6.4.1 Placering av gjutkanal och ingjut
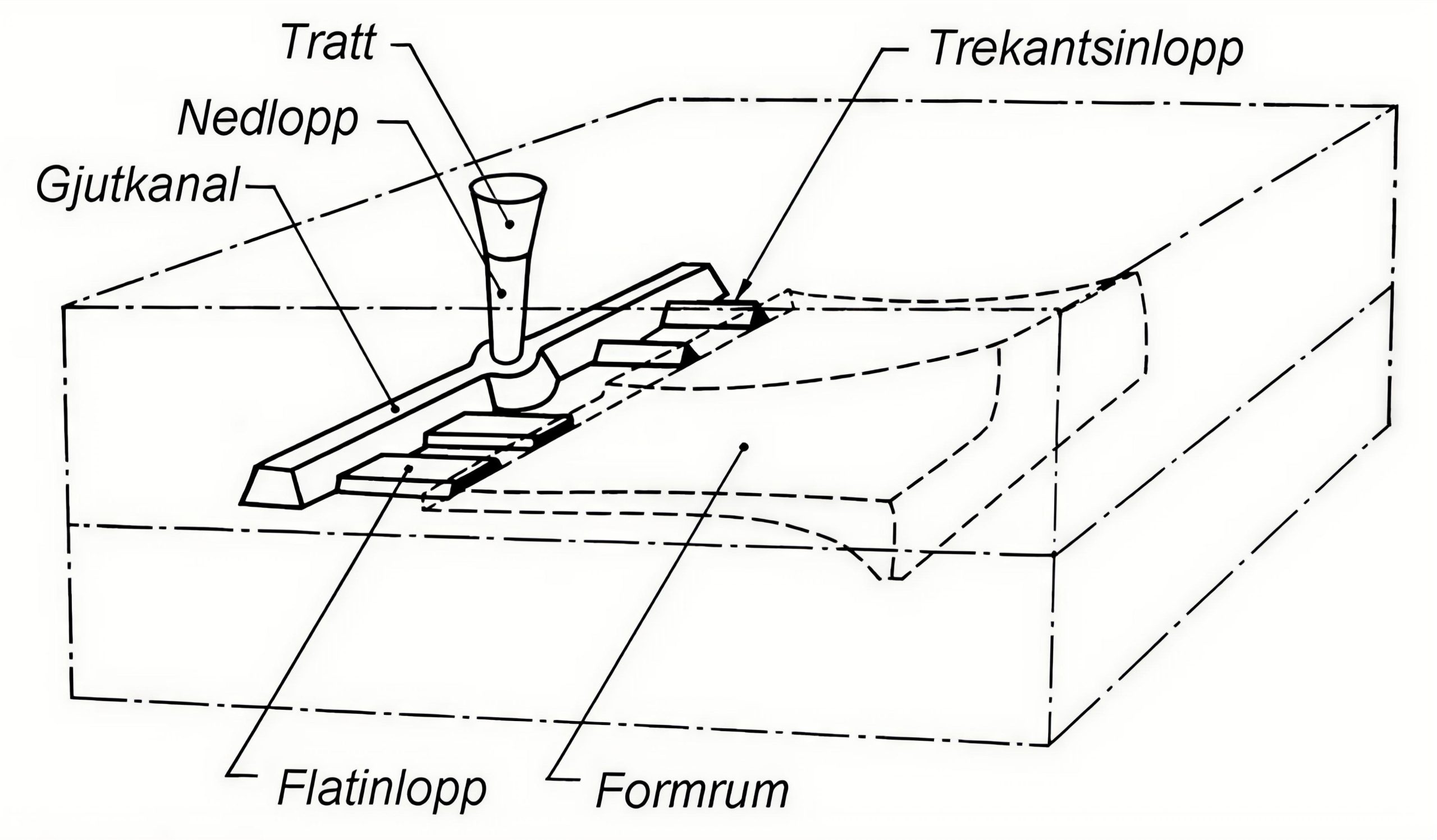
De vanligaste delarna som bygger upp ett ingjutssystem framgår av följande figur. Tratten ersätts ofta med en gjutskål och ofta läggs ett filter in i ingjutssystemet.
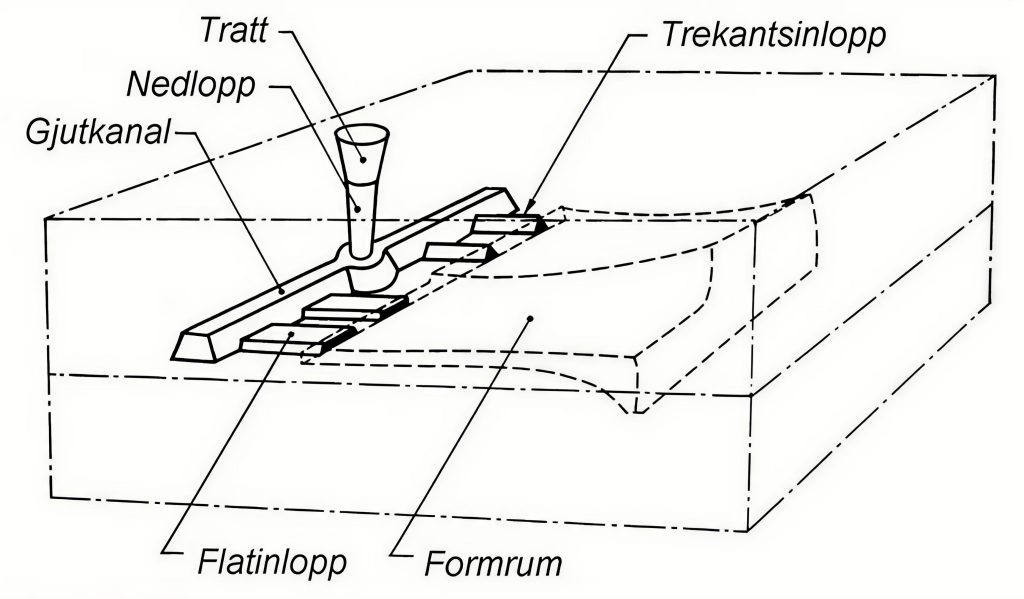
Figur 16. Typisk benämning på ingående detaljer i ett gjutsystem.
