oftast luft men i dagens processer används i regel ren syrgas eller en blandning av syre och argon. Vid stålframställning är det i första hand kolhalten som sänks vid konvertering. Kolhaltssänkningen kallas också färskning. Vid färskningen oxideras även andra element som Si och Mn samt vissa föroreningselement. Som syrekälla vid färskning kan även oxidiska malmer användas.
Konvertering förekommer som steget efter masugnen och vid produktion av rostfritt stål. Det flytande råjärnet från masugnen färskas ned från en nivå kring 4,5 % C. Även vid skrotbaserad kolstålstillverkning sker en viss färskning men från lägre kolhalter och semantiskt brukar man inte kalla denna färskning för konvertering även om det är samma metallurgiska förlopp. Vid tillverkning av rostfritt sker en konvertering från kolhalter kring nivån 1,0 %. Vid denna tillverkning görs smältan i regel i ljusbågsugn från skrot och legeringsämnen. Rostfri konvertering utmärks av att färskningsgasen är syre utspädd med argon eller vattenånga.
Praktiskt utförs konverteringen av det flytande råjärnet eller smältan i en konverter. Konvertern är i sig en enkel behållare, i princip ett reaktionskärl. Behållaren behöver kunna vridas för att man ska kunna beskicka den (hälla i smältan) och tappa den (hälla ur smältan). Syretillförseln sker i dagens moderna konverterar på två olika sätt.
- Genom tillförsel med en uppifrån införd lans som mynnar ovanför badytan, se Figur 34. Gashastigheten är så stor att det bildas en krater i smältan där huvuddelen av reaktionen sker. Även uppkastade slagg- och ståldroppar bidrar till reaktionskinetiken.
- Genom tillförsel i dysor som huvudsakligen sitter i botten av konvertern, se Figur 35. Genom en mer utbredd kontaktyta i reaktionszonen erhålls en god omrörning.


Huvudreaktionen vid konvertering av råjärn är således oxidation av C till en blandning av CO och CO2 som går bort som gas, så kallad färskning. Samtidigt kommer andra element som kisel, mangan och föroreningselement i första hand fosfor att oxideras till respektive oxider. Oxiderna bildar en slagg som flyter upp till ytan på badet. För att erhålla lämplig slagg görs tillsatser av så kallade slaggbildare. I första hand tillsätts CaO och MgO men även tillsatser som förbättrar viskositeten såsom CaF2 (flusspat) kan göras.
Färskningsreaktionerna är exoterma, det vill säga de avger värme, vilket gör att smältans temperatur höjs. Vid råjärnskonvertering är detta nödvändigt eftersom smältans likvidustemperatur (smältpunkt) höjs från cirka 1150°C till cirka 1500°C när kolhalten sänks. Utöver temperaturhöjningen räcker energitillskottet även till för en insmältning av skrot. Insättning av stålskrot i konverten kyler färskningsprocessen och på så sätt kan temperaturen styras. Vanligt är att cirka 20 procent av innehållet i konvertern utgörs av smält skrot. Även vid konvertering av rostfritt finns ett utrymme att smälta in skrot.
Vid konvertering och då speciellt vid råjärnskonvertering startar man från en mycket låg syrepotential och höjer den över den nivå som man slutligen vill nå, se Figur 31. Skälet att man kommer relativt högt i syrepotential är att man vid konverteringen i första hand styr mot önskad kolhalt (eller lägre) genom jämvikt med syre. Praktiskt innebär detta att de raffineringssteg som bör göras vid låg syrepotential till exempel svavelrening lämpligen görs före konverteringen. Vidare innebär den relativt höga syrepotentialen att ett desoxidationsförfarande måste ingå i raffineringsprocessen som följer efter konverteringen.
2.2.7 Raffinering
Raffinering är det steg där målet är att minska föroreningsämnenas halter. Vid stålframställning sker huvudsakligen raffineringssteget efter konverteringen och direkt innan gjutningen. Det finns några undantag exempelvis den svavelrening som görs vid låg syrepotential före konverteringen. Vid konverteringen sker också en fosforrening och rening av andra föroreningsämnen under oxiderande förhållanden.
