14.4.1 Avståndsstyrd och automatiserad avgjutning
Exempelvis så kan avgjutningsenheten känna av med positionssensorer att en form är på plats och med en kamera detektera nerloppets position. Därefter hälls smältan med rätt hastighet ner i formen och nivån på smältan i gjutskålen regleras av avgjutningsenheten med hjälp av en laser eller en kamera som i realtid övervakar nivån i gjutskålen.
Vissa moment av avgjutningen kan vara automatiserade medan något eller några, vanligtvis start och stopp samt flödesreglering, sker manuellt. Den avståndsstyrda avgjutningen ger påtagliga förbättringar i fråga om produktionsförhållanden och arbetsmiljö.
Med automatisk avgjutning avses en helt automatiskt styrd avgjutning, som kan fortgå utan manuella insatser under en längre tid. Även sådant som start, stopp och flödesreglering sker per automatik. Flödesregleringen baseras ofta på att systemet reglerar flödet så att nivån i gjutskålen hålls konstant. Emellanåt kan dock vissa justeringar av inställda värden på styrutrustningen krävas.
Automatisk avgjutning med en avgjutningsugn (av typ LFR) där smältan kan varmhållas ger följande fördelar:
- Förbättrat utbyte av smälta genom noggrann dosering, vilket i sin tur medför kostnadssänkningar och minskad energiförbrukning.
- Minskat arbetskraftsbehov.
- Eliminering av långa avgjutningssträckor och transportanordningar.
- Optimerat avgjutningsförlopp och därigenom ökad kvalitet.
- Minskat behov av exakta leveranser av smälta till gjutstationen.
- Gjuttemperaturen kan hållas inom snäva gränser.
- Möjlighet till automatisk drift i kombination med en automatisk formningsanläggning.
- Smälta kan lagras vid driftstopp i formningsanläggningen vilket eliminerar produktionstopp på grund av att man behöver vänta på att smältan uppnår rätt temperatur.
- Förbättrad arbetsmiljö och minskade olycksfallsrisker.
14.4.2 Krav på avståndsstyrda och automatiska avgjutningsanordningar
För att uppnå fördelarna med en avståndsstyrd eller automatisk avgjutning måste en mängd krav uppfyllas.
Några av kraven på avgjutningsförloppet är följande:
- Avgjutningshastigheten ska kunna anpassas under gjutformens fyllande.
- Avgjutningsförloppet måste ha en ovillkorlig kontinuitet. Ingjutssystemet måste ständigt vara helt fyllt med smälta.
- En exakt mängd smälta skall fyllas i formen enligt de inställningar som gjorts i reglersystemet. Ingen över- eller underfyllning tillåts. Detta krav är väsentligt med hänsyn till utbytet och därmed även ekonomin.
- Reglersystemet ska möjliggöra att en varierande mängd smälta skall kunna avgjutas efter vissa mindre ändringar av inställningarna.
- Kontinuerlig avgjutning ska möjliggöras även vid påfyllning av ugn eller skänk.
- Avgjutningen ska vara slaggfri.
- Avgjutningen ska ge möjlighet till ympning.
På själva avgjutningsanordningen bör dessutom följande krav ställas:
- God driftssäkerhet.
- Möjlighet för snabbt byte av gjutlegering.
- Möjlighet för varmhållning av smältan med små temperaturvariationer.
- Möjlighet för positionering, helst automatisk, av avgjutningsanordningen över gjutskålen.

Följande tabell redovisar för- och nackdelar med de olika avgjutningsprinciperna vid avståndsstyrda och automatiska avgjutningsanordningar.
Tabell 1. För- och nackdelar med de olika avgjutningsprinciperna vid avståndsstyrda och automatiska avgjutningsanordningar.
Ett exempel på avgjutningsutrustning vid avståndsstyrd avgjutning baserad på principen mekaniserad tippning av skänken visas i följande figur. Här styr operatören avgjutningen manuellt från en avskild arbetsplats med servostyrda rörelser.