Vid utformning och dimensionering av ett ingjutssystem måste hänsyn tas till många olika krav. Det ideala ingjutssystemet bör i största möjliga utsträckning uppfylla följande krav:
- Ge snabb fyllning av formen utan kallflytning eller bildning.
- Minska eller förhindra turbulens och bildning av slagg.
- Undvika att smältfronten skadas.
- Förhindra slagg och sandpartiklar att föras in i formrummet.
- Förhindra luft- och gasupptagning i smältan.
- Förhindra att smälta eroderar på form- och kärnväggar.
- Minska tendenser till sugningar och gynna riktat stelnande.
- Ge maximalt utbyte och lägsta rensningskostnad.
- Underlätta avgjutningen.
- Gynna riktat stelnande för jämnhet av de mekaniska egenskaperna i godset.
Kraven är som synes många och inte alltid förenliga. Dessutom kan de ha större eller mindre betydelse för olika gjutlegeringar.
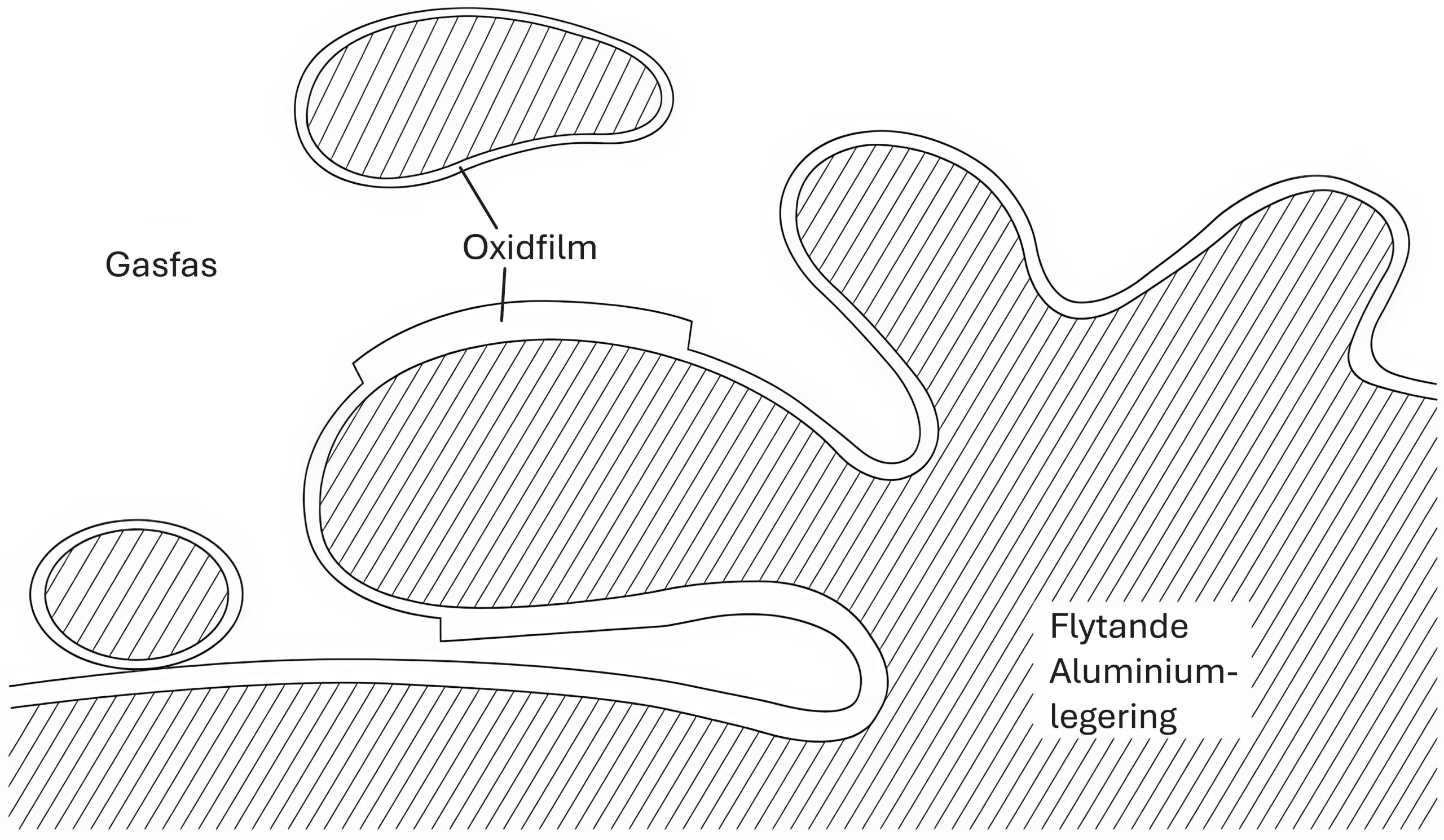
Att undvika att smältfronten skadas är ett krav som uppmärksammats allt mer under senare tid. För att klara detta krav gäller det att hålla en låg hastighet på den framströmmande smältfronten, speciellt inne i formhåligheten. För hög hastighet bryter sönder oxidhinnan på smältans yta och resulterar i oxidinneslutningar (se följande illustration).