De raffineringssteg som utförs efter konvertering alternativt efter färskning görs i regel i skänk eller skänkugn och kallas ibland för sekundärmetallurgi. Av speciellt intresse är desoxidationen eftersom syrepotentialen återigen sänks, se Figur 31. Den syrepotential man har innan desoxidationen har bestämts av att man vid färskningen styrt till önskad kolhalt (eller lägre) genom jämvikt med syre. Detta ger en för hög syrehalt eftersom syre har låg löslighet i fast fas. Syrehalten och syrepotentialen sänks i regel genom att syre binds till starka syrebindare typ Si, Al eller Ca. Reaktionsprodukten kan vara fast eller flytande. Man kan även sänka syrepotentialen genom att utnyttja vakuum och då blir reaktionsprodukten gasformig koloxid.
Ett annat viktigt raffineringsmål är att sänka halten av lösta gaser som H och N. Detta görs genom bubbling med inert gas vanligtvis Ar varvid de lösta gaserna går bort i gasfas. Denna reningseffekt stärks kraftigt om smältans överyta samtidigt sätts under vakuum. Kinetiken förbättras genom att kontaktytan gas–smälta ökas kraftigt på grund av bubblornas expansion när de når ytan där trycket är lågt.
Andra viktiga operationer i samband med raffineringen är homogenisering av kemisk sammansättning och temperatur.
2.2.8 Rostfri ståltillverkning
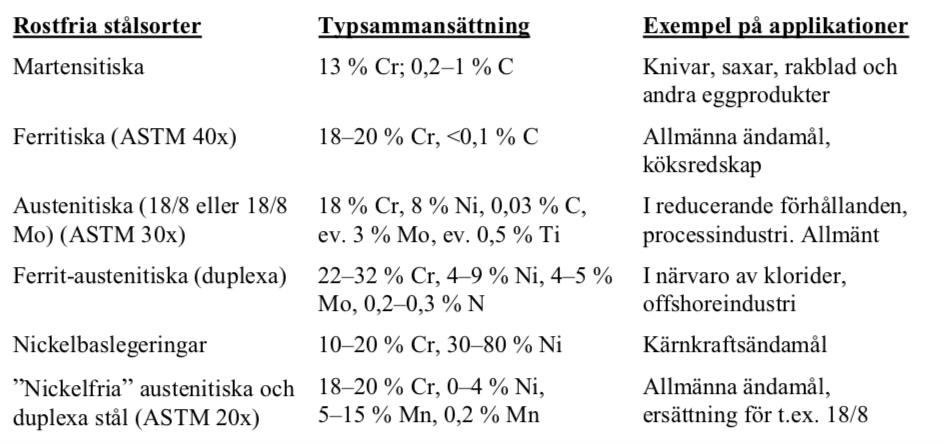
Rostfritt stål består av minst 12 % krom (Cr), där det inlegerade kromet oxideras på stålytan till ett tätt skikt och därigenom försvårar vidare oxidation. Det finns flera olika typer av rostfritt stål. I Tabell 1 visas de viktigaste närmare. Läs gärna vidare om rostfritt stål i del 12 av Jernkontorets utbildningspaket.
Tabell 1. Exempel på rostfria stålsorter. Sammansättning och applikationer.
Rostfritt stål ”uppfanns” på 1910-talet. Det fanns vid den tiden ett behov av att göra gevärspipor lättare och mer nötningsbeständiga och försök gjordes därför att legera vanligt stål med 6–15 % krom. Vid metallografiska undersökningar av materialet upptäcktes det att det motstod de syror som användes vid etsningen. Den nya legeringen kom därefter till stor användning för bland annat bestick, där det kunde ersätta silverpläterat kolstål.
Själva krområvaran framställs genom reduktion av kromhaltig malm med hjälp av kol eller kisel/aluminium. Att använda kol var billigt men det resulterade i en högkolhaltig krområvara som var svår att använda för tillverkning av lågkolhaltiga rostfria stålsorter. Fram till 1960-talet fanns, i huvudsak, två sätt att tillverka rostfritt stål. Antingen utgick man från ”rena” råvaror, det vill säga dyra aluminiumreducerade krområvaror och lågkolhaltigt järn vilket kunde smältas i till exempel en induktionsugn eller kunde högkolhaltiga krområvaror användas och smältas tillsammans med stålskrot i en ljusbågsugn under samtidig syrgasblåsning. Syrgasen oxiderade kolet men samtidigt oxiderades också el del av kromet vilket medförde att den bildade slaggen måste reduceras med kisel, aluminium eller kiselkalcium.