Vid automatisk avgjutning har operatören endast en övervakande funktion. Principen för en automatisk avgjutningsutrustning visas i illustrationen nedan. Utrustningen är utformad som en ugn varigenom varmhållningsmöjlighet föreligger. En vanlig benämning på denna typ av utrustning är tryckgjutugn. Smältan trycks ut ur ugnen med hjälp av torkad luft eller någon inert gas, till exempel kvävgas (vid segjärnsavgjutning). Ofta kan tryckgjutugn vara ett alternativ till varmhållningsugn. Avgjutningsugnar med varmhållning finns där avgjutningen styrs via tippning av hela ugnen med hydraulik.
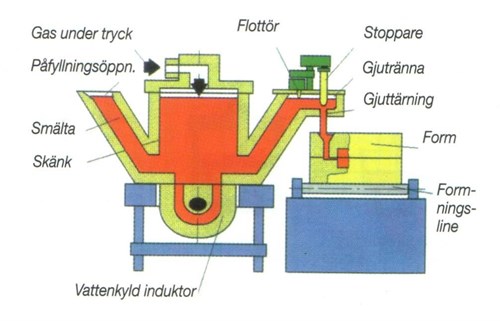
Tryckgjutugnar har vanligen en vanna – det vill säga en eldfast infodrad behållare – försedd med induktor och två utanpåliggande sifoner. Vannan är täckt med ett tättslutande lock. Hela ugnen är utformad med speciella tätningslister vid lock, induktor- och sifonanslutningar samt labyrinttätningar i infodringen. Induktorn är placerad i vannans botten eller på dess sida. Det finns tryckgjutugnar med varmhållningskapacitet från några få ton upp till 20 ton.
I princip kan tryckgjutugnar förses med tre olika typer av avgjutningssystem:
- Gjutning över läpp
- Gjutning via tärning i snyt
- Avgjutningssystem med tärning och stoppare. I detta fall hålls smältans nivå i snyten konstant med ett automatiskt tryckregleringssystem.
De flesta tryckgjutugnar arbetar idag med det sistnämnda systemet beroende på överlägsen gjutnoggrannhet och slaggavskiljning. Även små gjutvikter är möjliga att gjuta med detta system.
De båda sifonerna utnyttjas för påfyllning av smälta respektive avgjutning. De är vanligtvis placerade mitt för varandra på ugnen. Påfyllningssifonen är normalt något högre än avgjutningssifonen och avslutas upptill med en utvidgning för att styra ner smältan som tappas från en överföringsskänk.
När badytan i ugnen sätts under tryck genom tillförsel av tryckmedium, stiger nivån i de båda sifonerna under det att nivån i vannan pressas ned av trycket. Tryckmediet är oftast luft men även kväve och argon förekommer – speciellt om ugnen används för segjärn. Vid den utrustning som visas i illustrationen är avgjutningssifonen försedd med en snyt med gjuttärning och stoppare. När avgjutningen skall ske höjs gastrycket så att smältan stiger upp i avgjutningssifonen och vidare upp i snyten till en förutbestämd tryckhöjd. Stopparen är i detta läge stängd. Nivån i snyten regleras med hjälp av laser eller är en flottör eller elektroder som styr tillförseln av tryckmedium. Därefter öppnas stopparen och gjutningen startas. Flödet är en funktion av tärningens diameter och tryckhöjden i snyten. För små vikter regleras gjutning via tidsinställning. För större vikter regleras flödet genom att stopparens läge varieras med hjälp av laser eller bildanalys av nivån i gjutskålen.
Följande illustration visar användning av tryckgjutugn vid gjutning av aluminiumlegeringar. Här fylls formhåligheten underifrån varigenom turbulensen blir ringa och oxidbildningen i smältan minskas samtidigt som risken för gasinneslutningar reduceras. Formfyllningsförloppet kan styras med stor noggrannhet. Detta sker genom styrning av trycket i ugnen. Snabbare formfyllning än vid konventionell gjutning kan uppnås. Detta innebär att lägre gjuttemperatur kan användas, vilket ger en mer enhetlig kristallstruktur och en bättre ytjämnhet hos gjutgodset. Tekniken är lämplig för tunnväggigt gjutgods då godstjocklekar mindre än tre millimeter kan gjutas.