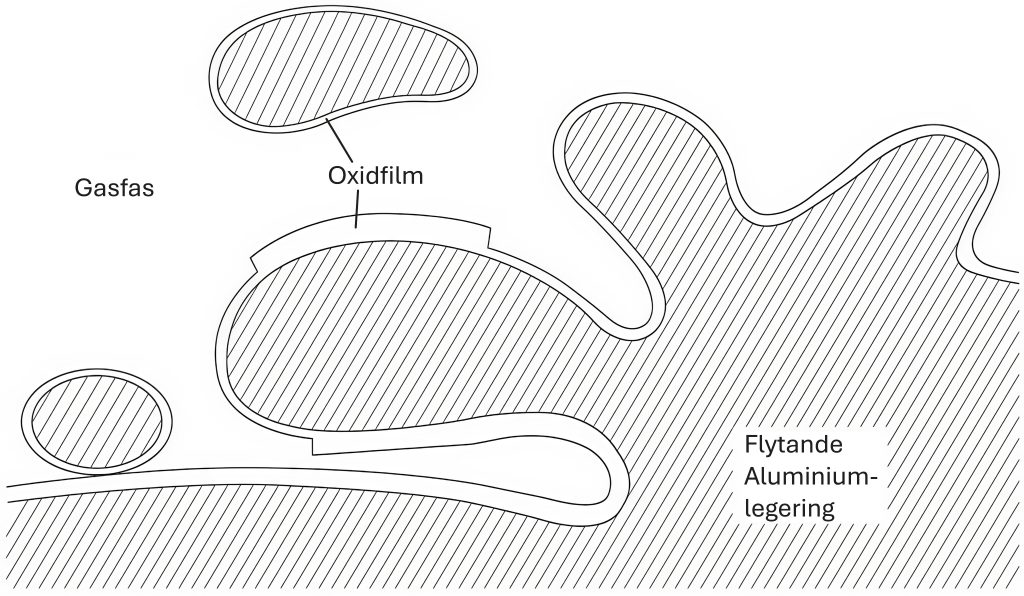
Figur 17. Plask i gjutsystemet bryter smältfronten och kan ge oxidinneslutningar.
Fallhöjden av smältan har stort inflytande på hur mycket oxider det bildas vid nerslagstillfället i botten av nedloppet. Hela smältans lägesenergi omvandlas till rörelseenergi varför man får sambandet mellan hastighet och fallhöjd enligt följande:

Där V är hastigheten i m/s, g är tyngdaccelerationen i m/s2 och H är fallhöjden i m.
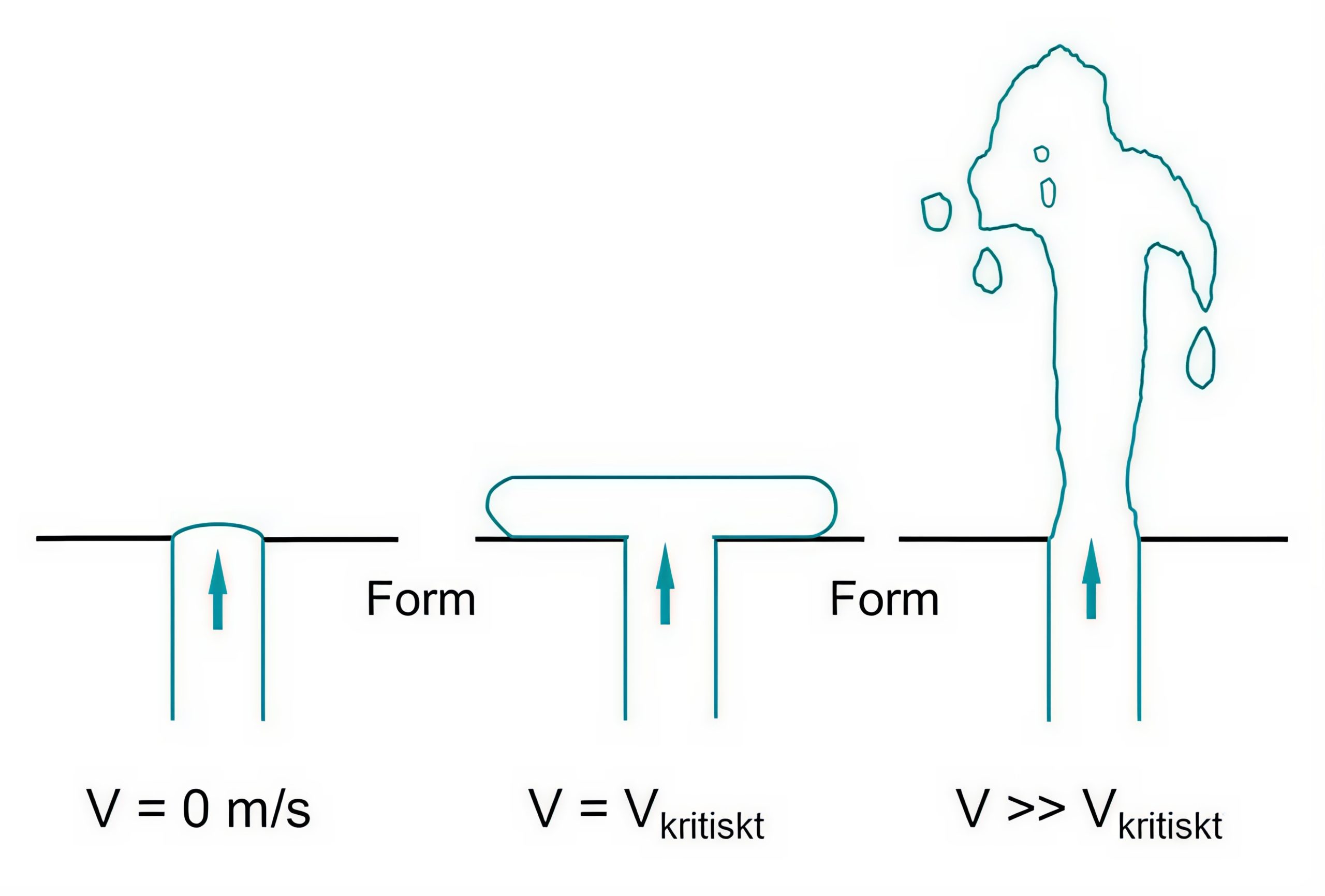
Beroende på hur gjutsystemet utformas är det möjligt att styra eller minimera mängden ny oxid på ytan av smältan. Genom försök av bland annat professor John Campbell så har den kritiska hastigheten, där mer oxider tillförs till smältan, angetts till cirka 0,5 m/s. Den kritiska hastigheten hos den framströmmande smältfronten ligger i storleksordningen på 0,4 m/s för ”tunga” legeringar som järn-, stål- och bronslegeringar. För aluminiumlegeringar är den kritiska hastigheten 0,5 m/s och för magnesiumlegeringar 0,6 m/s. Figuren nedanvisar schematiskt hur det kan se ut vid olika hastigheter hos smältan när den rinner in i formrummet.
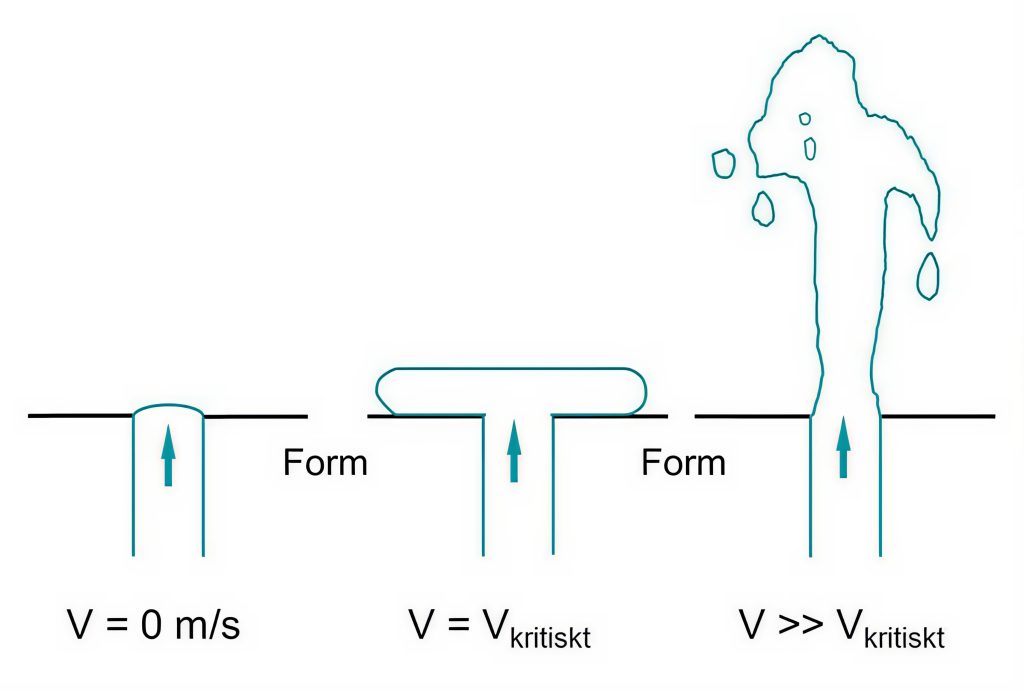
Figur 18. Schematisk skiss av hastighetens inverkan på smältans inflöde i formrummet.
Gjutkanalens uppgift är att leda smältan ut till inloppen så att smältan kommer in i formrummet så jämnt fördelat som möjligt. Gjutkanalen kan även ha till uppgift att avlägsna slagger och lös sand. Samtidigt får ingen ny oxid bildas i gjutkanalen. Det senare kravet uppfylls om gjutkanalen ”går fullt” under gjutningen med ringa turbulens i smältan.
6.4.2 Horisontellt delade formar
För horisontellt delade formar kan ingjutssystemen antingen vara trycksatta eller expanderande.
