9.1.1 Översikt och Sander för formar och kärnor
9.1.1.1 Översikt
Tillverkning av gjutgods i engångsformar innebär att gjutning sker i en form. Formens mening är att bilda de konturer som gjutgodset ska ha.
Efter avgjutning och kylning slås formen sedan sönder i samband med att godset hanteras vid urslagningen. Även kärnorna är av engångstyp och används alltså endast en gång, Med kärna menas en kropp av sand eller annat material som sätts in i formen för att bilda komponentens invändiga konturer. Kärnmaterial förekommer också både som form och kärna vid permanenta formar.
Form- och kärnmaterial utgörs vid gjutning i engångsform av sand, gips eller keramiskt material samt bindemedel. Ett undantag är fullformsgjutning (Lost foam metoden) där gjutning sker i sand utan bindemedel och där en polystyrenkropp bildar ämnet som sedan under gjutningen förgasas. Den metoden används enbart för stora serier. Ett annat undantag är vakuumformning, där sanden hålls samman med hjälp av en tunn plastfilm.
Form- och kärnmassa består av sand plus ett bindemedel samt eventuella tillsatsmaterial. Bindemedlet utgörs exempelvis av bentonit (en typ av lera), organiska eller oorganiska produkter exempelvis vattenglas samt modifierade sådana. Olika tillsatsmaterial används för att motverka exempelvis sprickgrader, dåligt sönderfall, fastbränna, penetrationer, glanskolsdefekter och gasblåsor. Tillsatsmaterialen kan också ge förbättrade flytbarhetsegenskaper.
Vid bentonitbundna massor tillsätts normalt en glanskolgivare (sot eller sotersättningsmedel) till formmassan då järngjutgods skall tillverkas. Detta görs i syfte att uppnå en optimal glanskolsnivå för att motverka expansionsdefekter samt fastbränna på godset.
9.1.1.2 Sander för formar och kärnor
De i naturfyndigheter förekommande sanderna är vanligen osorterade, det vill säga att de innehåller en mängd olika kornstorlekar samt humusämnen. För att gjuterierna skall få en god kontroll över egenskaperna hos form- och kärnmassorna levereras sanderna med en jämn kornstorlek. Detta sker genom en våtklassering och torkning av sanderna hos sandleverantörerna innan sanden levereras till gjuterierna.
Separation
Separation uppkommer under de olika hanteringsstegen mellan tillverkning och användning. Detta sker mer eller mindre vid varje omlastning av nysanden då de större sandkornen rullar nedåt medan de mindre stannar kvar på toppen. Ser man inte upp så förändras medelkornstorleken och därmed kvaliteten på kärnan eller formen man tillverkar.
De i gjuterisammanhang mest aktuella sandtyperna är:
Ren kvartssand
Kvarts-fältspatssand
Olivinsand
Kromitsand
Zirkonsand
Syntetiska sander
9.1.2 Ren kvartssand
I Sverige används ren kvartssand i förhållandevis liten omfattning och då i huvudsak för stålgjutning. I Sverige finns inga fyndigheter av så ren kvartssand så att den går att använda i gjuteriverksamhet.

Kvartsens kemiska formel är SiO2. Ren kvarts har en mycket hög smältpunkt, 1 713ºC. Sintrings- eller mjukningstemperaturen är cirka 1 500ºC. Kornformen är oftast rund.
