3.2.1 Gråjärn
Gråjärn används som konstruktionsmaterial inom ett stort område då det har ett relativt lågt pris och många goda sidor till exempel bra gjutbarhet, skärbarhet (korta spån), värmeledningsförmåga samt bra vibrations- och bullerdämpande egenskaper. Gråjärn har genom åren utvecklats mot allt högre och jämnare hållfasthet.
Användningsområdet är brett med gjutgodsvikter från några gram till flera hundra ton. Det största gråjärnsgjutstycket som gjutits i Sverige är en cylinder (150 ton) till en pappersmaskin. I tabellen nedan ges några exempel på produkter i gråjärn.
Utöver de i tabellen nämnda gråjärnen finns två austenitiska gråjärn standardiserade (Austenitiskt gjutjärn, SS-EN 13835:2012), se avsnitt 3.7. Dessa kännetecknas av god korrosionshärdighet och värmebeständighet. Exempel på användningsområden är pumpar, ventiler och bussningar.
Tabell 6. Legeringsämnens inverkan på draghållfasthet (MPa) och vitstelnandetendens
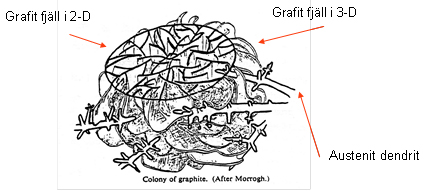
Flera av gråjärnets goda egenskaper hänger samman med dess unika mikrostruktur med stora mängder fritt kol inbäddat som fjällformig grafit i en metallisk grundmassa. Den fjällformade grafiten ger gråjärnet ett gott motstånd mot glidande nötning med liten skärningsrisk. Genom grafitens utbredda och platta form ger den gråjärnet en låg seghet, vilket är negativt ur hållfasthetssynpunkt, men underlättar avlägsnandet av ingjut och matare i gjuteriet.

Inverkan av kol, kisel, fosfor, svavel och mangan
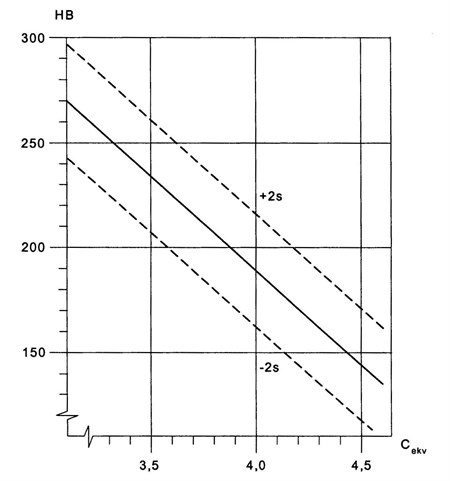
Hållfasthet och hårdhet hos gråjärn bestäms för en viss godsdimension främst av kol och kisel. Diagrammet nedan visar samband mellan brottgränsen och kolekvivalenten.
Kol (C) är den beståndsdel i gråjärn, som till största del påverkar egenskaperna. Ökande kolhalt ger en minskning av hållfasthet och hårdhet men bättre dämpningsförmåga och bättre värmekapacitet. Ökad kolhalt ger även minskad krympning.
Kisel (Si) verkar i samma riktning som kol i det avseendet att det är grafitbefrämjande och ökar mängden ferrit i grundmassan. Ökad kiselhalt ger därigenom ett mjukare material trots att kisel genom lösningshärdning av ferriten ger en hårdare och hållfastare ferrit.
Med hjälp av främst kol- och kisel kan gjutjärnets grafitiseringsförmåga regleras i önskad riktning. I princip kräver tunnare gods (= snabbare svalning) högre kol- och kiselhalt, för att undvika partiell utskiljning av cementit, det vill säga hårda ”vita” områden och kantvithet.
Fosfor (P) bildar i form av Fe3P med Fe och Fe3C ett ternärt eutektikum som kallas steadit. Detta stelnar först vid 950°C och försvårar möjligheten att göra trycktätt gods. Av denna anledning ska fosforhalten hållas låg i gjutjärn med krav på trycktäthet, till exempel hydraulikkomponenter. Höga halter av fosfor ger dessutom en försämrad skärbarhet eftersom steaditen är hård.
Mangan (Mn) och svavel (S) förenar sig i gjutjärn och bildar mangansulfid (MnS). Denna verkar kärnbildande vid stelning och gynnar därför ett grått stelnande. Om mangan eller svavel finns i överskott främjas däremot vitt stelnande. Som tumregel används ofta följande samband för val av lägsta manganhalt:
Manganhalt = 1,7 x Svavelhalten + 0,4
Svavelhalten ligger normalt i intervallet 0,06 – 0,12 procent.
Egenskapsförbättring genom olika legeringselement
Gråjärn legeras ofta för att höja hållfastheten och andra egenskaper (3 och 4). Exempelvis används molybden i syfte att höja hållfastheten vid förhöjd temperatur och minska risken för termisk utmattning. Eftersom molybden är förhållandevis dyrt har det minskat i användning.
Krom är ett alternativ för att höja hållfastheten vid rumstemperatur, men risken för vitt stelnande ökar. Ofta kombineras därför en kromtillsats med koppar, som beroende på tillsats helt eller delvis neutraliserar kroms karbidstabiliserande verkan. Kroms främjande av vitt stelnande kan även reduceras genom en effektiv ympning. Överstigs legeringshalten behöver smältan spädas.
Nedanstående tabell ger ett underlag för legeringsoptimering av gråjärn, med avseende på draghållfasthet vid rumstemperatur och tendensen att stelna vitt (grafitiseringsfaktor).
Tabell 7. Användningsområden för gråjärn. Standard enligt SS- EN 1561:2011.

