0.7.1 Inledning
Götgjutning startade i och med att man började tillverka flytande stål i mitten av 1800-talet. Götgjutning görs idag i huvudsak av vissa stålsorter som inte är lämpliga att gjuta i strängjutningen. I första hand beror olämpligheten på att dessa ståltyper segrar för mycket. Eftersom en del ståltyper fortfarande gjuts med götgjutning samt att det finns ett viss historiskt intresse skall vi sammanfatta det karaktäristiska för götgjutningen och de viktigaste utvecklingsstegen.
0.7.2 Beskrivning av götgjutning och dess utvecklingssteg
Smältan hälls i princip i en form (kokill) bestående av gjutjärn. När stålet stelnat
vänds kokillen upp och ned och götet trillar ur kokillen. Götet låter man antingen
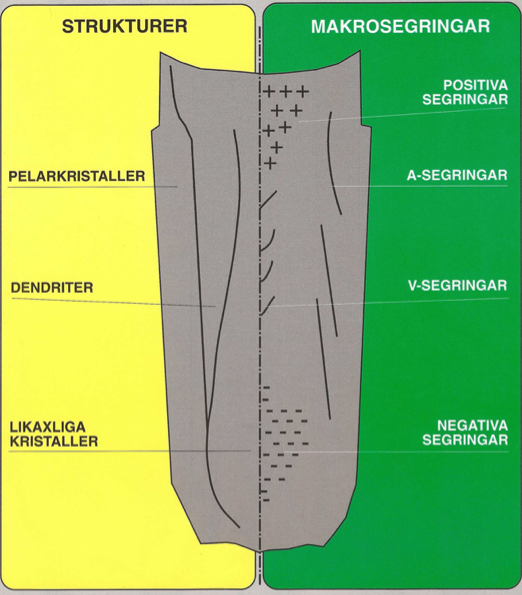
svalna eller transporteras det direkt till en värmnings- och varmhållningsugn före götvalsningen. Ett typiskt tvärsnitt av ett göt visas i Figur 14.
Strukturmässigt övergår pelarkristallzonerna till en mer dendrit-inriktad zon. I centrum har vi en likaxlig zon. Omslagen beror på förändrade betingelser för underkylningen vilket i sin tur påverkar kärnbildningen. Bilden visar också att man får en rad olika typer av makrosegringar vilka kan förklaras av smältans rörelse under stelnandet.

Götgjutning utvecklades från att man hällde i stålet uppifrån till att man började använda stigplan enligt Figur 15. Detta ger mindre luftneddragning i smältan men risken för att få in exogena inneslutningar är fortfarande stor.

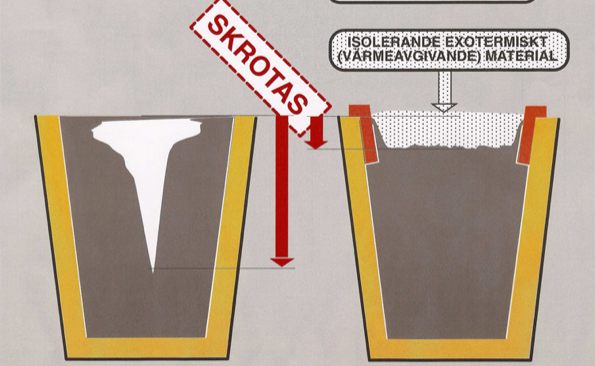
När stål stelnar krymper volymen och om inga åtgärder vidtas får man en stor pipe i stålet och en stor del av götet måste skrotas och smältas om se Figur 12. Historiskt löstes problemet genom att man gjöt så kallat otätat stål. I dessa stål fick man ett kok av CO som kompenserade för volymminskningen. När man ville gjuta tätade (desoxiderade) stål löste man problemet med för stor pipe genom att sätta på en så kallad sjunkbox på toppen av kokillen så att det översta stålet stelnade först mot slutet och man fick en jämnare nedsjunkning vid stelnandet, se Figur 16 och Figur 12.

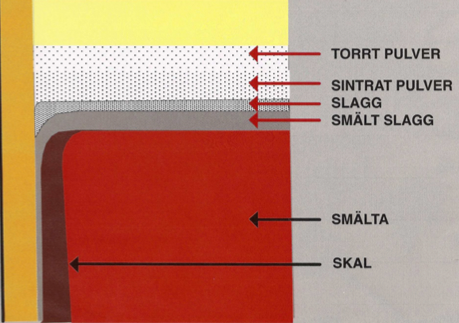
En annan stor förbättring för kvaliteten var när man på 1960-talet började med gjutpulver, se Figur 17, som hade funktionen att skydda överytan och samtidigt bilda ett skyddande skikt mot kokillytan. Pulvret som i sig är värmeisolerande uppträder överst där det är förhållandevis kallt i torr pulverform. Längre ned finns ett lager som sintrat ihop för att närmast smältan nått en så hög temperatur att det är smält och kan fungera som ett smörjande skikt mot kokillens yta.


{kind=link}
{kind=link}
{kind=link}