3.13.1 Zinkgjutlegeringar
Zinkgjutlegeringar kan pressgjutas mycket tunt, ned till 0,3 millimeter för eutektiska legeringar (med 5 % aluminium). Zinkgjutlegeringar har goda mekaniska egenskaper, uppvisar gott motstånd mot abrasiv nötning och har bra slagseghet. Zinkgjutlegeringar har en densitet på ca 6,8 kg/dm3 och är omagnetisk.
Zinks krypegenskaper gör att man inte bör använda zink i belastade konstruktioner vid temperaturer över 90°C. Legeringar med hög kopparhalt uppvisar dock bättre kryphållfasthet.
De goda hållfasthetsegenskaperna gör att zinklegeringarna lämpar sig för användning inom maskin- och fordonsindustrin. Pressgjutna zinkdetaljer är lämpliga för olika efterbehandlingsmetoder.
Den största delen av svensk zinkanvändning finns inom ytbehandling, då antingen för korrosionsskydd eller för dekorativ ytbehandling. Bl.a. fordons-, bygg- och anläggningsindustri använder zink för att korrosionsskydda sina produkter. För att undvika korrosionsprodukten vitrost, kan zinkdetaljer målas eller pulverlackeras. Vissa legeringar är gnistfria och används till gnistfria verktyg och andra kan användas som ett lågprisalternativ till bronser i lagerapplikationer. Zinks förmåga till elektromagnetisk avskärmning utnyttjas bland annat vid tillverkningen av komponenter till elektronikindustrin.

Den största delen av zinkgjutgods framställs genom pressgjutning (cirka 80 %) och endast en mindre andel tillverkas genom kokillgjutning. Förutom stålkokiller används även kokiller tillverkade i grafit. Zinkpressgjutgods gjuts vanligtvis i varmkammarmaskiner, men till en del legeringar med högre aluminiuminnehåll (mer än 8 procent) används kallkammarmaskiner. Den låga smälttemperaturen i kombination med att zink inte reagerar med stålverktyget ger en mycket lång livslängd på pressgjutningsverktygen. Den höga automatiseringsgraden vid varmkammarpressgjutning tillsammans med lång verktygslivslängd möjliggör en ekonomiskt konkurrenskraftig styckkostnad.
Användningsområden
Största delen zink i Sverige går till korrosionsskydd. Den i dag största användaren av pressgjutgods i zinklegeringar är bilindustrin. Exempel på detaljer inom detta område är lamphus, handtag samt säkerhetsdetaljer i bälteslås och stolar. En annan stor användare är elektronik- och telekomindustrin. Här utnyttjas zinkgjutlegeringarnas funktionella fördelar såsom hög värmeledning och god elektromagnetisk avskärmning tillsammans med de ekonomiska fördelar som pressgjutning av zink ger. Exempel på detaljer är kopplingsboxar, skärmväggar, kabelrack, ramar, , frontpaneler och kåpor. Andra exempel på detaljer som gjuts i zink är delar till symaskiner, lås och små leksaksbilar. Med de positiva egenskaper som zinklegeringar har lämpar det sig utmärkt att ersätta andra tillverkningssätt/metoder inom olika områden med pressgjutning i zink. Normalt är det lämpligt för detaljer med en vikt under ett kilo och med en formyta på max 200 cm2.
Zinkgjutningens repeternoggrannhet gör att detaljer i zink passar bra som ingjutningsdetalj för plast. Rätt val av plast ger god vidhäftning direkt på gjuten yta. Konstruktioner där zinkdetaljen utformas för mekanisk låsning av plasten är också vanligt.
Legeringar
Det viktigaste legeringsämnet är aluminium. Aluminiumhalten varierar från 4 till 27 %. Aluminium förbättrar gjutbarheten och höjer de mekaniska egenskaperna. Höga halter aluminium sänker dessutom densiteten på legeringen. Små tillsatser av aluminium sänker smälttemperaturen från 419°C för ren zink till 382°C för den eutektiska sammansättningen vid en aluminiumhalt på fem procent. De vanligaste legeringarna innehåller ungefär fyra procent aluminium vilket innebär att dessa legeringar har god flytbarhet vilket är gynnsamt vid tillverkning av tunt gjutgods. För att undvika skadliga intermetalliska faser bör zinklegeringens smälttemperatur understiga 435°C. Vidare finns viss risk för hårdzinkinneslutningar, om smältan innehåller överskottsjärn.
