0.4.1 Omröring
- Gasomröring
- Induktiv omröring
- Mekanisk omröring.
Den vanligaste omröringsmetoden är gasomröring. Den utförs genom att inert gas
spolas genom en spolsten eller en lans. Spolstenen består av en porös keramisk plugg som är inmurad i botten på skänken eller i spetsen på lansen.
I regel används argon som spolgas men av kostnadsskäl kan även kvävgas
förekomma när man kan tolerera en viss kväveökning. Argon är olösligt i stål och
uppträder således inert.
Vid gasspolning åstadkommes omröringen genom att gasbubblorna stiger upp genom smältan. Effekten av gasen förstärks kraftigt när bubblorna expanderar i volym på grund av minskande ferrostatiskt tryck. Därför blir omröringen relativt mer effektiv vid låga baddjup. Samma positiva effekt av växande bubblor erhålles även då överytan är satt under vakuum. Ett normalt gasflöde ligger mellan 1-5 liter per ton och minut.
Mekanisk omröring blir alltmer ovanlig i takt med att de alternativa omröringsmetoderna utvecklas. Det mekaniska slitaget på utrustningen är stort vid mekanisk omröring.
Vid induktiv omröring skapas en rörelse av att stålet utsätts för ett elektromagnetiskt
kraftfält.
Kraftfältet induceras när ström leds genom induktionslingor som omger skänken,
Omröringsintensiteten kan ökas med ökad strömstyrka. Med en omslutande induk-
tionsspole strömmar smältan vertikalt genom centrumaxeln och ut mot kanterna,
antingen medurs eller moturs beroende på strömriktningen i spolen.
Vid en jämförelse mellan gas – respektive induktiv omröring är den största skillnaden
att gasomröringen ger bättre kontaktytor mellan stål och toppslagg samt att endast
gasomröringen kan ha en avgasande effekt på gasinnehållet i stålet.
Vid vakuumbehandling ger också gasomröringen en effektivare påverkan på resulta-
tet. I en kostnadsjämförelse har gasomröringen en högre rörlig kostnad medan den
induktiva omröringen har en högre investeringskostnad.
I ökande utsträckning utrustas skänkugnar med möjlighet till båda omröringssätten.
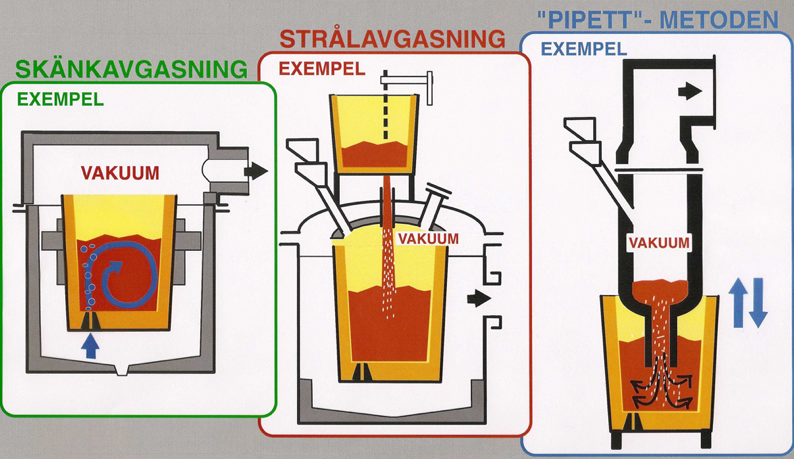
0.4.2 Vakuumbehandling
- Tankavgasning
- Strålavgasning
- Pipettavgasning

Ursprungligen utfördes tankavgasning genom att skänken sattes i en tank med lock
varefter evakuering skedde. Detta system är ovanligt idag och har ersatts av den enk-
lare varianten av tankavgasning där skänken fungerar som tank och ett vakuumlock
läggs direkt på skänken. För att få en bra effekt på vakuumbehandlingen måste stålet
omröras och då är gasomröring överlägset induktiv omröring.
Strålavgasning görs i samband med överhällning i annan skänk eller överhällning till
gjutkokill. Ståldropparna utsätts för vakuum under stålstrålens fall ned i skänken eller
kokillen. Man skapar med detta den stora stålyta som är nödvändig för en bra vakuumbehandling. Metoden är ovanlig och används mest vid gjutning av speciallegeringar.
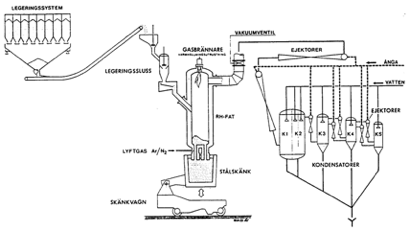
Pipettavgasning finns i praktisk drift i en process som heter RH-avgasning, (se Figur 4). Två långa keramikinfordrade ben stoppas ned i smältan varefter vakuum läggs på
klockan ovan benen. Genom att underifrån tillföra argongas i ena benet blir ena
stålpelaren lättare och man får ett kontinuerligt flöde från ena benet över till det
andra.