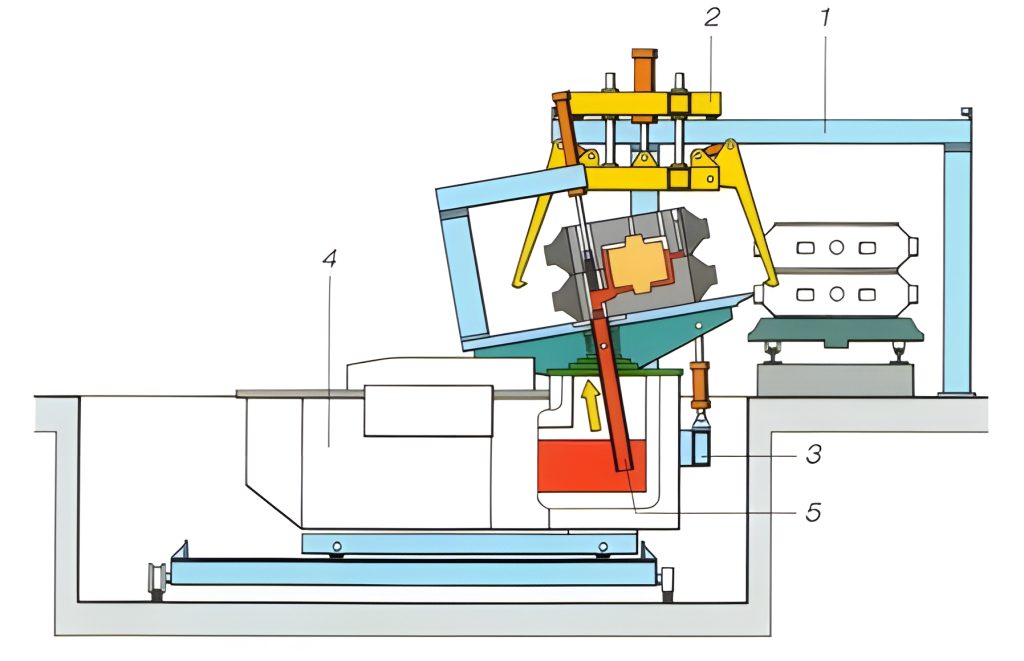
Figur 7. Användning av tryckgjutugn vid gjutning av aluminium där formhåligheten fylls underifrån (DISA).
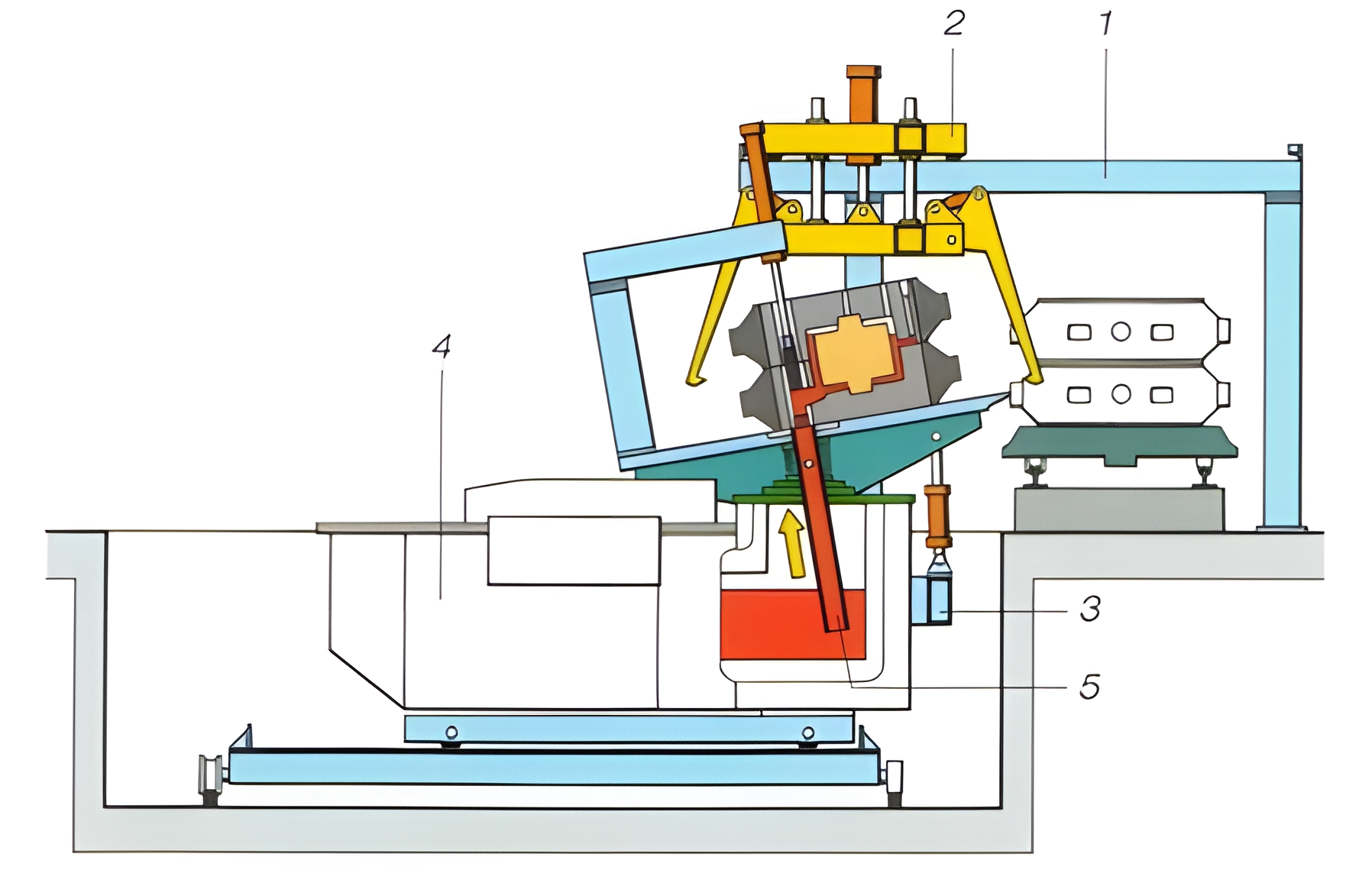
- Transportsystem
- Hanteringsutrustning som för formen till en position där stigarröret