5.8.1 Partning och godsets placering i formen
För många gjutstycken vållar partningen inga problem, medan det för andra gäller att välja mellan flera olika alternativ. Flera olika möjligheter finns. De flesta brukar man snabbt kunna eliminera, men ibland kvarstår ett par alternativ, som det är svårt att välja mellan. En figurserie nedan visar ett lagerhus som ett exempel där flera olika alternativ föreligger.
För att avgöra vilket alternativ för att ha ett delningsplan (partning) i figurserien som är lämpligast bör en kalkyl göras. I den bör man bland annat ta hänsyn till kostnad för modellutrustning, formning, kärntillverkning och rensning samt antal gjutstycken, som skall tillverkas under modellutrustningens livslängd.
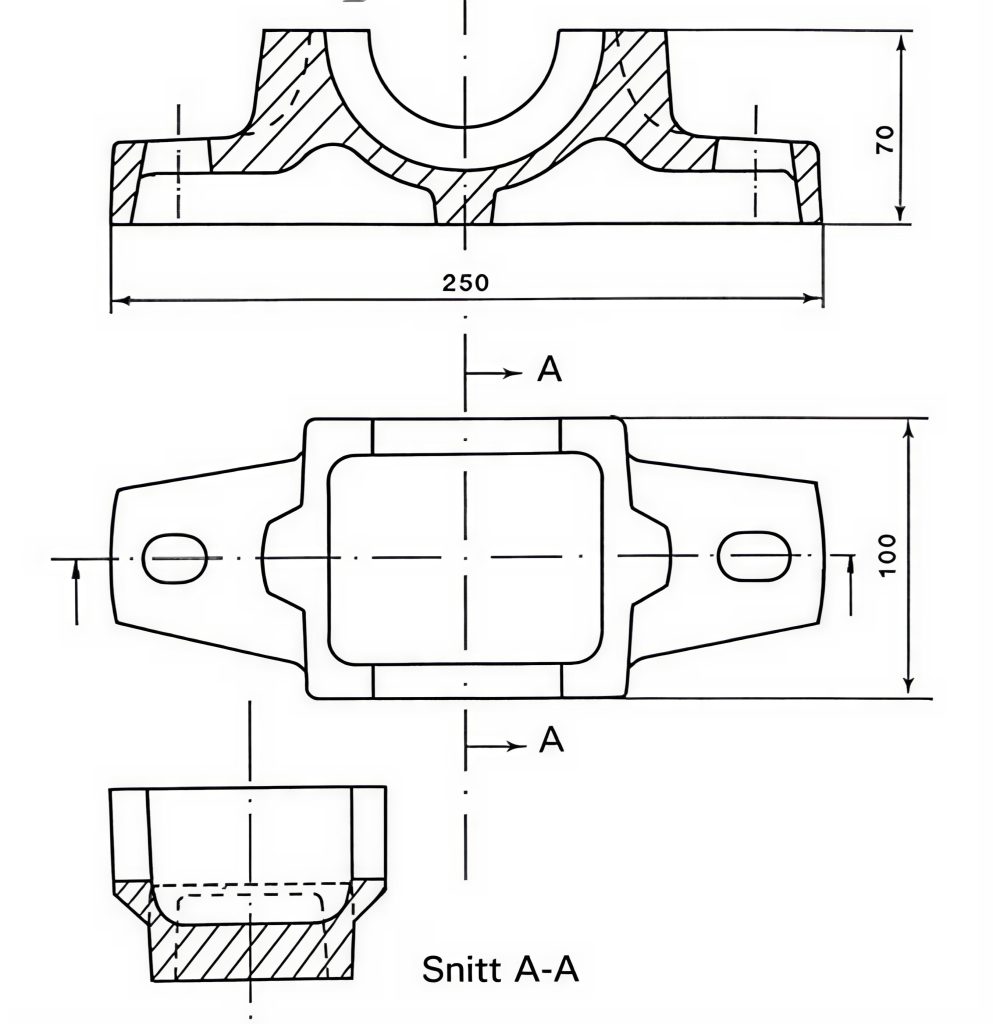
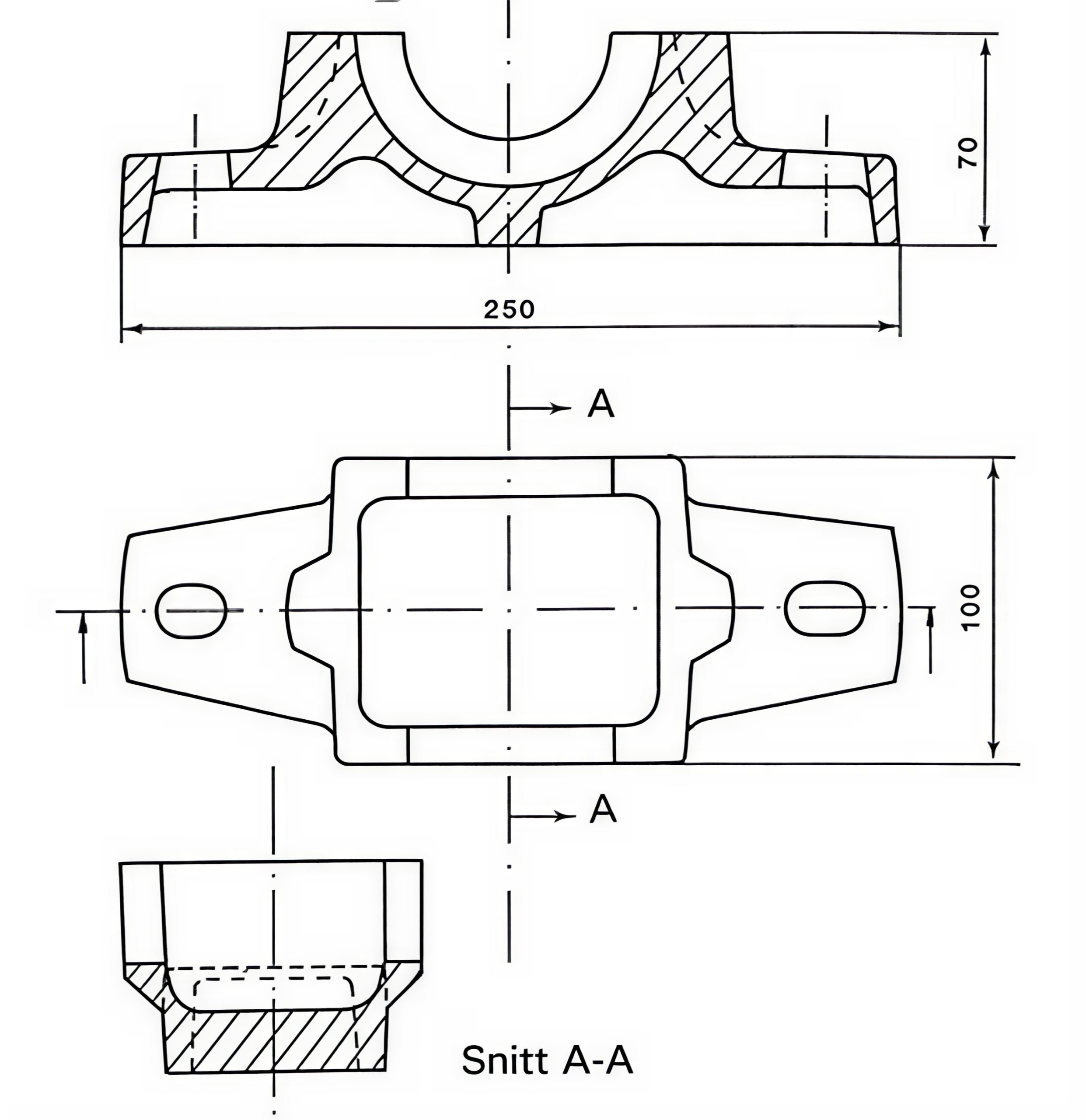
Figur 10. Skiss över lagerhus för vilket olika partningsalternativ visas i figurerna B – D.