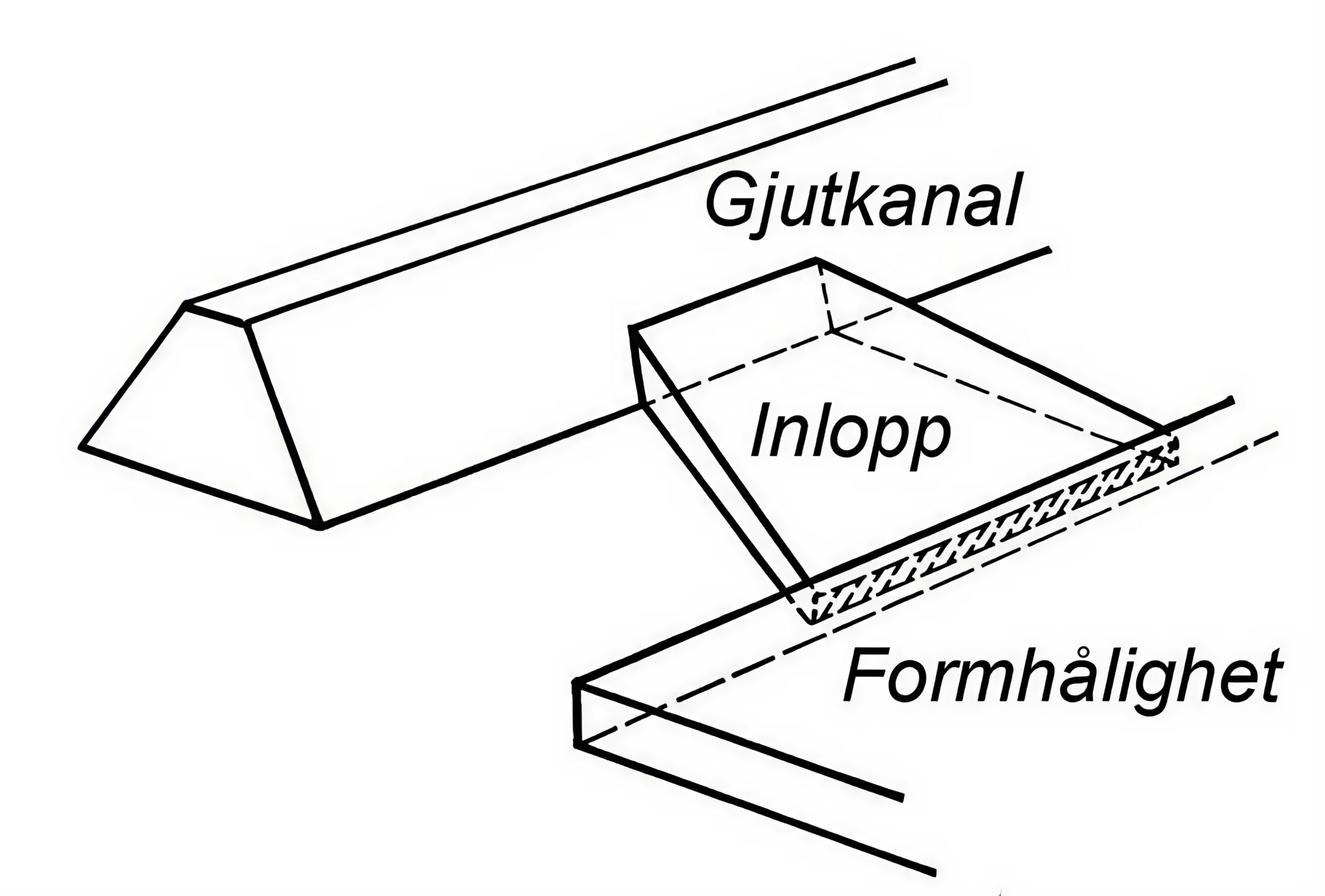
Gjutkanalen är oftast trapetsformad då det är fördelaktigast ur slaggavskiljningssynpunkt. Förhållandet mellan höjd och bredd kan varieras. Ett vanligt förhållande mellan höjd, bas och övre bredd är 2 : 2 : 1. Detta ger förutom tillfredsställande slaggavskiljning en sådan släppning att formmassan kan rammas ordentligt.
Inloppens uppgift är att överföra smältan från gjutkanalen till formhåligheten. Detta bör ske med en i förväg bestämd hastighet. Inloppen bör vara så utformade att de sprider värmet och att värmecentra inte bildas i närheten av inloppens anslutning till gjutgodset.
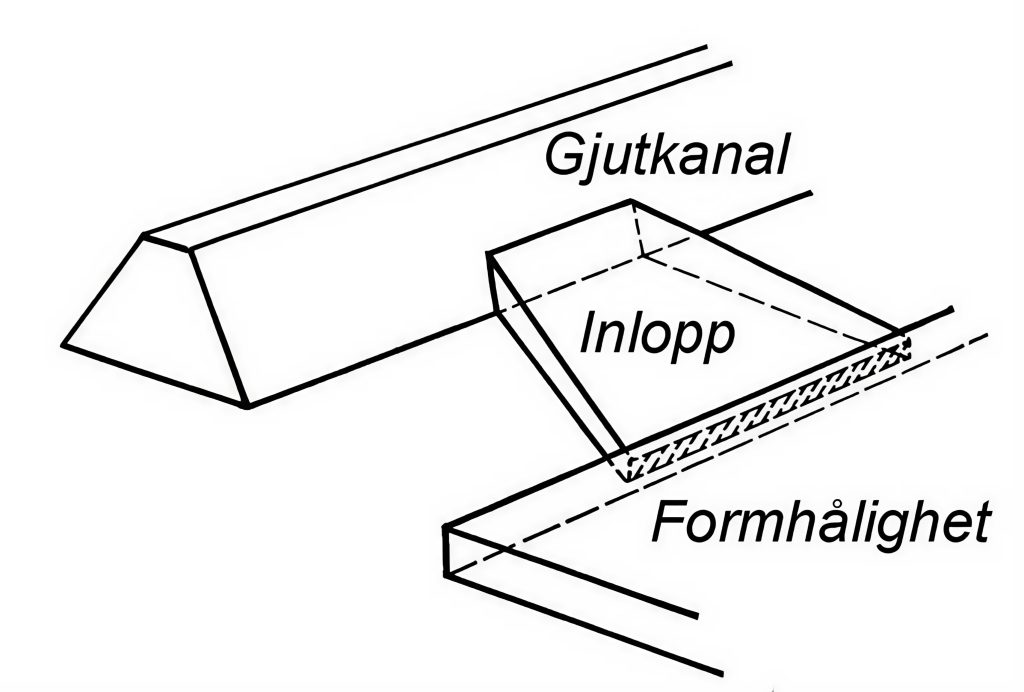
Figur 19. Exempel på utformning av inlopp och gjutkanal.