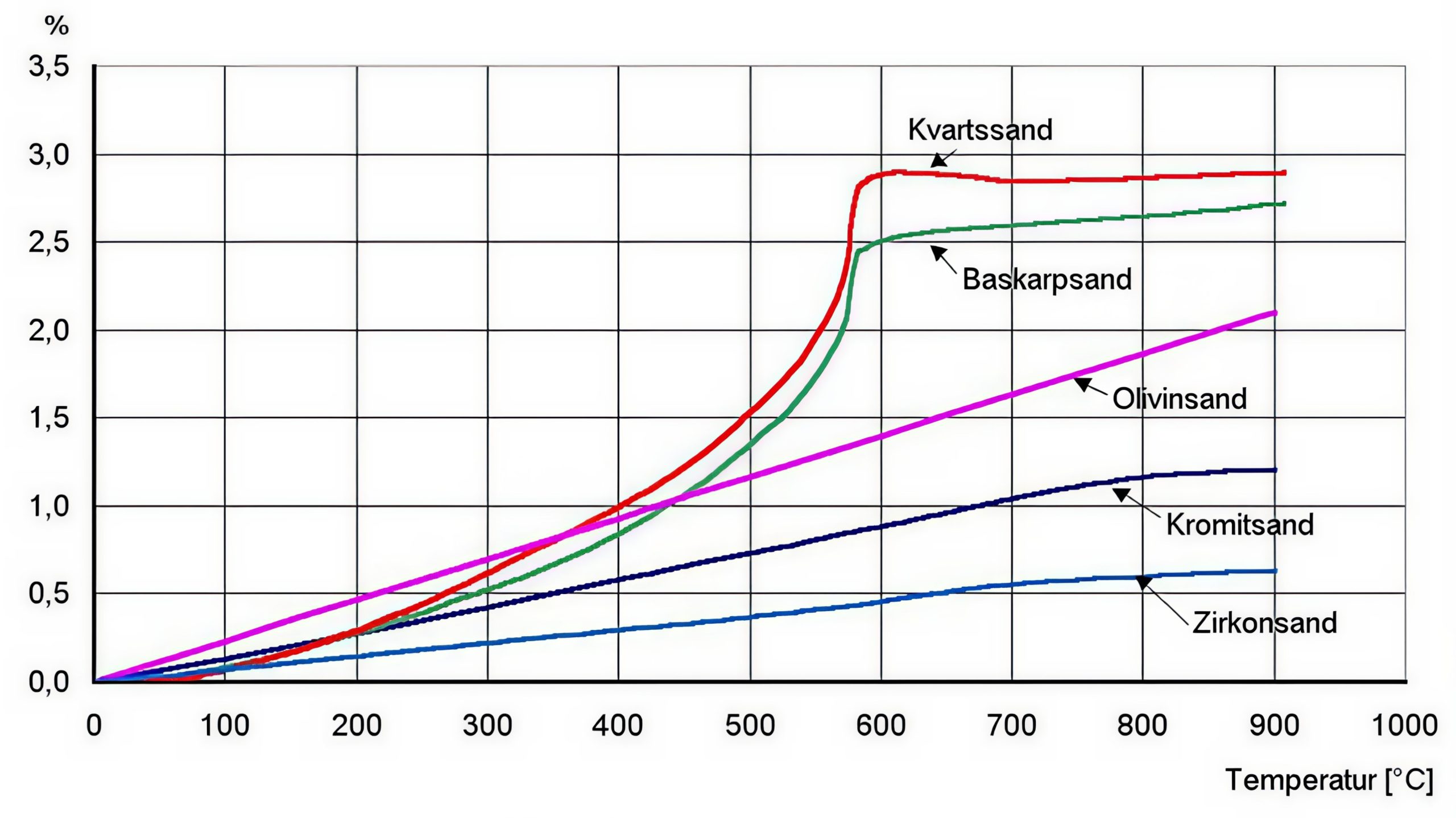
De flesta kvartssandstyper, som idag används i gjuterierna, härstammar från naturliga kvartssandsfyndigheter. Vid upphettning från rumstemperatur till smältpunkten genomlöper kvartsen flera omvandlingar under samtidig volymförändring. Den i formmaterialsammanhang mest aktuella och farligaste är övergången från α-kvarts (stabil vid rumstemperatur) till β-kvarts. Vid jämviktsförhållande sker detta vid 575ºC. Denna omvandling är förbunden med en volymökning på cirka 2,4 procent.
Detta i förening med kvartsens rent termiska expansion kan i olyckliga fall leda till brott i formväggen och gjutgodsfel, så kallade expansionsskollor, råttsvansar och sprickgrader. De andra ovan nämnda sandtyperna uppvisar inte denna kraftiga volymökning.
