3.5.1 Aducerjärn
Användningen av aducerjärn har under de senaste decennierna minskat kraftigt. Orsaken är utvecklingen på segjärnsområdet. Aducerjärnet kan inte konkurrera med segjärnet i samma utsträckning som tidigare på grund av den ökade kostnaden som värmebehandlingen medför. I de flesta fall används därför segjärn där man tidigare använde aducerjärn.
Jämfört med segjärn har aducerjärn vissa fördelar som till exempel:
- God bearbetbarhet
- Jämna materialegenskaper
- God slagseghet (tack vare lägre kiselhalt)
En begränsning hos materialet är kravet på godstjockleken, som bör vara mindre än 75 millimeter eller ännu lägre. Vidare gäller att godsvikten inte bör överskrida 75 kilo.
Aducerjärn har tidigare använts inom fordonsindustrin, där det användes för högt påkända motorkomponenter som vevstakar, vipparmar och överfall samt i exempelvis chassi- och fjäderupphängningar.
I dag används aducerjärn endast i begränsad omfattning inom fordonsindustrin. I de flesta fall har man gått över till andra material, främst segjärn.
Ett område, där aducerjärn fortfarande används på grund av sin goda bearbetbarhet är rördelar.

Möjligheten att svetsa aducerjärn är relativt gynnsamma både när det gäller att reparera och konstruera komponenter. I det senare fallet kan det svetsas samman med ståldetaljer. Det material som i standarden anges som mest lämplig för svetsning är GJMW-360-12.
Standard, SS-EN 1562:2012
Två olika typer av aducerjärn tillverkas:
- Avkolat aducerjärn (white heart malleable cast iron)
- Ej eller obetydligt avkolat aducerjärn (black heart and pearlitic malleable cast iron)
De båda typerna skiljer sig något i egenskaper beroende på olika värmebehandlingsprocesser. I svensk standard, SS-EN-1562:2012 finns båda typerna standardiserade, Tabell 23 och 24.
Tabell 23. Mekaniska egenskaper hos avkolat aducerjärn (white heart malleable cast iron) enligt SS-EN 1562:2012 mätt på obearbetade provstavar.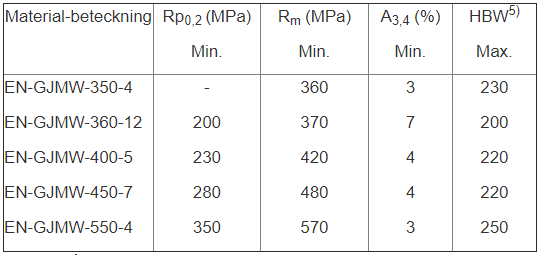 Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller. För t > 7 mm gäller Ø 15 mm.
Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller. För t > 7 mm gäller Ø 15 mm.
Angivna tabellvärdena gäller endast för relevant väggtjocklek t > 7 mm. Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas. Ytterligare relevanta tjockleksintervall är: t ≤ 3, 3 < t ≤ 5 och 5 < t ≤ 7 mm. För mindre relevant väggtjocklek gäller generellt lägre hållfasthet och högre seghet.
5) HBW är endast med som information.
Tabell 24. Mekaniska egenskaper hos ej eller obetydligt avkolat aducerjärn (black heart and pearlitic malleable cast iron) enligt SS-EN 1562:2012 mätt på obearbetade provstavar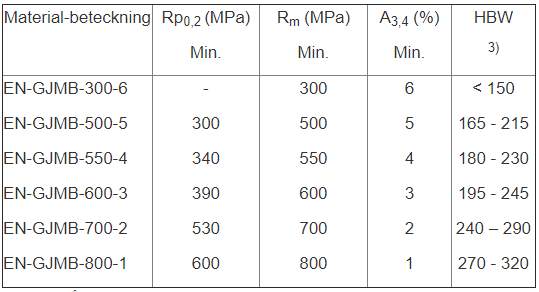
Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset. Tabellvärden gäller för Ø 12 eller 15 mm. Om mindre ämnen bättre representerar godset gäller samma värden.
Angivna tabellvärdena gäller alla relevanta väggtjocklekar. Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas.
3) HBW är endast med som information.
Utöver de i tabellerna standardiserade aducerjärnen finns ytterligare tre som gäller för krav på slagsegheten.
Framställning
Vid framställning av aducerjärn gjuts detaljen med en sådan legeringssammansättning att materialet stelnar vitt, det vill säga så att grafitutskiljningen undertrycks. Sammansättningen skall vara sådan att materialet nätt och jämnt stelnar utan grafitutskiljning. Det betyder att kol- och kiselhalterna måste vara relativt låga. En konsekvens av detta är att grövre gods kräver en lägre kiselhalt.
Det vitt stelnade gjutgodset värmebehandlas, aduceras, varvid materialet omvandlas till ett mjukare, relativt segt material, aducerjärn. Aduceringen sker vid 950°C med en hålltid på 20 till 25 timmar. Cementiten löses upp och kolet skiljs ut i form av temperkol. Denna grafitform gör att aducerjärnet får en seghet som nästan är i nivå med segjärn. Genom styrning av svalningshastigheten efter aduceringen och/eller legeringshalten kan man erhålla en helt ferritisk till helt perlitisk grundmassa och därmed erhålla önskad hållfasthet och seghet.