Flera olika typer av ingjutssystem används. Beträffande vilken typ som är bäst råder det delade meningar om. En grov indelning av de ingjutssystem som används inom gjuteribranschen är följande:
- Trycksatta ingjutssystem (benämns även konvergenta eller strypta ingjutssystem)
- Expanderande ingjutssystem (benämns även divergenta eller öppna ingjutssystem)
Vid trycksatta ingjutssystem är den minsta arean placerat i inloppen. Typiska areaförhållanden mellan nedlopp, gjutkanal och inlopp vid trycksatta ingjutssystem är:

Tanken med ett trycksatt ingjutssystem är att gjutkanalen, som normalt ligger i överdelen, snabbt skall fyllas med smälta. Slaggpartiklar, formmaterial eller annat oönskat material skall flyta upp och tryckas mot toppen av gjutkanalen och fångas upp av sandformens lite ojämna yta och fastna där. Inloppen ligger följaktligen i underdelen eller är anslutna till gjutkanalsidans nedre del. Startögonblicket för formfyllningen är ett kritiskt moment vid trycksatta system. En konstant nivå av smälta ska snabbt byggas upp i nedloppet. Samspelet mellan gjutare och ingjutssystem är viktigt. Vanligen används de trycksatta systemen för material som inte är så lätta att oxidera.
Vid expanderande ingjutssystem är minsta arean i botten på nedloppet eller i gjutkanalen nära nedloppet. Därför kallas denna typ av ingjutssystem ofta även nedloppskontrollerade ingjutssystem. Om det expanderande ingjutssystemet utformas på ett bra sätt styr systemet formfyllningen och gjutresultatet. Utbytet i formen är dock något lägre än vid trycksatta ingjutssystem. Expanderande ingjutssystem har den fördelen att strömningshastigheten kan hållas låg. Typiska areaförhållanden mellan nedlopp, gjutkanal och inlopp vid expanderande ingjutssystem är:
Expanderande ingjutssystem används huvudsakligen för gjutlegeringar, som är känsliga för oxidering och slaggbildning, framför allt stål-, aluminium- och kopparlegeringar. Användningen av expanderande system ökar även för andra gjutlegeringar och bör användas när gjuteriet strävar efter att producera gjutgods med en jämn och hög kvalitet.
Vid placering av ingjutssystem skall hänsyn i största möjliga utsträckning tas till följande:
- Formningen.
- Förloppet under gjutningen.
- Stelningen.
- Rensning och eventuell bearbetning.
- Risken för spänningar i godset efter stelning och svalning.
Vid maskinformning är det nödvändigt att förlägga både gjutkanaler och inlopp i parten av formningstekniska skäl. Ett undantag från detta är om inloppen kan läggas över eller under en kärnanvisare.
Inloppen skall anslutas till sådana delar av gjutstycket att smältan så fritt som möjligt kan strömma in i formhåligheten. Särskilt viktigt är det att smältastrålen inte riktas mot kanter eller utskjutande delar av form- och kärnväggar. Inloppen kan placeras antingen ovanpå, i sidan eller i botten av ett gjutstycke. Stora gjutstycken gjuts även successivt på flera olika nivåer.
Gjutning uppifrån, det vill säga fallande gjutning, är enkel att ordna och billig samt ger en naturlig svalning nedifrån och uppåt i gjutgodset, vilket ger en för matningen gynnsam fördelning av temperaturen.
Den främsta nackdelen är de påfrestningar som uppstår på form- och kärnväggar och som gör att metoden som regel är begränsad till små gjutstycken. En annan nackdel med fallande gjutning är att smältan stänker omkring vid nedslaget i formen, varvid slagg kan bildas. Fallande gjutning används främst vid enkelt utformade gjutstycken i gråjärn, till exempel cylinderfoder.
En variant av fallande gjutning är störtgjutning. Denna teknik används exempelvis vid gjutning av stort cylinderformat gjutgods.
Ingjutning genom sidoinlopp är vanligast, eftersom inloppen då kan läggas i partytan. Det är en fallande gjutning i början av gjutningen och stigande mot slutet.
Stigande gjutning ger en jämnare inströmning av smältan med låg turbulens och minskad risk för medryckning av luft och slagg. Möjligheterna att ordna slaggavskiljning är större vid stigande än vid fallande gjutning. Principen används mycket vid gjutning av legeringar, som är känsliga för oxidation. Exempel är aluminium-, koppar- och magnesiumlegeringar men även segjärn och gjutstål.