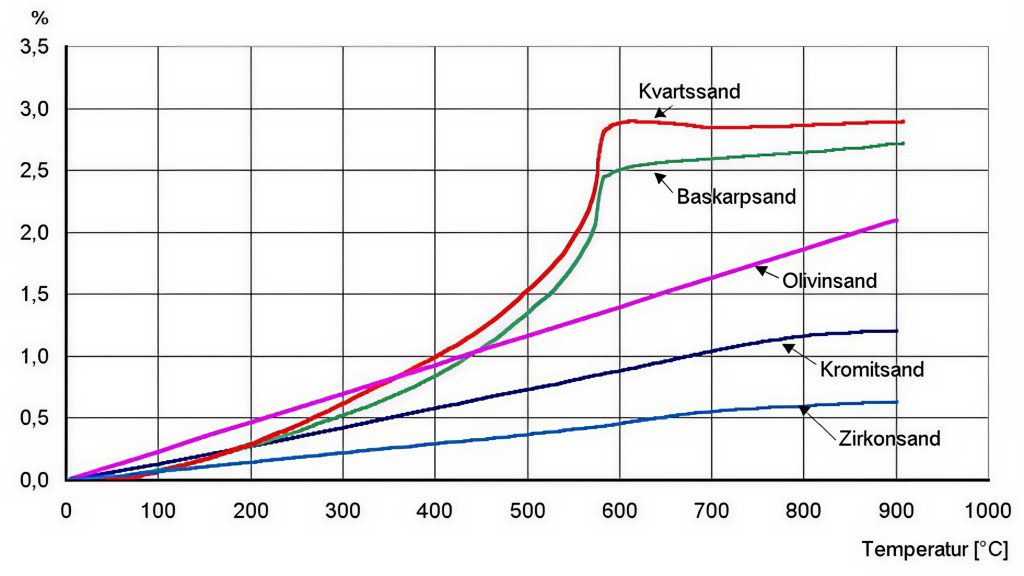
Figur 2. Termisk expansion som funktion av temperaturen för olika sander.
Fördelar med kvarts- och kvarts-fältspatssander är att de är förhållandevis billiga jämfört med olivin-, kromit- och zirkonsander. Vidare kan dessa sander användas i samband med de flesta typer av bindemedel. Genom att kvartsens densitet (2,65 g/cm3) är lägre än för de övriga nämnda sandtyperna erhålls även lättare formar och kärnor. En ytterligare fördel är den förhållandevis höga sintringstemperaturen.
En nackdel med kvartssand är, förutom den ovan nämnda språngvisa expansionen, risken att den som hanterar sanden riskerar att drabbas av silikos (stendammlunga). Det är partiklar av ren kvarts i storlekar mellan 1 och 5 μm som vid inandning innebär förhöjd risk för silikos.
Även kvarts-fältspatssander innebär förhöjd risk för silikos men i mindre grad. Tack vare de ventilationstekniska åtgärderna som genomförts i mycket stor omfattning i de svenska gjuterierna så är silikosrisken i det närmaste helt eliminerad.
9.1.3 Kvarts-fältspatssand
Kvarts-fältspatssand är den mest använda sandtypen i svenska järn- och metallgjuterier.
En vanlig sammansättning är 75 procent kvartssand och 25 procent fältspatssand. Densiteten är 2,65 g/cm3 och sintringstemperaturen 1 250 -1 300ºC.

Fördelar med kvarts-fältspatssand jämfört med ren kvartssand är att inblandningen av fältspat minskar risken för expansionsdefekter. Även silikosrisken är lägre beroende på att sanden oftast levereras tvättad, vilket innebär att de farliga partiklarna (<5 μm) har avlägsnats. Genom att kornformen hos kvarts-fältspatssanderna är rund till kantrund blir bindemedelsbehovet lägre. Ur kostnadssynpunkt är kvarts-fältspatssand billigast av de sex sandtyper som tas upp i handboken.
En nackdel med kvarts-fältspatssand jämfört med ren kvartssand är den lägre sintringstemperaturen. Den är dock tillräckligt hög för järn- och metallgjuteriändamål.
Fyndigheter för kvarts-fältspatssander finns i Sverige främst sydväst om Vättern, till exempel i Baskarp och Brogård. Det finns också fyndigheter vid Råda i närheten av Lidköping. Sanden från Råda har ännu lägre kvartsinnehåll än de från Baskarp och Brogård vilket gör att risken för expansionsdefekter är mindre.