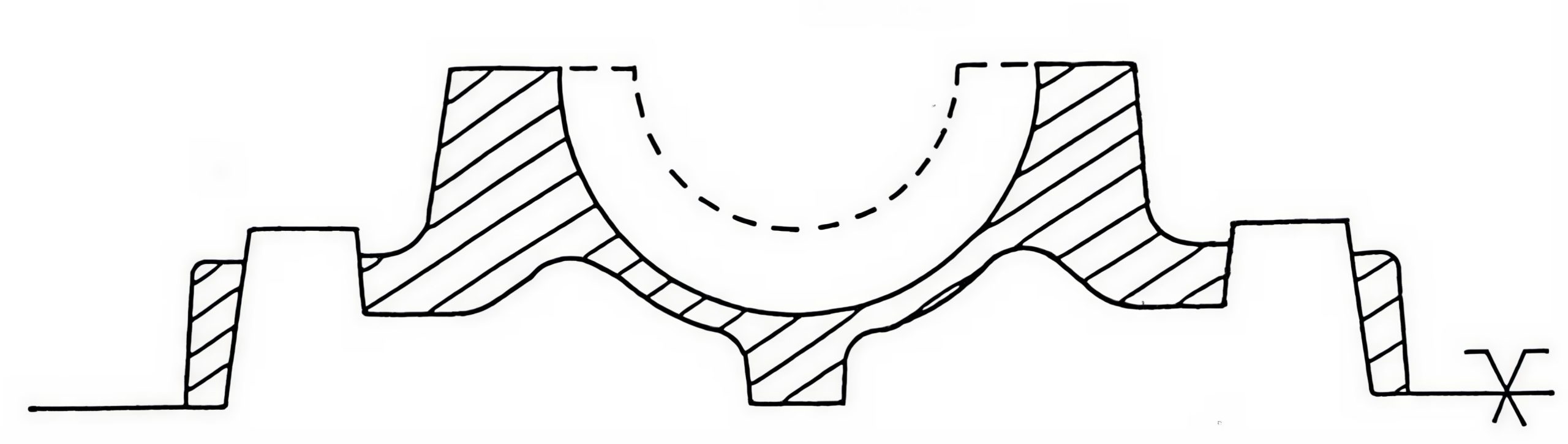
Figur 11. Partningssätt 1.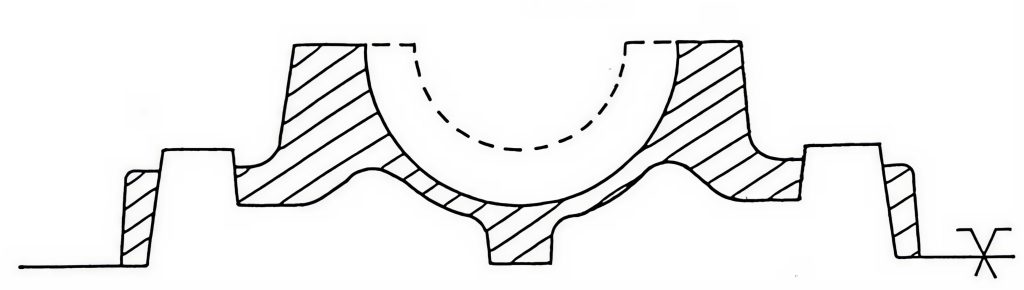
Fördelar: Inga kärnor. Låg form. Valfri stigande eller fallande gjutning.
