5.4.1 Profil- och planhetsstyrning
I kallvalsverk har det länge funnits metoder att styra planhet. Bland metoderna kan nämnas selektiv kylning tvärs valsbanan (zonkylning), förskjutning av mellanvalsar i mångvalsverk och sexvalsverk samt extra valsböjning.
På grund av att tvärflytningen hos materialet är liten vid kallvalsning, kan enbart planheten och ej tvärprofilen påverkas. Därför är det av vikt att styra tvärprofil och planhet vid varmvalsningen. Grunden för god planhet och snäva tjocklekstoleranser skapas vid varmvalsningen och blir en förutsättning för framställning av kallvalsade precisionsprodukter.
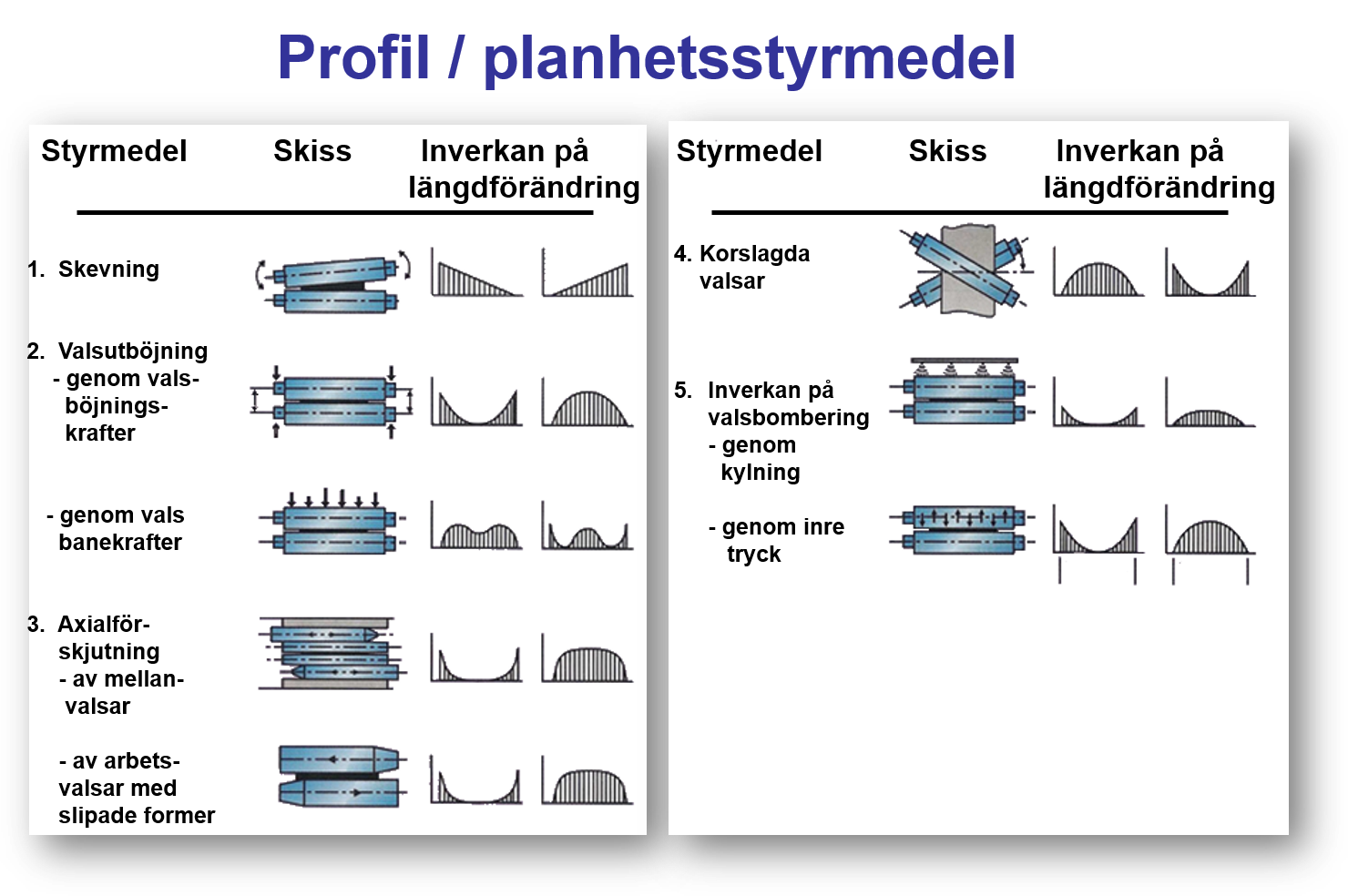
Stora investeringar i olika styrmedel för att förbättra tjocklekstoleranserna och planheten på varm- och kallvalsade produkter har gjorts i världen. I det följande ges en översikt över de styrmetoder och styrmedel som vanligen används. Inverkan på bandets längdförändring visas även i figuren.