Nackdelen med sanderna från Råda är den lägre sintringstemperaturen jämfört med Baskarp/Brogårdssanderna.


9.1.4 Olivinsand
Olivinsand används främst i stålgjuterier vid tillverkning av höglegerat manganstål (med cirka 14 procent mangan), vilket bland annat används till slitstål till stenkrossar, grävskopor med mera. Bland annat är risken för fastbränningar mindre på grund av att sanden i liten grad reagerar kemiskt med den alkaliska slaggen hos manganstål.

En fördel med olivinsand jämfört med kvartsbaserade sander är att risken för silikos minskas. Det gör inte att behovet av ventilation försvinner då den totala dammhalten vid användning av olivinsand är mycket högre än vid användning av kvartsbaserade sander.
Olivinsand är dyrare än de kvartsbaserade sanderna. Det kan ändå vara fullt motiverad att använda olivinsand då det minskar behovet av rensningsarbete. Jämfört med kromit- och zirkonsand är olivinsand billigare.
En nackdel med olivinsand är att kornformen är kantig och splittrig, vilket medför ett högt bindemedelsbehov. Mineralet är basiskt (pH-värdet är cirka 9), vilket kan ge problem med härdningsförloppet vid användning av vissa kemiskt bundna massor. Främst gäller detta vid användning av furanhartsbindemedel.
Olivinsand kan inte blandas med kvartsbaserade sander beroende på risk för penetrationer, det vill säga inträngningar då sintringstemperaturen sänks.
9.1.5 Kromitsand
Kromitsand används i huvudsak till medelgrovt och grovt stålgjutgods. Den används även till termiskt högt belastade delar i formen vid tillverkning av grovt järngjutgods, för att därigenom eliminera fastbränningar. Detta gäller exempelvis i formar för valstappar till centrifugalgjutna valsämnen.
Den kemiska formeln för kromit är FeO·Cr2O3. Densiteten för mineralet, som bryts främst i Finland och Sydafrika, är 4,6 g/cm3.
Idag dominerar kromit från Sydafrika. Följande kemiska sammansättning rekommenderas:
- Cr2O3 45 – 47,5%
- Fe2O3 20 – 28,4%
- SiO2 0,7 – 2,0 %
- CaO 0 – 3%
Fördelarna med kromitsand är främst att den tål högre termisk belastning. En annan positiv egenskap är att den har lägre längdutvidgning än både kvartsbaserade sander och olivinsand. Den har vidare hög kylande verkan och god värmeledningsförmåga, vilket ofta kan vara till fördel. Exempelvis används den beroende på denna egenskap som kylkropp för att motverka sugningar. Ytterligare en fördel är den låga silikosrisken.
En nackdel med kromitsand är att det är en krossprodukt och därigenom har kantig kornform, vilket medför ett något högre bindemedelsbehov. Den höga densiteten ger jämfört med de kvartsbaserade sanderna dubbelt så tunga formar och kärnor.

Kromitsanden lämpar sig inte att blanda med kvartsbaserade sander beroende på att kvartsen (SiO2) och järnoxiden (FeO) bildar fayalit (Fe2SiO4). Fayalit som har bildats i en kromitsandsform eller en kärna medför sintring hos de sandkorn, som är i kontakt med stålsmältan. Detta medför penetration, alltså inträngning av smälta, i form- respektive kärnsandsväggen. Av denna anledning bör kromitsanden innehålla minsta möjliga mängd kvarts. Andra nackdelar med kromitsand är hög densitet som ger extra högt pris samt att den kan vara besvärande för personer med kromallergi.
9.1.6 Zirkonsand
Zirkonsand används mestadels i stålgjuterier när höga krav ställs på måttnoggrannhet, hållfasthet och ytjämnhet, exempelvis vid gjutning av pumphuskärnor. Den har även kommit till användning för komplicerade skalsandskärnor i järngjuterier.
Zirkonsand utgörs av zirkonsilikat (ZrSiO4). Densiteten för mineralet som förekommer främst i Australien, Sydafrika, Madagaskar och USA, är 4,7 g/cm3. Sintringstemperaturen är över 1 600ºC.
