5.6.1 Släppning
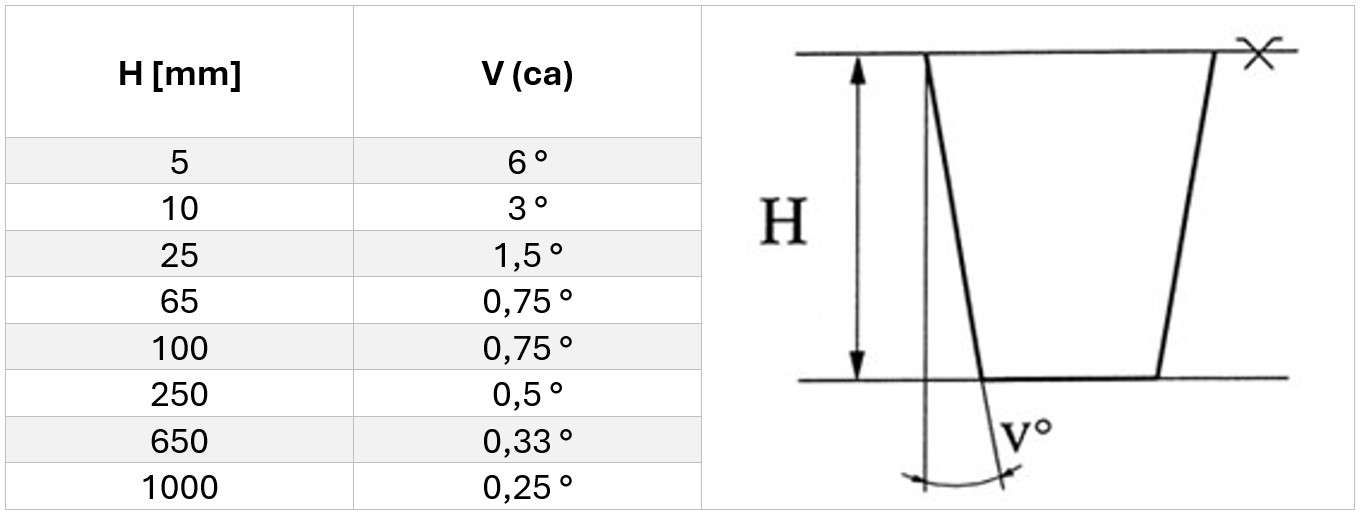
Även i kärnlådor måste finnas släppning för att underlätta urtagningen av kärnan. Rekommenderade släppningsvinklar framgår av tabellen nedan.
Värdena i tabellen bör betraktas som riktvärden. Faktorer som till exempel modellkvalitet och formningsmetod påverkar värdet. Släppningen kan vara väsentligt mindre vid hög ytjämnhet hos modellen. Speciellt gäller detta vid låga modeller. Vid exempelvis besvärliga dragningar av invändiga modellytor kan värdena behöva fördubblas eller tredubblas. Som framgår av tabellen krävs en större släppning ju lägre modellens sida är.
Tabell 1. Riktvärden för modellsläppning på utvändiga ytor för gjutgods format i råsand. För invändiga ytor bör släppningen väljas dubbelt så stor som tabellen anger.

Vid gjutgodskonstruktion bör konstruktören helst redan från början ange släppningen på ritningen, eftersom toleransproblem annars kan uppkomma om detta lämnas åt modellberedaren. På ritningen befintliga mått kan nämligen ökas eller minskas med släppningen. Denna kan läggas så att den faller på ömse sidor om det fastställda måttet eller enbart på den ena sidan. På vertikala ytor med bearbetningstillägg ökas detta vanligen med släppningen. Vid alltför stor släppning kommer godsets form att avvika mycket från vad konstruktören avsett. Alltför liten släppning däremot försvårar formningen och medför risk för form- och godskassation. Om släppning inte får förekomma på en gjutgodssida, som är parallell med dragningsriktningen, måste denna sida formas med kärna. Där det inte finns utrymme för tillräcklig släppning, såsom vid exempelvis tätt placerade kylflänsar, måste modelldragningen ske med genomdragsplatta.

{kind=link}