Slipad bombering
Genom att slipa valsarna tjockare på mitten kan bandets tvärprofil minskas vid varmvalsning. Normalt slipas valsarna till en parabolisk form som kompenserar valsarnas utböjning. Ett problem med detta är att band med olika dimensioner och hårdhet måste valsas med samma bombering för att minimera antalet valsbyten. Detta medför att bandets tvärprofil (krona) kommer att variera inom vissa gränser. I dessa fall prioriteras god planhet.
Belastningsfördelning, stickserier
Genom att variera belastningsfördelningen mellan de olika valsparen (stickschemat) kan planhet och krona påverkas. För att nå god planhet för en bestämd stickserie bör små förändringar i belastningsfördelningen göras. Även i detta fall prioriteras planheten framför tvärprofilen.
Skevning
Om bandet går snett ut ur verket (snokbildning, bananform) är skevning en styrmetod för att centrera bandet på rullbanan och eliminera snoken.
Valsutböjning
Extra kraftiga utbalanseringscylindrar byggs oftast in i arbetsvalslagren, vilket ger möjlighet till extra stor böjning av arbetsvalsarna. Valsböjningen har hygglig effekt på centralkronan, men ganska liten effekt på kantraset. Valsböjningen används oftast till att justera planheten, om valskraften ändras längs bandet och är därför ett utmärkt styrmedel för planhet.
Metoden fungerar mycket bra i kallvalsverk och trimverk, vars huvuduppgift är att justera planheten. Om tvärprofilen (kronan) skall kunna styras med valsböjning, måste den göras mycket kraftig, vilket innebär att flera cylindrar och dubbla arbetsvalslager måste användas. Detta kan ge problem med utmattningshållfastheten i valsarna.
Axialförskjutning av valsar
Sexvalsverk med förskjutbara mellan- och arbetsvalsar ger möjlighet att valsa längre kampanjer samtidigt som profilen effektivt kan styras. Genom mindre förskjutningar av arbetsvalsarna axiellt mellan banden, kan valsslitaget minskas. Mellanvalsen flyttas hela tiden med bandkanten på det valsade ämnet. Härigenom påverkas arbetsvalsens utböjning och påverkar krona och kantras. Sexvalsverk kompletteras alltid med valsböjning för planhetsstyrning.
Arbetsvalsförskjutning (WRS = Work Roll Shift) förekom redan på 1950-talet som axiell förskjutning av mellanvalsar i mångvalsverk med avsikt att styra planheten. Mot slutet av 1970-talet togs idén upp i Japan och började användas i konventionella kvartoverk eller i sexvalsverk.
Metoden användes från början till att jämna ut valsslitage och termisk expansion av arbetsvalsarna, men har på senare tid börjat användas som ett profilstyrmedel. Genom att slipa valsarna på olika sätt med eller utan fasning kan olika effekter nås, när valsarna förskjuts eller den valsade bredden förändras.
Ett annat område, där förskjutbara arbetsvalsar är effektivt, är för den planeringsfria valsningen (Schedule Free Rolling). Man tillämpar då ej de vanliga så kallade likkisteprogrammen (förklaring längre fram), där valsningen planeras med fallande bredd, utan bredderna kan komma i blandad ordning, vilket medför att valsarna måste kunna förskjutas så mycket att man täcker in hela det valsadebreddområdet.
Vid profilstyrning i varmbandverk installerar man vanligen WRS i tre till fyra par. WRS kombineras alltid med valsböjning för att kunna styra tvärprofilen och samtidigt finreglera valsspaltens form för att uppnå bästa planhet längs bandet. WRS är den vanligaste metoden för profilstyrning.
Korslagda valsar
Metoden med korslagda valsar (PC = Pair Cross) går ut på att ha bomberade valsar som sedan snedställs så att de korsas. Styrmedlet är bra för centrala kronan, men påverkar ej kantraset nämnvärt. I kvartoverk korsas både arbets- och stödvalsarna tillsammans för att undvika stort slitage mellan valsarna. Metoden är komplicerad och dyr i underhåll. Vinkeln mellan de korsade valsarna är i storleksordningen 1°, vilket motsvarar 30-40 mm horisontell förskjutning av lagerhusen.
Selektiv valskylning
Emulsionsdysorna i kallvalsverkens kyllådor förses ofta med ventiler, med vars hjälp valsens termiska expansion (bombering) kan styras. Vid kallvalsning räcker det att valsens form förändras i storleksordningen µm för att planheten skall förändras.
För att styra planheten vid varmvalsning i bredbandverk fordras att valsens form förändras i storleksordningen 10 µm, vilket gör att selektiv valskylning blir ett alltför långsamt verkande styrmedel.
VC-valsar
VC-valsar (Variable Crown) är ett slags uppblåsbara valsar och har god inverkan på centralkronan, men ingen inverkan på kantraset. Största nackdelen är begränsningen i tillåten valskraft. Orsaken till detta är att VC-valsen har en lös påkrympt mantel som ej klarar av stora krafter och moment. VC-valsar förekommer främst i kallvalsverk och i trimverk som arbetsvalsar.

{kind=link}