kommer mitt för ingjutssystemets öppning nedåt.
- Cylinder för tippning av formen.
- Tryckgjutugn
- Stigarrör
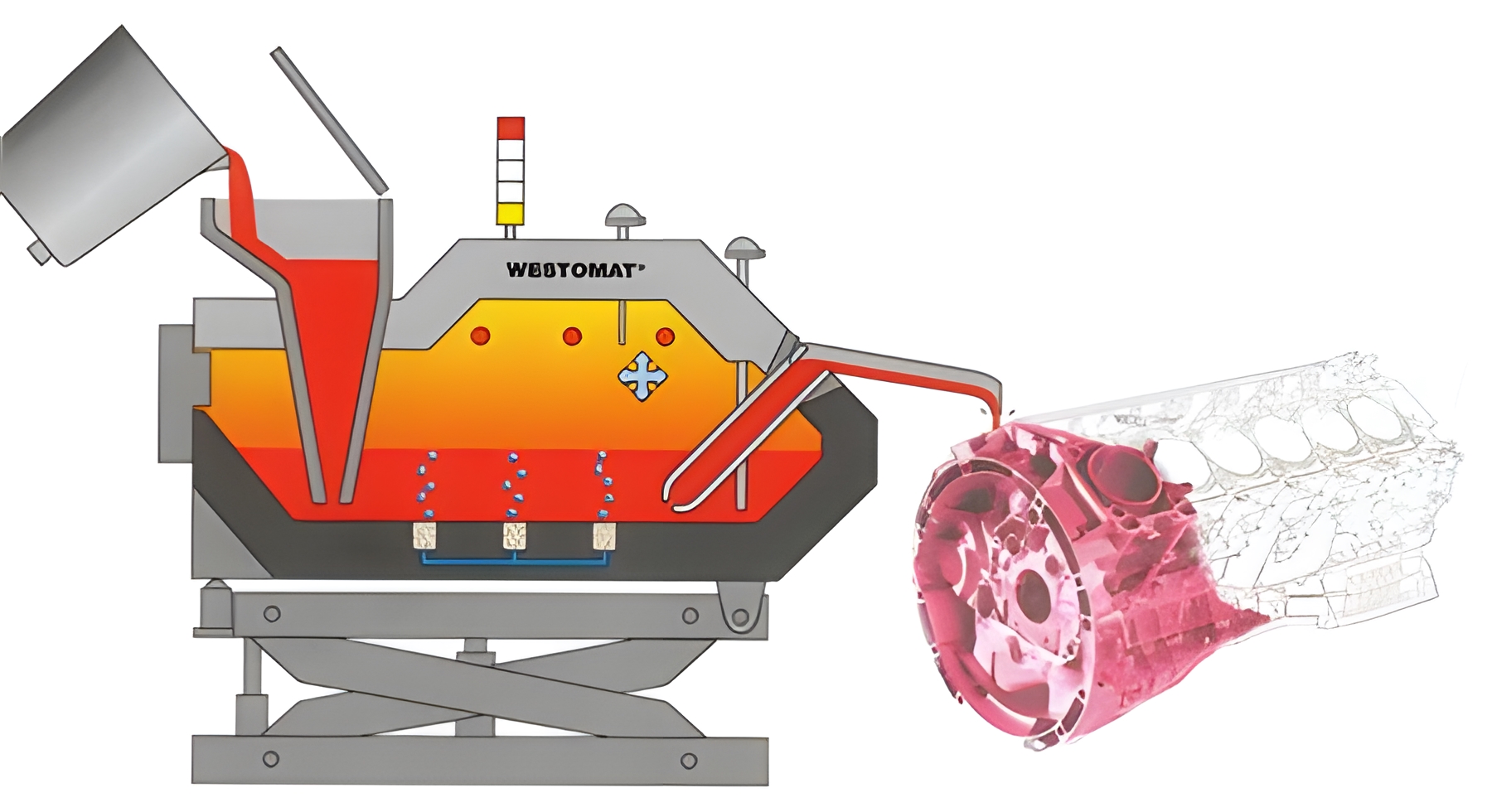
Ett annat exempel på tryckgjutugn visas nedan. Denna ugn är avsedd för gjutning av aluminiumlegeringar i sandform eller i kokill. Vid