2) Enligt resultat av bland annat Gjuteriföreningens undersökningar.
3) Grafitiseringsfaktor enligt den tidigare engelska forskningsorganisationen BCIRA.
+ avser ökande grafitiseringstendens.
– anger ökande vitstelningstendens. Kisel utgör jämförelsebas (1% Si = +1).
4) Gäller företrädesvis utgående från ett olegerat gråjärn med Rm = 250 N/mm2 (+0,1% (Cekv) → – 20 MPa).
5) Andel av respektive ämne för 1% tillsats.
Sambanden mellan aktuell legeringstillsats och förändring av hållfastheten respektive tendensen till vitt stelnande har antagits vara linjära. Vidare har antagits att samtliga effekter är additiva vid tillsats av flera legeringsämnen. I tabellen finns även några kombinationer av krom och molybden samt krom och koppar. Den sistnämnda kombinationen ger goda hållfasthetsförbättringar, samtidigt som ämnena ur synpunkten vittendens neutraliserar varandra helt eller delvis. Angivna tillsatser i kombinationsfallet avser summatillsats.
3.2.2 Standarder för gråjärn
Gällande svensk och europeisk standard för gråjärn är SS-EN 1561:2011.
Standarden specificerar karakteristiska egenskaper genom:
- Draghållfastheten av gjutna provstavsämnen (separat-, vid- eller gjutna i formen)
- Hårdheten mätt på gjutgodset eller på ”Brinellvårta” (cast-on knob)
Standarden omfattar sex gråjärnssorter baserade på draghållfasthet och sex sorter baserade på Brinellhårdheten.
Tabell 8. Draghållfasthet i gråjärn enligt SS-EN 1561:2011.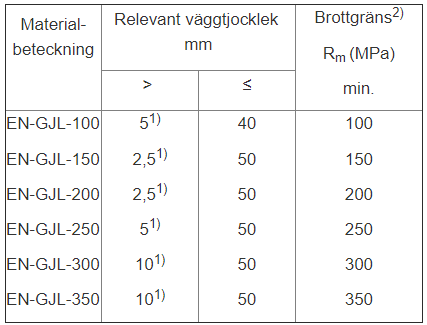 Mätningarna är utförda på provstavar bearbetade från gjutna provstavsämnen. Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
Mätningarna är utförda på provstavar bearbetade från gjutna provstavsämnen. Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
I tabellen ges exempel på ett tjockleksintervall. Ytterligare relevanta tjockleksintervall är: 50 <t ≤ 100 mm och 100 < t ≤ 200 mm.
Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas.
1) Detta värde ingår som den undre gränsen för respektive väggtjockleksintervall.
2) Den maximala draghållfastheten är det minsta värde plus 100 MPa.
Värden motsvarande de i tabellen finns även för större godstjocklekar. Vidgjutna provstavsämnen används när gjutstyckets vikt är över 1000 kilo och/eller då godstjockleken är större än 50 millimeter.
I SS-EN-1561:2011 finns även en klassificering utgående från hårdheten, se nedanstående tabell. Hårdheten (Brinell) skall uppfyllas på ett i förväg överenskommet mätställe på gjutgodset. Utgående från uppmätt hårdhet kan förväntad brottgräns beräknas, läs mer i avsnittet kring brottgräns och hårdhet.
Tabell 9. Gråjärn standardiserade utgående från hårdhet på gjutgodset enligt SS-EN 1561:2011.
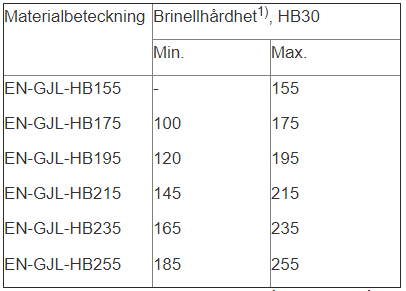
1)Tillverkare och köpare kan komma överens om snävare HB-intervall dock ej mindre än 40HB.
3.2.3 Brottgräns och hårdhet
Hos gråjärn påverkas hållfasthet och hårdhet av godstjockleken. Generellt sett ger långsammare svalning (ökad tjocklek) efter gjutning lägre hållfasthet och hårdhet.
Normalt gäller att en grövre detalj, speciellt en sådan med kompakt form, dvs. med liten omgivande yta i förhållande till vikten, svalnar långsammare och därmed får lägre hållfasthet och hårdhet än klent gods. Även använd gjut- och formteknik påverkar hållfasthet och hårdhet.
Diagrammet nedan visar baserat på en tysk undersökning spridningen hos brottgränsen för ett gråjärns beroende på godstjockleken. Varje kurva anger hur många procent av värdena som ligger under respektive linje. Diagrammet visar också att komplexa komponenter med tunna invändiga sektioner, som svalnar långsamt, kan få låg hållfasthet. I SS-EN1561:2011 ges fler exempel på hur godstjockleken påverkar materialets brottgräns och hårdhet.

Samband mellan brottgräns och hårdhet
För gråjärn finns bra samband mellan hårdhet, brottgräns och kolekvivalent. Flera stora undersökningar har gjorts både i Sverige och i utlandet för att fastställa de bästa sambanden.
Det i Sverige framtagna sambandet och som internationellt accepterats som det som ger bästa noggrannheten är:
Rm = 3,31 x HB – 0,52 x HB x Cekv + 2,5
där Rm = brottgränsen (MPa) HB = Brinellhårdheten och Cekv = kolekvivalenten (%).
För att få den bästa precisionen bör en formel med andra koefficienter tas fram baserad på data från det gjuteri som levererar gjutgodset.