Nackdelar: Bruten part. Dyr modell vid brättläggning.
Tillämpning: Vid gjutning av lång serie i gjutjärn.
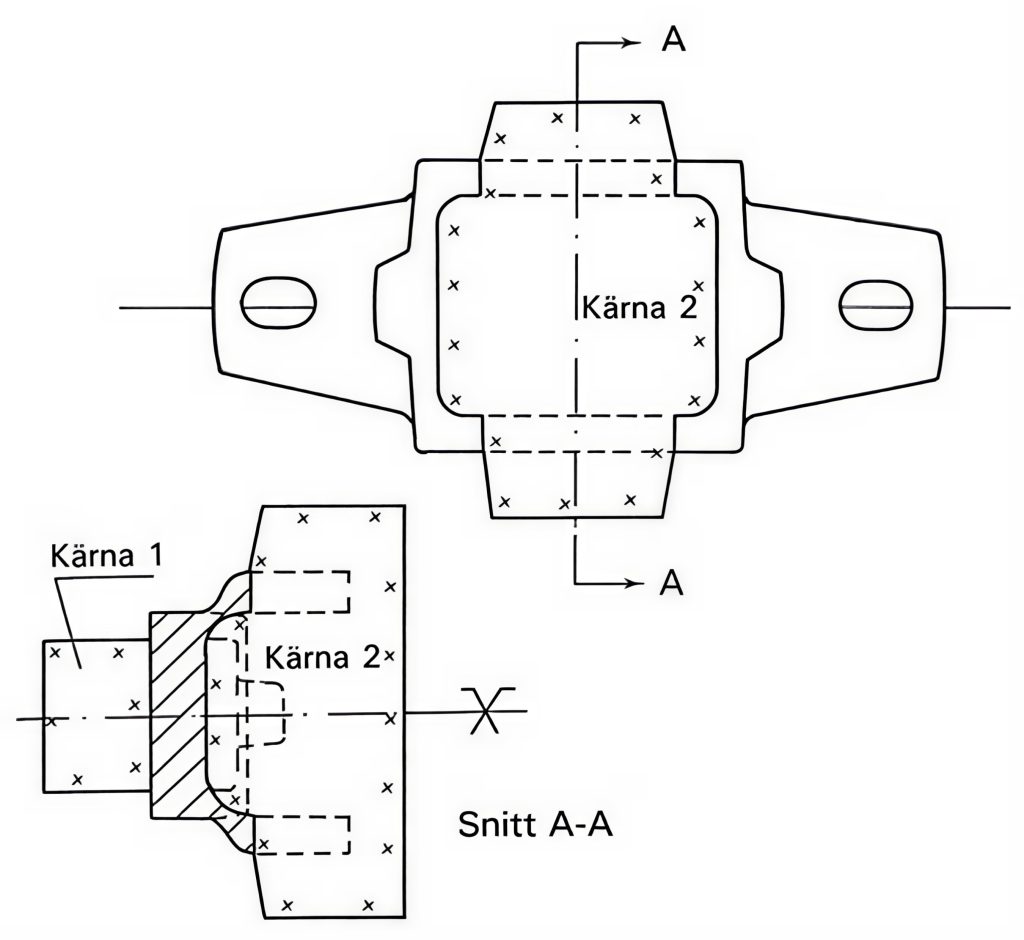
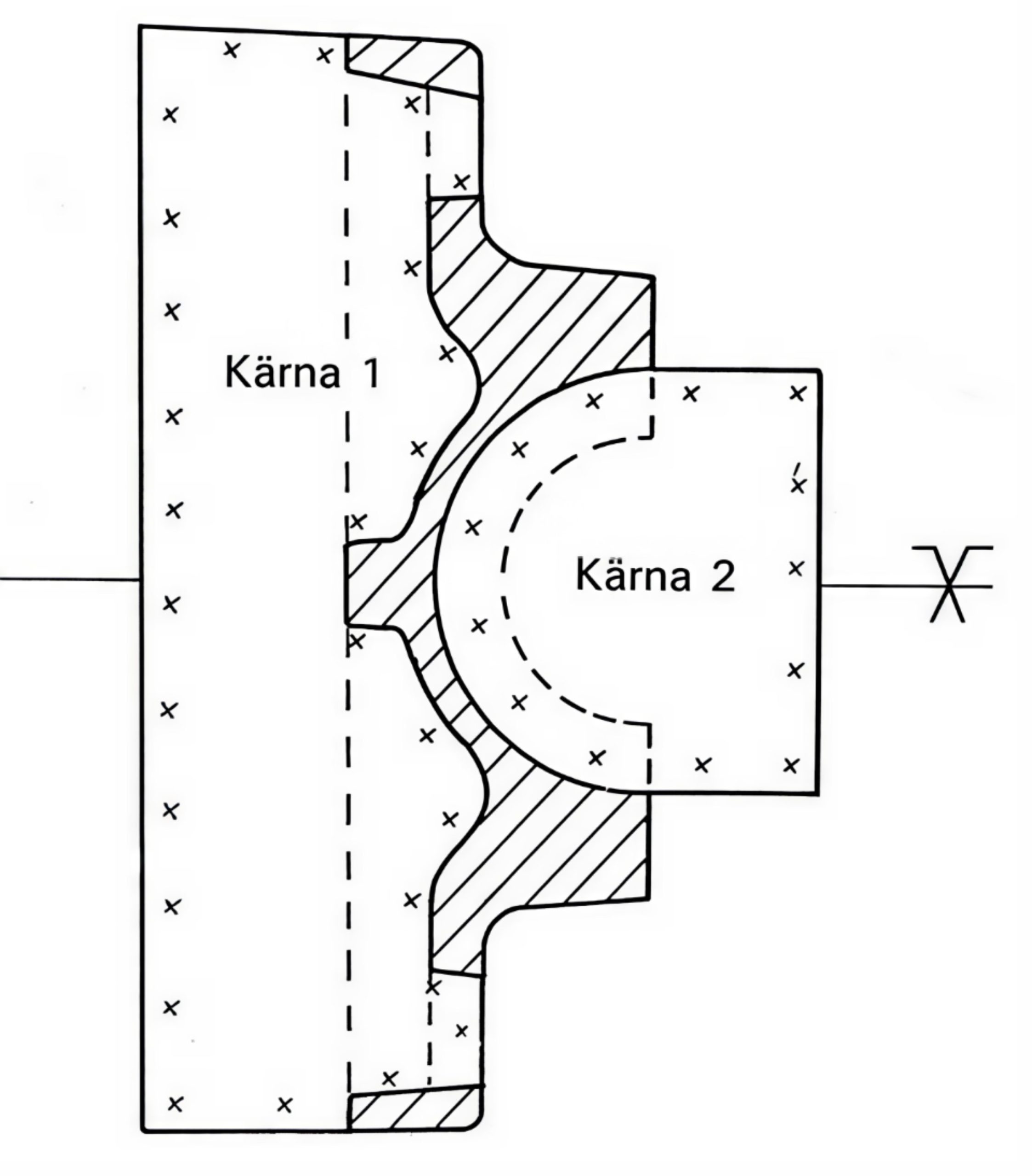
Figur 12. Partningssätt 2.