En fördel med zirkonsand är den höga sintringstemperaturen och den därigenom minskade risken för inträngnings- och vidhäftningsdefekter. Zirkonsand har den lägsta längdutvidgningen av de i detta avsnitt nämnda gjuterisanderna. Kornformen hos den naturliga zirkonsanden är rund, vilket medför ett lågt bindemedelsbehov. Hållfastheten hos zirkonsand är god även vid höga temperaturer.

Till skillnad mot exempelvis kromitsand finns möjligheten att bland zirkonsand med kvartsbaserad sand. Ytterligare en fördel med zirkonsand är låg silikosrisk beroende på att silikatet är kemiskt bundet. Fri kvarts (SiO2) förekommer med andra ord inte.
En nackdel med zirkonsand är främst det höga priset. Orsaken till att zirkonsandens pris ligger högre än andra sandtyper är en kombination av att mineralet bryts långt härifrån och att det finns få fyndigheter. Andra nackdelar är den höga densiteten, vilket ger tunga formar och kärnor, samt den låga medelkornstorleken (max 0,15 mm).
9.1.7 Syntetiska sander
Det finns idag ett antal tillverkare av syntetiska sander. Dessa sander kännetecknas av hög eldfasthet. Den är i nivå med eldfastheten hos zirkonsand vilket är bra med tanke på att det undviker fastbränna.
De syntetiska sanderna har låg termisk expansion och används därför med fördel för gjutgods där kraven på dimensionsnoggrannhet är höga. Vid framställning av tunnväggigt gjutgods ställs stora krav på sanden. Genom den låga termiska expansionen har de syntetiska sanderna visat sig vara lämpliga att använda för både formar och kärnor vid sådant gjutgods.
De syntetiska sanderna kännetecknas också av god mekanisk hållfasthet. Därigenom möjliggörs en hög återvinningsgrad för sanden samtidigt som dammbildningen användning minskar.

Ytterligare en fördel är att den runda sfäriska formen på kornen förbättrar flytbarheten på massan vilket gör att den flyter bättre och därmed fyller kärnan eller formen bättre. Då man kan sänka skjuttrycket vid fyllning av formen eller kärnlådan kan man föreygga så kallad kladdning – det vill säga att sand fastnar på modellens eller kärnlådans väggar, genom att man kan sänka skjuttrycket vid fyllning av formen eller kärnlådan.
Den syntetiska sanden kräver också mindre bindemedel enligt tillverkarna av densamma vilket också är bra för kladdningen i lådan och då minskar också mängden gas från den färdiga kärnan eller formen.
9.1.8 Karaktärisering av sander
Sander som används i gjuterier måste uppfylla högt ställda krav. Viktiga egenskaper är bland annat kornform, kornstorleksfördelning, medelkornstorlek, kornkoncentrationsgrad, slamhalt och sintringstemperatur.
Kornform
Vid provning av sander bestäms bland annat kornformen. Denna kan vara rund, kantrund eller kantig. Sander som hämtas i naturliga sandfyndigheter har normalt runda eller kantrunda korn. Exempel på sådana sander är de kvartsbaserade. Andra sander som exempelvis olivinsand är krossprodukter och har kantiga och/eller splittriga korn. Ett exempel på sand med sfärisk kornform är de syntetiska sanderna. En rund sfärisk form på kornen kräver också mindre bindemedel enligt tillverkarna vilket är ett plus ur många synpunkter.