Båda tillgängliga tillverkningsmetoder resulterade i ett dyrt material som bara fick användning i en begränsad mängd världen över. En viktig milstolpe för världens stålproduktion är innovationen av ett sätt att tillverka rostfritt stål i stor skala till en låg kostnad. På 1950-talet uppfanns det som kom att kallas för AOD-processen (argon oxygen decarburization), där ädelgasen argon – eller kvävgas – används för att sänka partialtrycket av syrgas i konvertern. De så kallade inertgaserna injiceras tillsammans med syrgasen i sidan eller i botten av konvertern.
Vid färskning, det vill säga syrgasblåsning, av rostfritt stål som innehåller kol förekommer två konkurrerande reaktioner: Oxidation av kol och oxidation av krom. Vad syrgasen väljer att reagera med bestäms av förhållandena i reaktionskärlet. Betrakta följande reaktioner och den jämvikt som råder under processen:
[C] + ½O2 (g) → CO (g) (1)
⅔[Cr] + ½O2 (g) → ⅓Cr2O3 (2)
Reaktion (1) – reaktion (2) ger jämvikten (3)
[C] + ⅓Cr2O3 ↔ ⅔[Cr] + CO (g) (3)
Genom att spä ut den bildade koloxiden med en inert (reaktionsobenägen) gas, vanligen argon eller kvävgas, kan jämvikten (3) drivas åt höger, det vill säga oxidationen av kol till koloxid överväger och krom blir kvar inlöst i smältan. Ju lägre kolhalten sjunker, desto större andel inertgas behövs tillsammans med syrgasen för att inte kromoxidationen ska bli för kraftig. Ett normalt förfarande är att till en början, när kolhalten är hög, cirka 1 %, blåsa med till exempel fem delar syrgas och en del inertgas. När kolhalten sjunker ändras förhållandet i steg till till exempel 1/1, 1/3, för att slutligen hamna på 1/9.
I syrepotentialdiagrammet, Figur 24 kan ses att linjerna för krom- respektive koloxidationen korsar varandra vid 1200ºC. Vid högre temperaturer ökar avståndet mellan linjerna. Därav följer att oxidationen av kol gynnas vid höga temperaturer.
I Figur 36 visas ett exempel på användning av syrepotentialdiagrammet. Där visas syrets benägenhet att oxidera krom relativt att oxidera kol vid några praktiska halter och partialtryck för CO.

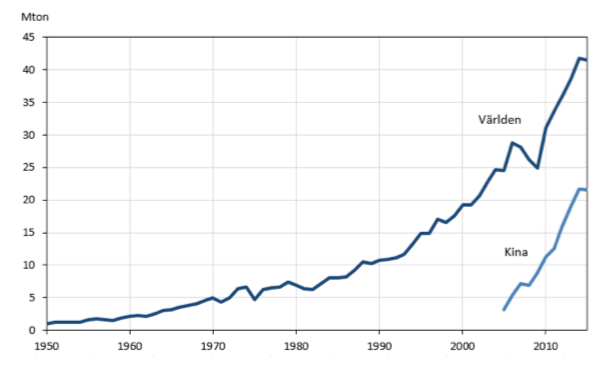
Genom införandet av AOD-processen kunde användandet av billiga och högkolhaltiga råvaror kombineras med en storskalig och relativt billig process. Användningen – och produktionen – av rostfritt stål ökade därefter kraftigt vilket avspeglas i Figur 18.
Under åren efter AOD-processens införande kom ytterligare varianter på processen där vakuum användes för att sänka syrgasens partialtryck, den så kallade VOD-processen (Vaccum Oxygen Decarburization) eller CLU (Creusot Loire Uddeholm), där i den senare processen, syret i vattenångan används för att oxidera kol och den spjälkade vätgasen används som inertgas.
Som sista enhetsprocess kan man betrakta gjutningen. Ämnesområdet gjutning behandlas närmare i del 4 av Jernkontorets utbildningspaket.
Gjutningen är viktig eftersom en stor del av stålproduktens egenskaper grundläggs i gjutningen. Typiska egenskaper och fenomen som påverkas i gjutningen är:
- Jämnhet i sammansättning på makro- och mikronivå
- Ytegenskaper, frihet från ytsprickor och ojämnheter
- Inre sprickor förorsakade av stelningsspänningar
- Inneslutningsbilder (oxidiska och sulfidiska)
- Graden av ändeffekter
- Gasporer, såväl inre som i ytan
- Gjutstruktur, påverkar bland annat varmbearbetbarhet
Viktiga parametrar hos stålet inför gjutningen är:
- Rätt temperatur
- Låga halter av gaser med låg löslighet, H och N
- Låga lösta syrehalter
- Låga inneslutningsmängder (oxider)

{kind=link}
{kind=link}