Koppar används i många zinkgjutlegeringar. Kopparn höjer sträck- och brottgränsen och förbättrar krypegenskaperna vid förhöjda temperaturer. Även korrosionsmotståndet och slagsegheten vid lägre temperaturer förbättras med koppartillsatser. Kopparhalter upp till cirka 3 % förekommer i standardiserade legeringar men upp till 10 % används vid höga krav på kryphållfasthet.
Magnesium används framförallt för att reducera de negativa effekterna av föroreningar. Under lång tid har dessa föroreningar ställt till stora problem för framförallt korrosionsegenskaperna. Genom små tillsatser av magnesium kan denna så kallade korngränsfrätning elimineras. Föroreningarna är kadmium, bly, tenn, vismut, tellur och indium. Idag utgår man från en högren zink (99,99 procents zinkhalt) för att eliminera dessa problem vid framtagning av gjutlegeringar. Magnesium höjer också hållfastheten och hårdheten. Även små halter av nickel kan användas för att minska risken för korngränskorrosion.
För zinkgjutlegeringar sker en fast fasomvandling – eutektoid omvandling – vid 275°C. Detta är fenomenet bakom den så kallade åldringen som sker för zinkgjutlegeringar. Såväl mekaniska egenskaper som dimensionen på det färdiga gjutgodset påverkas av denna naturliga omvandling som kan ta allt från några dagar till flera år beroende på temperatur och aluminiumhalt.
Det finns två grupper av legeringar och det är ZAMAK-familjen som innehåller nominellt 4 % aluminium och varierande kopparhalt samt ZA-familjen med 8, 11 eller 27 % aluminium och 1-2 % koppar. I följande tabell sammanfattas de vanligaste legeringarna med deras huvudsakliga sammansättning.
Tabell 44. Zinkgjutlegeringar.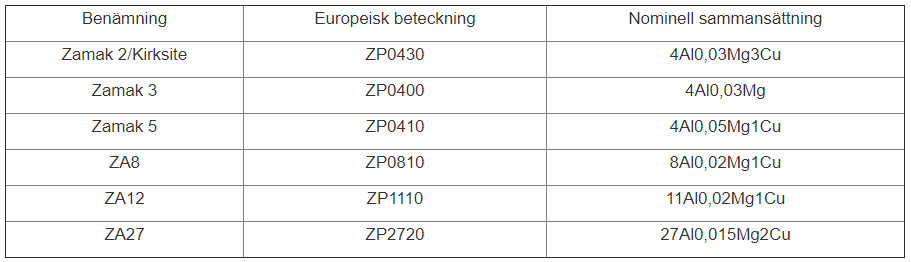
Zamak, tidigare varumärkesskyddat som ZAMAK, kännetecknas av mycket god gjutbarhet. Utmärkande för Zamak-gruppen är att de alla innehåller nominellt 4 procent aluminium. Deras ursprung är från tyskan Z=Zink; A=Aluminium; MA=Magnesium; K=Koppar. De utvecklades på 1920-talet för varmkammarpressgjutning. Genom att utgå från högren zink (99,99%) kunde föroreningar elimineras och de mekaniska egenskaperna kraftigt förbättras. Zamak 2 är en legering som utvecklats för gravitationsgjutning och kallas också för Kirksite. Den används bland annat till plåtformningsverktyg men även till formsprutningsverktyg för plast och till gnistfria verktyg. Zamak 3 och 5 är de två vanligaste legeringarna. De kallas också helt enkelt legering 3 respektive legering 5. Zamak 5 har en högre kopparhalt än Zamak 3 vilket ger bättre hållfasthet, bättre krypegenskaper, bättre korrosionsegenskaper medan såväl dimensionsstabiliteten över tid som segheten försämras.

ZA-legeringarna är övereutektiska legeringar med högre aluminiumhalt. Zinklegeringarnas styrka och lageregenskaper ökar med ökande aluminiumhalt medan segheten sänks. ZA27 med 27 % aluminium har en brottgräns upp mot 440 MPa vilket tillsammans med dess seghet gör det till ett av de starkaste och segaste gjutna material i förhållande till dess kostnad. Den höga aluminiumhalten påverkar densiteten.
Vid 27 % aluminium har densiteten sänkts från 7,1 kg/dm3 för ren zink till 5,0 kg/dm3. Denna höga aluminiumhalt höjer smälttemperaturen till närmare 500°C. Förutom ett ganska stort stelningsintervall kan segringar uppkomma vid tillverkning av grovt gods med sugningsporositeter eller sjunkningar som följd.