Kornstorleksfördelning
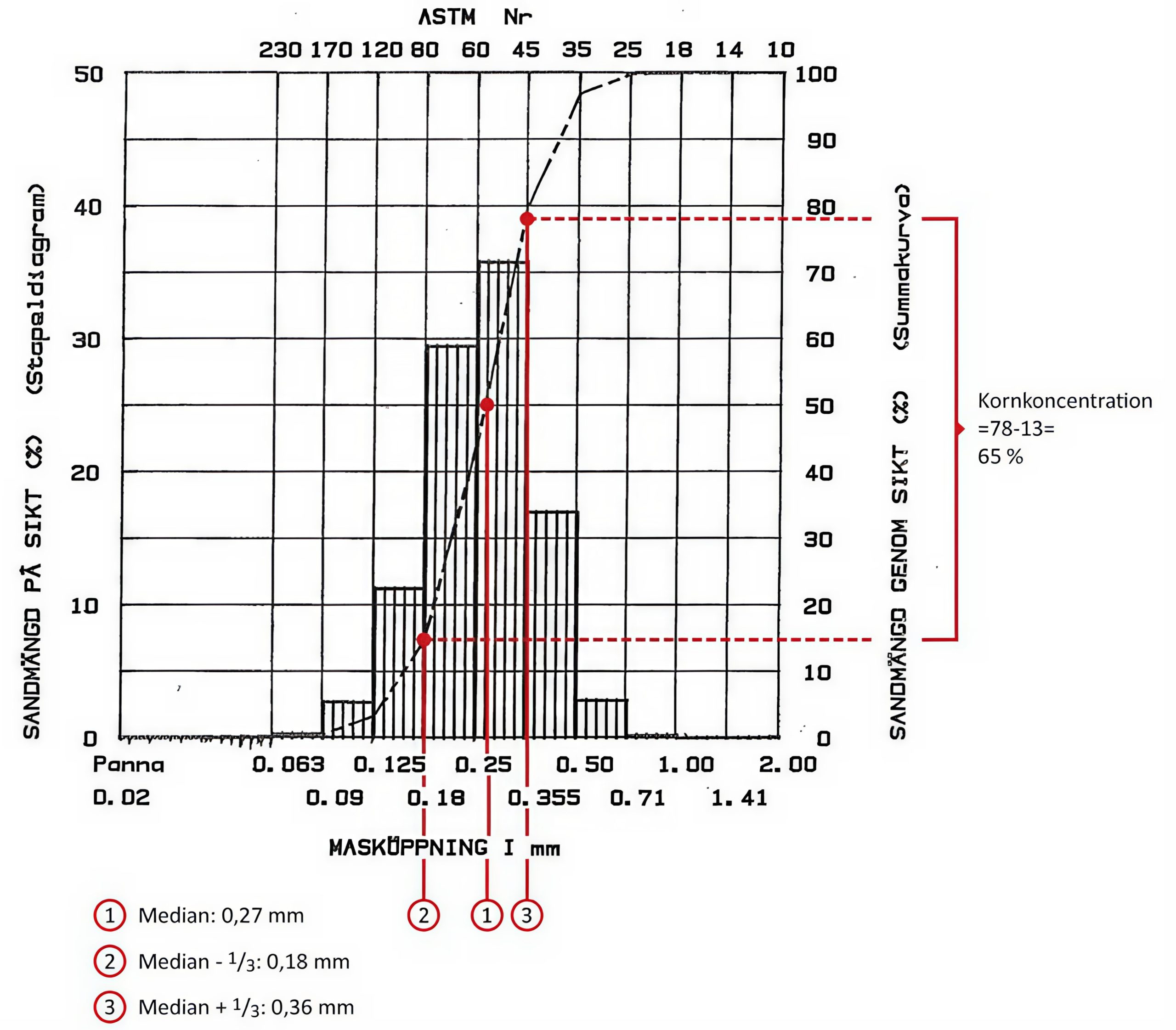
Genom siktanalys bestäms en sands kornstorleksfördelning. En uppvägd mängd sand får passera genom en siktsats med successivt minskande masköppning. Den siktsats man idag använder för gjuterisander har 11 olika siktar med masköppningar i en geometrisk serie. Den grövsta sikten har masköppningen 2,0 mm och den minsta 0,063 mm. Relationen mellan masköppningarna för närliggande siktar är konstant och lika med roten ur två. Ett exempel på resultat från bestämning av kornstorleksfördelningen hos en sand framgår av figuren nedan. Staplarnas höjd visar mängden av olika fraktioner i sanden.