Vid gjutgods som inte behöver matas, i huvudsak enkelt gråjärnsgjutgods, bör eventuell stelningskrympning fördelas jämnt över hela gjutstycket. Detta uppnås bäst om gjutstyckets olika delar stelnar samtidigt. För att uppnå detta bör inloppen placeras så att smältan först strömmar genom de tunnare sektionerna och hettar upp dem, varefter smältan leds in i grövre delar av godset. Man måste då rikta inloppen på ett sådant sätt att den önskade effekten kan uppnås och inte så att smältan alltför snabbt passerar de klena sektionerna.
Vid gods som kräver matning, bör möjligheterna att uppnå riktat stelnande beaktas vid placeringen av inloppen. Inloppen förläggs då lämpligen till gjutstyckets grövsta parti. Ingjutning genom mataren är ofta en fördelaktig metod. Risken för spänningar, som kan orsaka skevhet eller sprickor, måste beaktas vid val av inloppsplacering.
Vid rensningen får inloppen inte förorsaka besvär. Det skulle kunna medföra att fördelar med ett använt ingjutssystem utplånas av rensnings- eller bearbetningssvårigheter. Man bör därför använda så få inlopp som möjligt. Vidare bör inloppen om möjligt placeras på plana ytor på godset.
6.4.3 Vertikalt delade formar
För vertikalt delade formar är det lite speciellt då det är enkelt att placera ingjuten på olika nivåer på detaljen och därmed uppnå en jämn fyllning med tillförsel av varmare metall allt eftersom formen fylls.
Problem uppstår när man skall gjuta flera detaljer som måste placeras på olika nivåer. Det leder till ojämn fyllning och stor variation i den gjutna komponentens egenskaper.
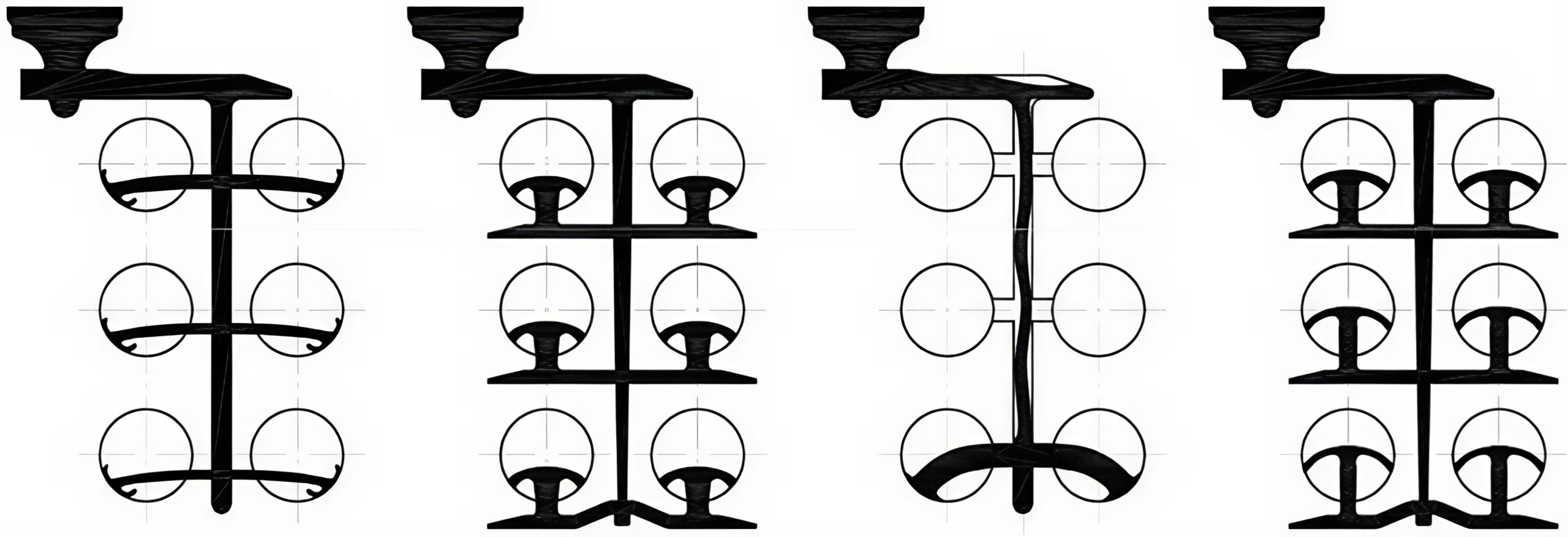
För formning enligt DISA så beskrivs fyra olika ingjutssystem:
- Trycksatt med minsta arean nära detaljen.
- Kontrollerat trycksatt med minsta arean i övergången från nedlopp till gjutkanal.
- Ett öppet system där minsta arean ligger precis efter gjutkoppen.
- En mix som använder sig av de två första alternativen.