0.4.3 Värmning
För ett fullständigt skänkmetallurgikoncept är värmning en nödvändighet. Det vanligast värmningssättet är att elektrisk energi tillförs med ljusbågselektroder precis som i en ljusbågsugn. Normalt är dock effekten i en skänkugn mindre än en fjärdedel av effekten i en vanlig ljusbågsugn som mer är att likna vid en smältmaskin. Normal
temperaturhöjning ligger vid 5 ºC per minut. Det är nödvändigt att under värmningen
röra om med gas eller induktivt för att undvika överhettning av stålet i överdelen av
skänken. Normalt sker inte värmning samtidigt med vakuumbehandling. I ASEA-
SKF-processen och dess efterföljare lyfts vid vakuumbehandling elektroderna bort
och ett vakuumlock appliceras på skänken.
I RH-anläggningen tillförs värme hos vissa användare genom en förbränning av kol
genom tillsatser av syrgas i det gasomrörda benet.
I en annan efterbehandlingsprocess som kallas CAS-OB-processen tillförs värme ge-
nom att aluminium och syrgas sätts till i stökiometriska mängder för att bilda Al2O3.
Ur den exoterma processen när aluminium oxideras erhålles nödvändig energi direkt
in i stålet. De bildade inneslutningarna skiljs av genom en extra inertgasspolning. I
dessa två exempel på värmetillförsel utnyttjas för vad man kallar kemisk energi.
Andra exempel på värmning är elenergi via en plasmabrännare eller elenergi genom
motståndsvärmning av toppslaggen.
0.4.4 Tillsättning av slagg och andra produkter
Önskemål om en stor kontaktyta mellan en tillförd slaggkomponent och smältan finns vid till exempel svavelrening och vid modifiering av slagginneslutningar. Därför utvecklades under 70-talet en metod att injicera pulver med en bärande gas genom ett munstycke som kunde tryckas ned i smältan. Metoden kallas lansinjektion. Förutom slaggkomponenter kunde även legeringstillsatser göras. Metoden var mycket framgångsrik men har numer alltmer ersatts av en ännu effektivare tillsatsmetod nämligen så kallad trådmatning. Metoden går ut på att fylla ett tunnväggigt metalliskt rör med tillsatserna i form av pulver. Röret har en diameter på några centimeter och rörväggen välls ihop kontinuerligt vartefter pulver fylls på i centrum av röret. Det färdiga röret kan behandlas som en tråd och hasplas på i stora haspeltrummor och tillförseln av tråd ner i smältan kan ske med ett vanligt trådmatarverk och en lans för styrning. Metoden gör att tillsatserna kan styras med stor exakthet och god reproducerbarhet. Ur metallurgisk synpunkt är lansinjektion och trådmatning likvärda.
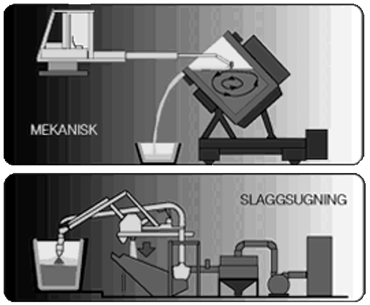
0.4.5 Avslaggning och tömning
En av de vikigaste förutsättningarna för en effektiv skänkugnsbehandling är att man
kan undanskaffa den slagg som följer med i tappningen från föregående stålframställningssteg. Detta kallas att dra slaggen. I Figur 5 visas två sätt, dels att mekaniskt dra slaggen med en raka i en lutande skänk och dels genom en vakuumsug. Den mekaniska metoden är den vanligaste.

En annan viktig detalj för skänkmetallurgins utveckling har varit tappningen av stålet ur skänken. Historiskt hällde man över kanten ”över läpp” som man gör med vatten i en tillbringare eller hade man en lång stopparstake genom smältan som reglerade utflödet genom en dysa (tärning). Man fick naturligtvis stora oönskade syre-upptagningar vid den typen av överhällningar. Stakreglering av flödet är fysiskt svårt att kombinera med ljusbågsvärmning eller vakuumavgasning. Parallellt med skänkmetallurgins utveckling har därför så kallade skivtärningar utvecklats. De består av en keramikskiva som skjuts in i dysan (tärningen) så att stålflödet kan öppnas och stängas. Tillsammans med skivtärningen används i dag i regel keramiska skyddsrör som skyddar tappstrålen från kontakt med luft. Målet är att den goda kvalitén som uppnås för stålet i skänkugnen skall bibehållas ner i gjutlådan och vidare ner i gjutkokillen.

{kind=link}
{kind=link}
{kind=link}