Fördelar: Plan part. Billig brättläggning. Underlättad matning.
Nackdelar: Två kärnor. Sämre måttnoggrannhet. Kärniläggningen kräver lång cykeltid.
Tillämpning: Vid gjutning av legeringar som kräver matning samt vid medelstor serie i gjutjärn.
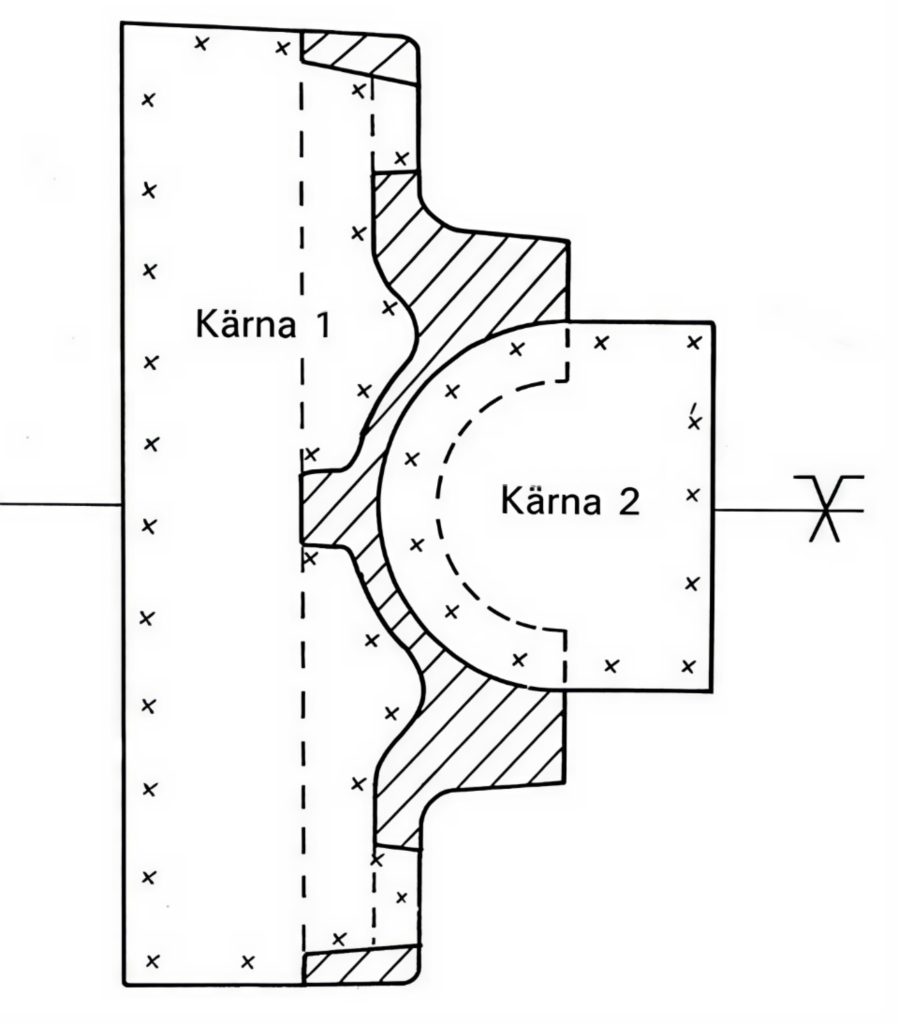
Figur 13. Partningssätt 3.
Fördelar: Plan part. Tar mindre plats på brättet. Mera gods per form, det vill säga högre formutbyte.
Nackdelar: Två kärnor. Sämre måttnoggrannhet. Kärniläggningen kräver lång cykeltid. Kräver större formhöjd. Svår kärniläggning. Försvårad matning. Försvårad rensning.
Tillämpning: Vid gjutning av lång serie om hög produktionstakt är ett krav.
