6.6.1 Filter i ingjutssystemet
Ska filter användas bör man fundera ut var det är lämpligast att placera dessa. Bäst är att placera ut ett filter före varje inlopp men det blir ofta för kostbart så alternativet är strax efter nedloppet (som styr gjuttiden), antingen stående i underdelen eller liggande i underdelen. Gjutkanalen skall helst ligga i underdelen med inloppen placerade i överdelen.
Det finns olika typer av filter men för samtliga gäller att anvisaren för filtret bör utformas så att gjuttiden med och utan filter inte får skilja sig nämnvärt. Det finns regler för hur arean före och efter ett filter skall beräknas för att uppnå maximal effekt.
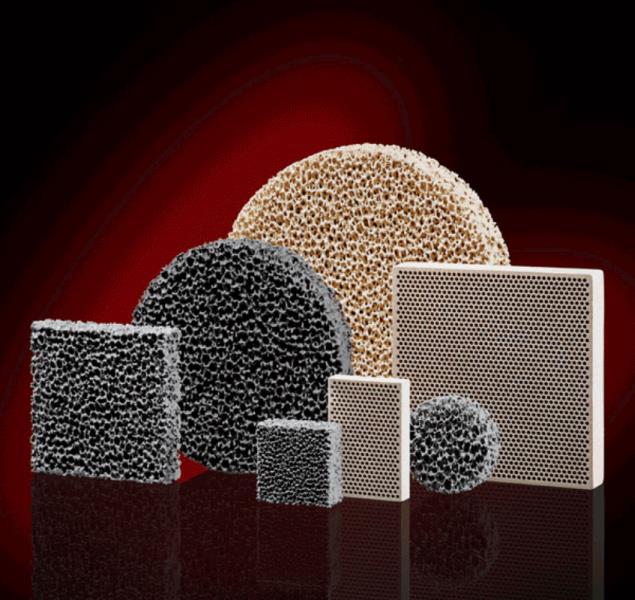
De fyra vanligaste typerna är:
- Vävda filter av SiO2.
- Keramiska skumfilter av SIC, Al2O3, ZrO eller grafit.
- Keramiska honeycombfilter (parallella kanaler).
- Filter kombinerade med matarhjälpmedel.
Reningen åstadkommes främst genom den kraftiga uppbromsningen av smältan före filtret och i mindre grad genom ”silverkan”. Undantaget är filter av tvättsvampstyp där en mängd porer sitter samman genom små tunna kanaler. Smältan ”pumpas” genom ett smalt rör in i en klotformad volym och bromsas upp. Varje uppbromsning leder till att fina slaggpartiklar fångas i ”klotet”. Filter finns i olika finhetsgrader som exempelvis 10 ppi, 20 ppi, 30 ppi (pores per linear inch). En annan typ av filter som är vanligt förekommande är extruderade kanalfilter där exempel på benämningar är 100 csi, 150 csi, 300 csi (canals per square inch). Vanligast är att använda 20 ppi och sedan byta till 10 ppi om godset inte blir fullgjutet.
Filtreringsteknikens fördelar kan sammanfattas i följande punkter:
- Minskad mängd slagg- och sandinneslutningar i det färdiga gjutgodset
- Minskat antal gasdefekter som orsakas av reaktioner med slagger
- Minskat antal mikroinneslutningar genom lugnare formfyllnad
- Bättre och jämnare skärbarhetsegenskaper
- Förbättring av alla mekaniska egenskaper.