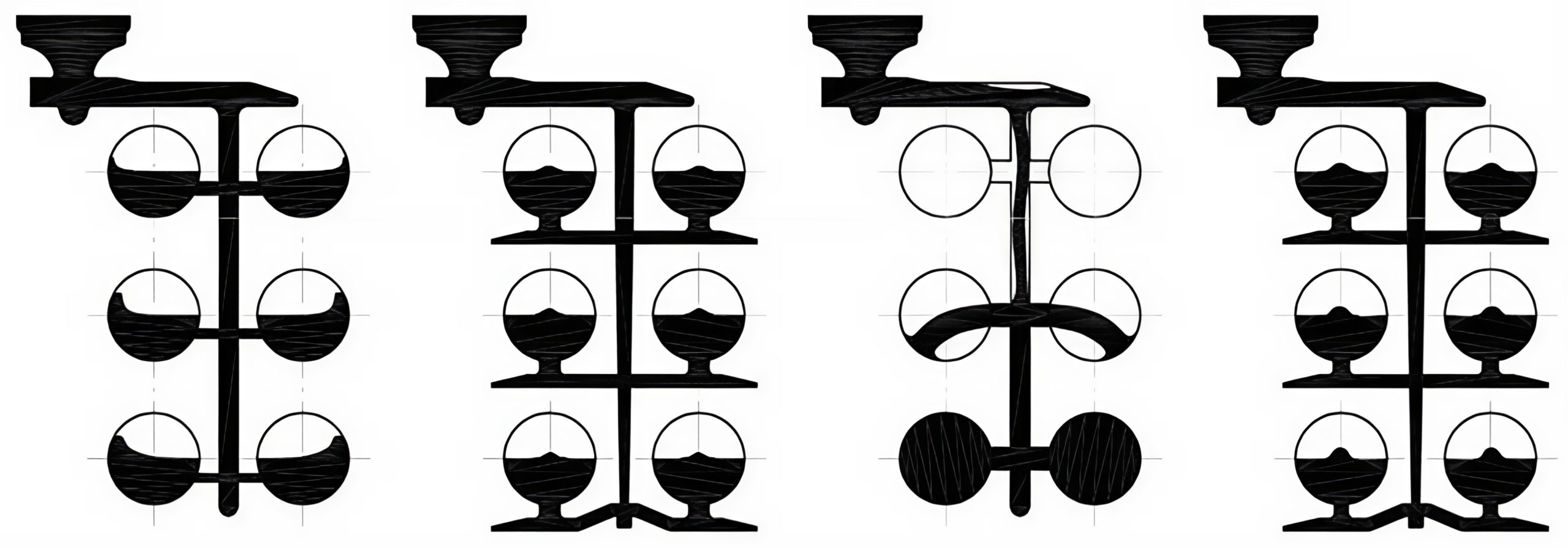
De två figurerna visar de olika alternativen av fyllnadsförloppet. Längst till vänster ses det trycksatta inloppet medan nummer tre är det öppna systemet med minsta arean strax efter gjutkoppen.
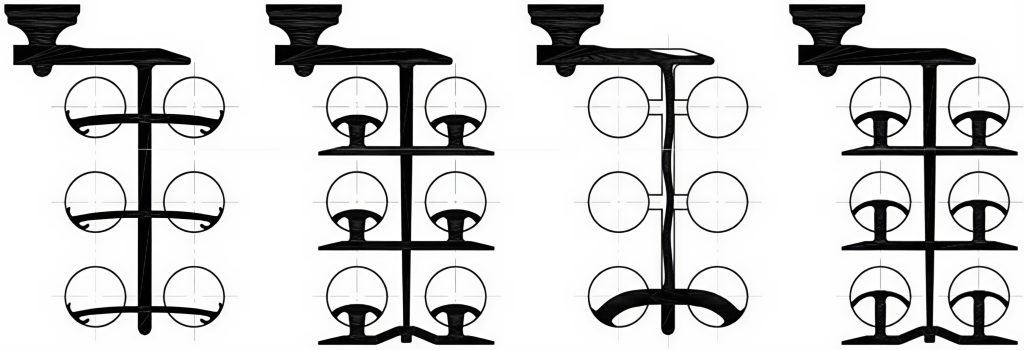
Figur 20. Schematisk fyllnad av formen med fyra ingjutsalternativ i ett tidigt skede av gjutningen.
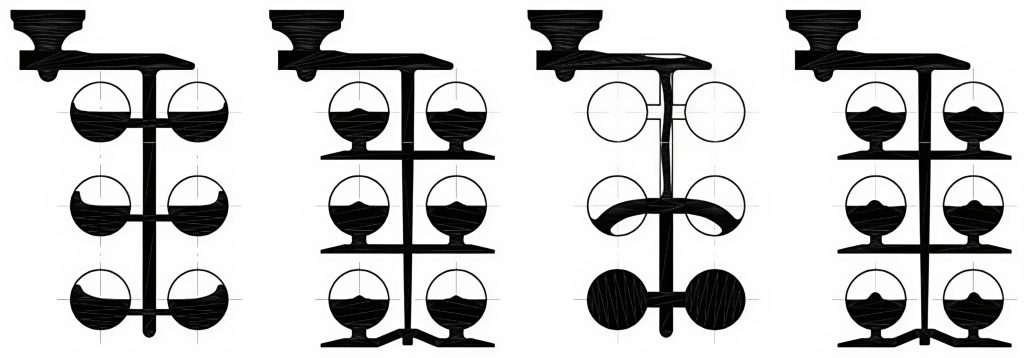
Figur 21. Schematisk fyllnad av formen med fyra ingjutsalternativ ungefär halvvägs in i gjutningen.
Den vertikalt delade formen kan med fördel användas även för formar som har horisontellt modellbrätt. Genom att utforma gjutsystemet så att det går ut på sidan kan formen ställas upp och man kan utnyttja fördelarna med att ha inlopp på olika nivåer. Detta har speciellt uppmärksammats i samband med att DISA började lansera ett strömlinjeformat gjutsystem. I det förekommer inte några skarpa böjar utan gjutkanalen formas i stället så att det ringar sig fram som en orm. Tvärsnitt och övergångar mellan olika kanaler beräknas hela tiden så att innestängda luftfickor undviks i systemet. Alla gjutsystem simuleras noggrant för att få optimalt flöde.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}