I detta fall visade en kalkyl vid modellanskaffningen att alternativ B gav den lägsta totalkostnaden efter år två. Kalkylen baserades på att det år ett skulle tillverkas 200 lagerhus, år två mellan 150 och 250 och därefter obekant antal
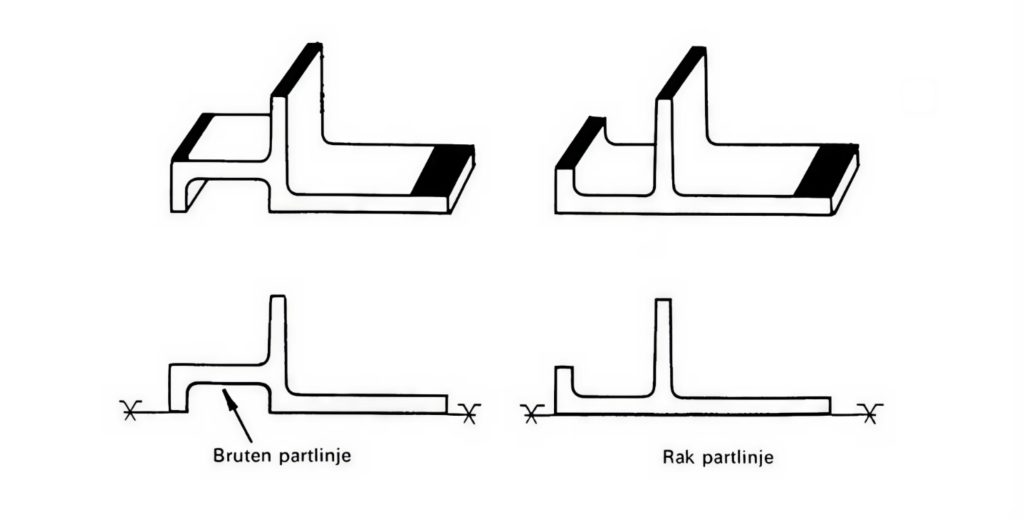
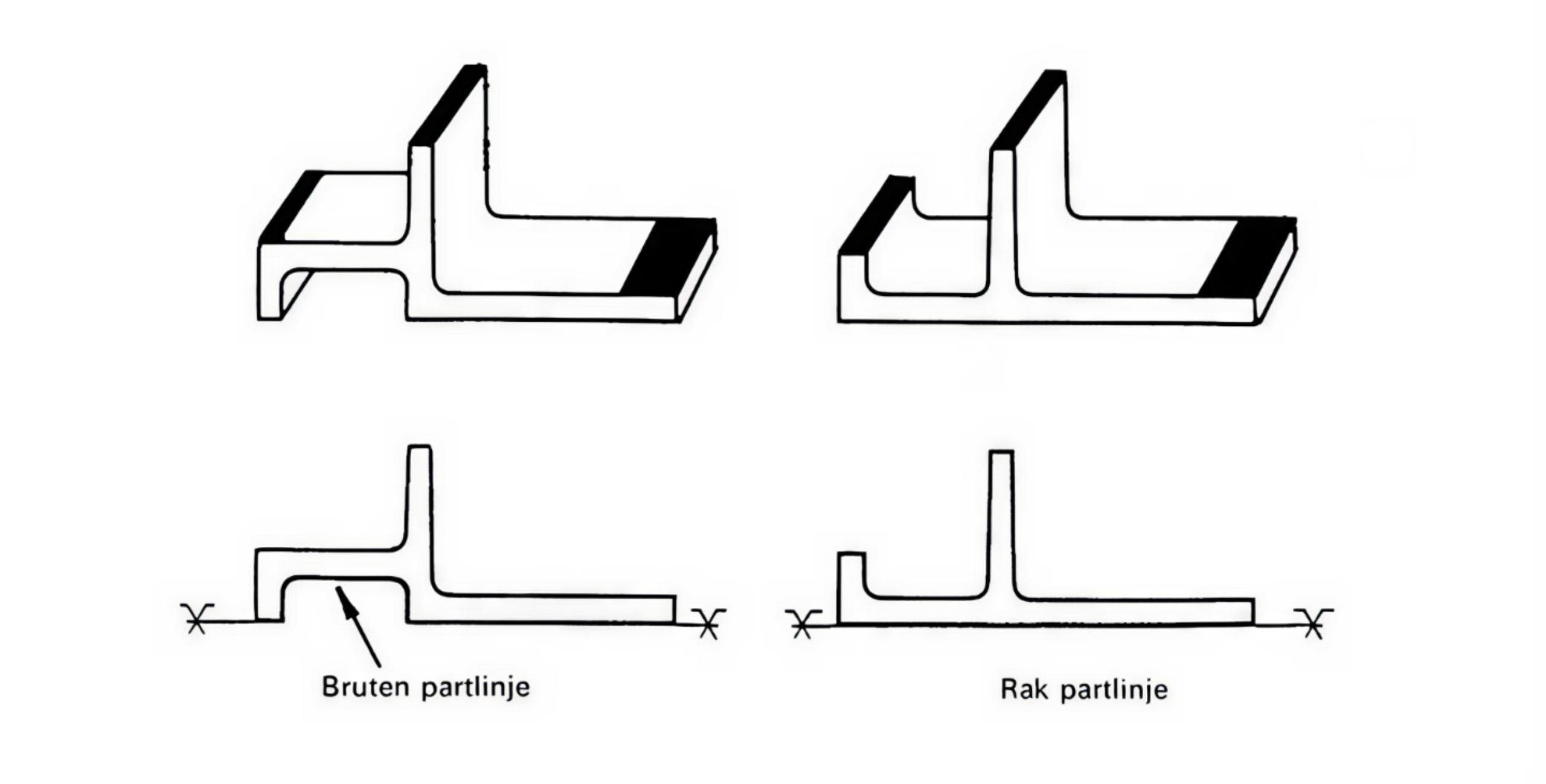
Kan gjutstycket partas på flera sätt, väljer man vid korta serier det sätt som ger den billigaste modellutrustningen. Vid längre serier, lägger man i stället huvudvikten vid produktivitet i formningen och de övriga gjuterioperationerna. Parten bör om möjligt väljas så att den blir plan. Ett exempel på detta visas i figuren nedan. De svarta ytorna i perspektivbilderna anger funktionsytor. Dessa ytor är, som framgår av figuren, lika i de båda utförandealternativen. Utförande enligt det högra alternativet ger gjuteritekniska fördelar genom den raka partlinjen.