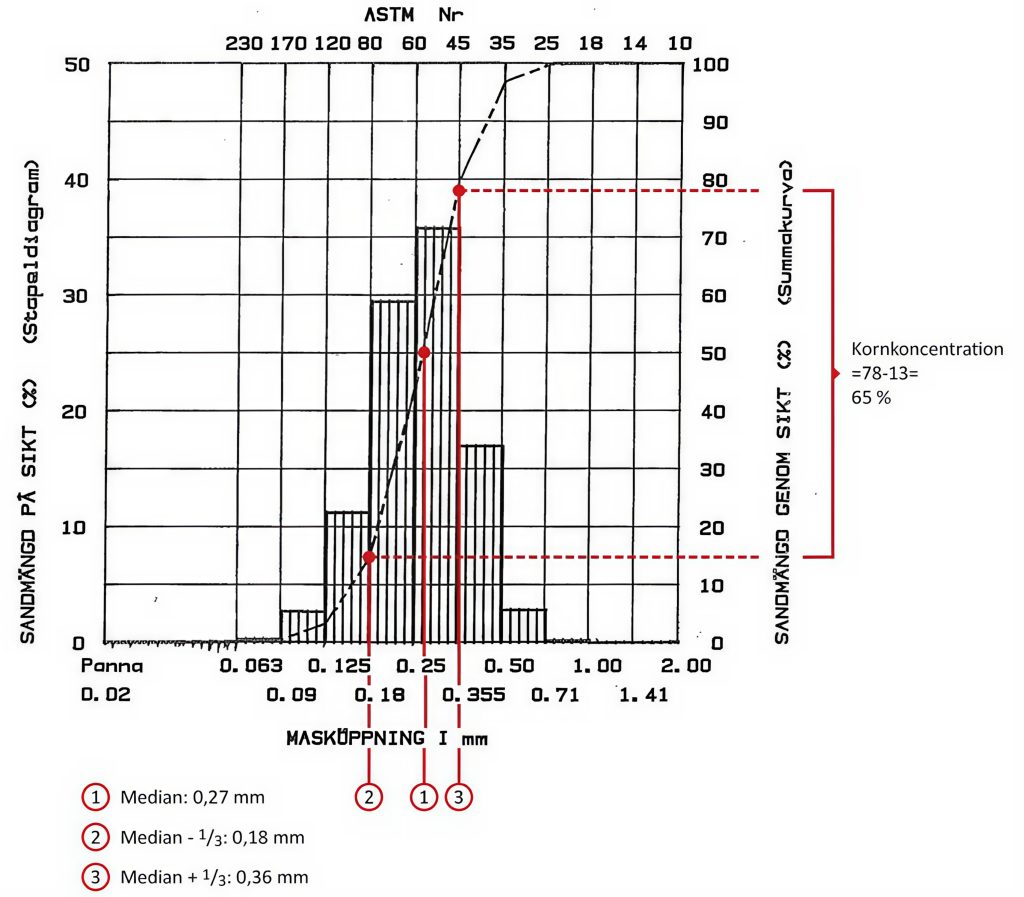
Figur 10. Resultat från siktanalys av en sand.
Medelkornstorlek
I samband med en siktanalys bestäms även medelkornstorleken. Denna definieras som den storlek som sandens samtliga korn skulle ha, om alla vore lika stora och deras sammanlagda yta densamma som de verkliga kornens.
Kornkoncentrationsgrad
Siktkurvan (kornfördelningskurvan) ger en bild av hur koncentrerad en sand är. Ett bättre mått på sandens koncentration är kornkoncentrationsgraden. Härmed avses den procentuella sandmängd som ligger inom intervallet 2/3 – 4/3 av mediankornstorleken (se diagrammet ovan).
Slamhalt
Med slamhalt menas andelen partiklar i sanden som är mindre än 0,02 mm. Slamhalten i nysand bör vara mindre än 0,02 procent. De flesta nysander som levereras till gjuterierna är numera tvättade så att detta krav uppfylls. Låg slamhalt minskar bindemedelsbehovet och – för de kvartsbaserade sanderna –även silikosrisken.
Vid den tvättning som sandleverantörerna gör försvinner även vissa humusämnen i sanden, som i annat fall kan ge upphov till negativa effekter tillsammans med vissa bindemedelssystem.
Sintringstemperatur
Sintringstemperaturen anger vid vilken temperatur sandkornen börjar mjukna och klibba ihop med varandra. När en sand sintrar under pågjutning ger detta upphov till defekter på gjutgodsytan, till exempel inträngningar. Dessa defekter medför extra kostnader i renseriet eller vid bearbetningen.

{kind=link}
{kind=link}