avgjutning höjs trycket i luften ovanför smältan. Avgjutningen styrs med stor doseringsnoggrannhet och konstant smältatemperatur. Varmhållning av smältan sker elektriskt.
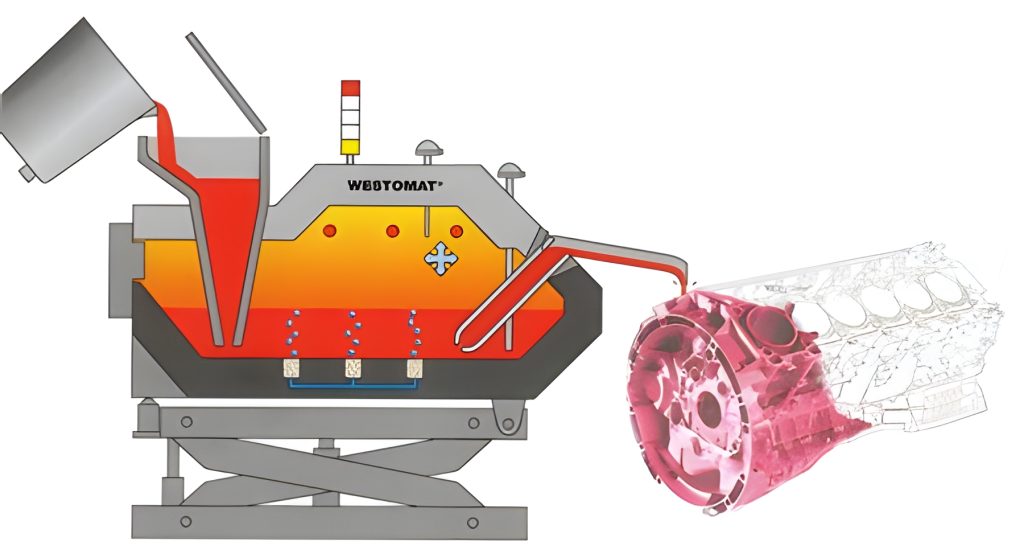
Figur 8. Avgjutningsugn för aluminiumlegeringar (Striko Westofen).