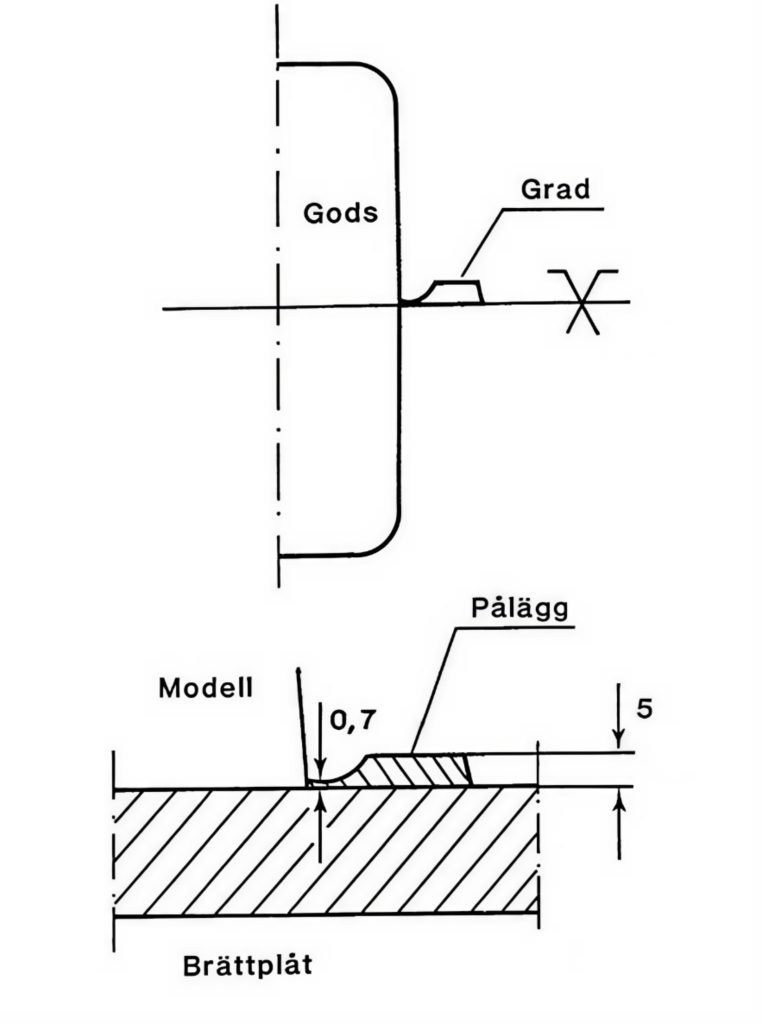
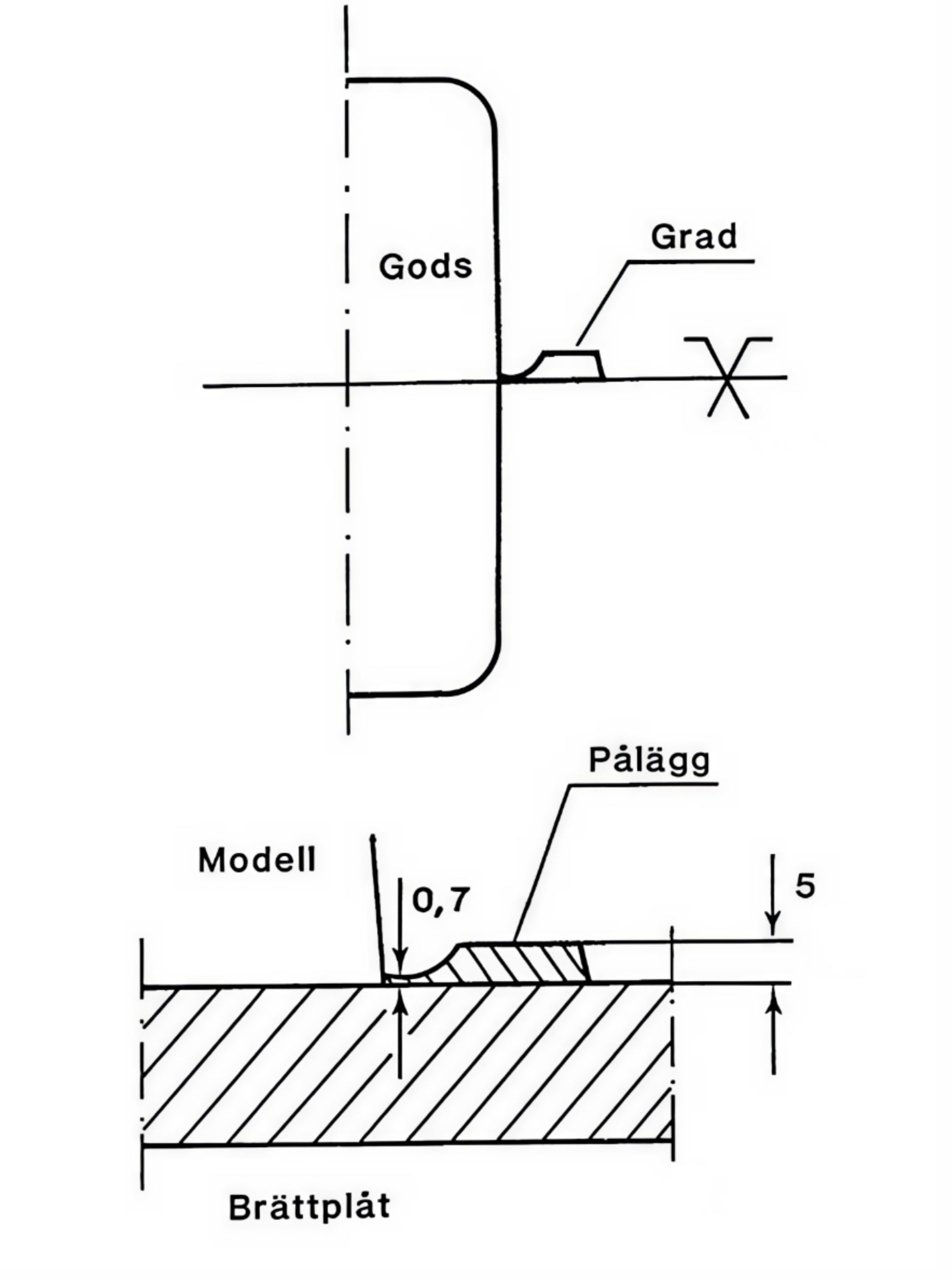
Vid partningen bör hänsyn även tas till rensningen. Vid gjutningen är det svårt att helt undvika att det bildas en partgrad, som sedan måste avlägsnas vid rensningen eller den efterföljande bearbetningen. Graden måste placeras så att den blir lättåtkomlig vid rensningen.
På gråjärnsgjutgods kan avgradningen ibland underlättas med ett avsiktligt pålägg för partgrad enligt illustrationen nedan. Graden blir lätt att slå av med en hammare eller annan utrustning och lämnar mycket liten rest att slipa.
Även kärnornas delning måste beaktas i sammanhanget. Grader uppstår i skarvar mellan kärnor eller kärnhalvor, varför kärnor så långt som möjligt bör lämnas odelade.
Följande riktlinjer kan vara till hjälp vid val av partning:
- Lägg gjutstycket så plant som möjligt.
- Placera gjutstycket så att det blir bra släppningsförhållanden.
- Placera gjutstycket så att antalet kärnor blir så litet som möjligt.
- Vänd ytor som skall bearbetas så att de gjuts nedåtvända i formen eller vertikala. Om alla ytor skall bearbetas, vänd de ytor som har de största kraven nedåt.
- Lägg kärnor i formens underdel, endast i undantagsfall i överdelen.
- Undvik att låta en kärna stödja i en annan kärna. Stöd i formen.
- Undvik kärnpallar. Använd kärnanvisare istället. Gör om det är nödvändigt hål för kärnanvisare, som sätts igen efter gjutningen.
- Placera största delen av gjutgodset i underformen.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}