14.4.4 Principlösningar för reglersystem
För att erhålla ett högt utbyte och hög gjutgodskvalitet erfordras en noggrant utförd avgjutning. Den avgjutna mängden skall vara ”exakt” reglerad för erhållande av högt utbyte och gjuthastigheten skall vara lämpligt avpassad.
Gjuthastigheten är en funktion av gjutsystemets utformning och den effektiva tryckhöjden det vill säga skillnaden i höjd mellan smältans nivå i gjutskålen och dess övre nivå i formhåligheten. En automatiserad avgjutningsutrustning måste kunna reglera flödet under gjutningen. Om strålympning används måste doseringen kunna följa flödet så att ympning blir jämn. Figuren nedan visar schematiskt tre olika typfall. I Figur 9A är hela formhåligheten i underdelsformen. Den effektiva tryckhöjden liksom flödet är konstant under gjuttiden. Figur 9B visar fallet när formhåligheten är helt i överdelen. Den effektiva tryckhöjden kommer succesivt att minska under gjutning och därmed även flödet. Figur 9C illustrerar fallet där formhåligheten finns i båda formhalvorna. Flödet blir konstant fram till dess att underdelen fyllts. Därefter minskar flödet succesivt.


a. Formfyllnad (detektering av järnnivån i separat stiggjut).
b. Avgjuten vikt (via mellanskänk).
c. Gjuttid.
Beträffande principen för formfyllnad finns följande två system:
- Detektering av järnnivån i separat stiggjut.
- Detektering av järnnivån i gjutskålen.
Detektering kan ske med fotocell, infrarött ljus, laser eller givare, antingen induktiva eller kapacitiva. Även TV-kamera med bildbehandlingsutrustning förekommer.
När stoppare används regleras gjuthastigheten genom val av diameter på tappstenen samt slaglängd på stopparens lyftning. Vid användning av gjuttärning i snyten avgörs hastigheten av storleken på tappstenen samt smältans nivå i tapprännan. Vid gjutning över läpp bestäms hastigheten av utloppets geometri och tryckhöjden i tapprännan. För gjutsystem med stoppare är det dess avstånd till tärningen (utloppsarean kan således varieras) samt metallens höjd över tärningen som bestämmer avgjutningshastigheten.
14.4.5 Laserstyrd avgjutningsutrustning
En metod är att med hjälp av lasermätning passa in skänken och formen i rätt position till varandra.
Ett exempel på en anläggning för avståndsstyrd och automatisk avgjutning visas i figuren. Anläggningen är installerad vid en automatisk flasklös formningsline. När en ny, ännu ej avgjuten, form rör sig framåt under avgjutningsskänken kontrollerar en mätsond ytan på formen. Mätsonden mäter avståndet med hjälp av en laserstråle. Strålen detekterar den plötsliga avståndsändringen, när gjutkoppskanten kommer in under strålen. Styrsystemet ser sedan till att skänken är i rätt position när formen stannat.

Vid själva avgjutningen styr systemet påfyllningen av smälta så att exakt önskad mängd smälta doseras vid varje tidpunkt. En typ av utrustning för styrning av avgjutningen är baserad på en linjärlaser (generator) och en lasersensor. Dessa sitter på var sin sida om avgjutningsugnen eller -skänken (figuren nedan). Såväl linjärlasern som mottagaren är inbyggda i vattenkylda hus för att skyddas mot nedsmutsning och varma gaser vid avgjutningen. Som ytterligare säkerhet råder ett övertryck i husen.

När formflaskan befinner sig i rätt läge för avgjutning, projicerar linjärlasern en laserstråle över nedloppet. Så snart som nedloppet har fyllts med smälta vid avgjutningen, reflekterar linjärlasern mot smältytan och ger signal till en dator, som i sin tur ger signal att stoppa avgjutningen. Efter att avgjutningen är avslutad mäts smältans slutgiltiga höjd i nedloppet. Mätvärdet sparas och kan sedan utnyttjas för statistisk uppföljning. Denna teknik uppges ge snabb och säker information för reglering av stopparen utan att man behöver modifiera gjutkoppens form.

{kind=link}
{kind=link}