12.1.1 Översikt och Squeeze casting
12.1.1.1 Översikt
I det här kapitlet tas övriga former av gjutning i permanenta formar upp.
![]()
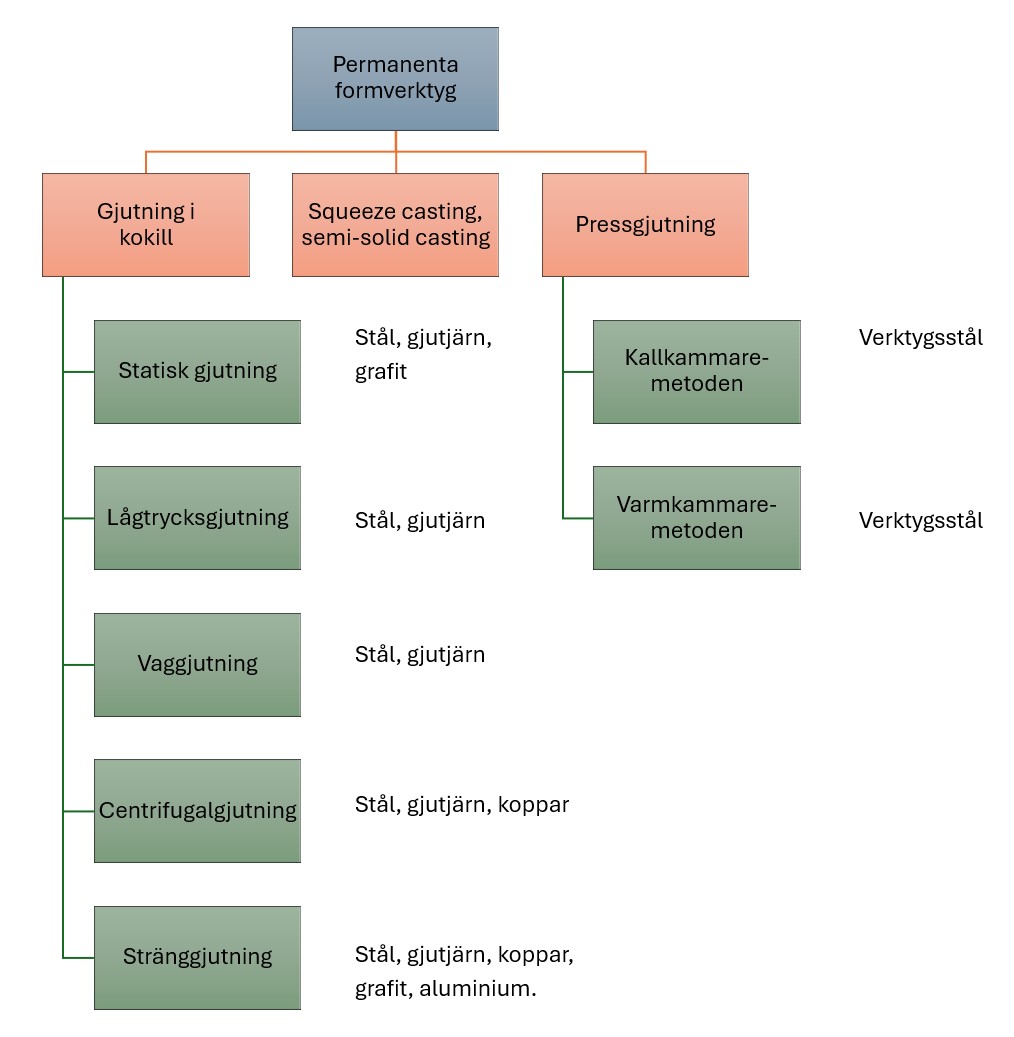
Figur 0. Översikt över gjutning i permanenta formverktyg, samt formmaterial för dessa.
De två förstnämnda gjutmetoderna nedan är nyare metoder som används för att framställa gjutna komponenter främst av aluminium-legeringar. De två sistnämnda är desto äldre med användning redan under andra halvan av 1800-talet.
12.1.1.2 Squeeze casting
Applikationsområdet för squeeze casting är främst högt påkända och slitstarka aluminiumkomponenter samt komponenter där metallmatriskomposit (MMC) används. De två metoderna kallas
- Direkt squeeze casting (tidigare kallad liquid forging)
- Indirekt squeeze casting
Båda metoderna har under perioder varit i bruk i Sverige. För båda metoderna är smältabehandling och lugn kontrollerad formfyllning viktiga processteg för att nå de fördelar som metoderna kan ge, det vill säga ett snabbt stelnat och tätt material som efter värmebehandling ger god hållfasthet.

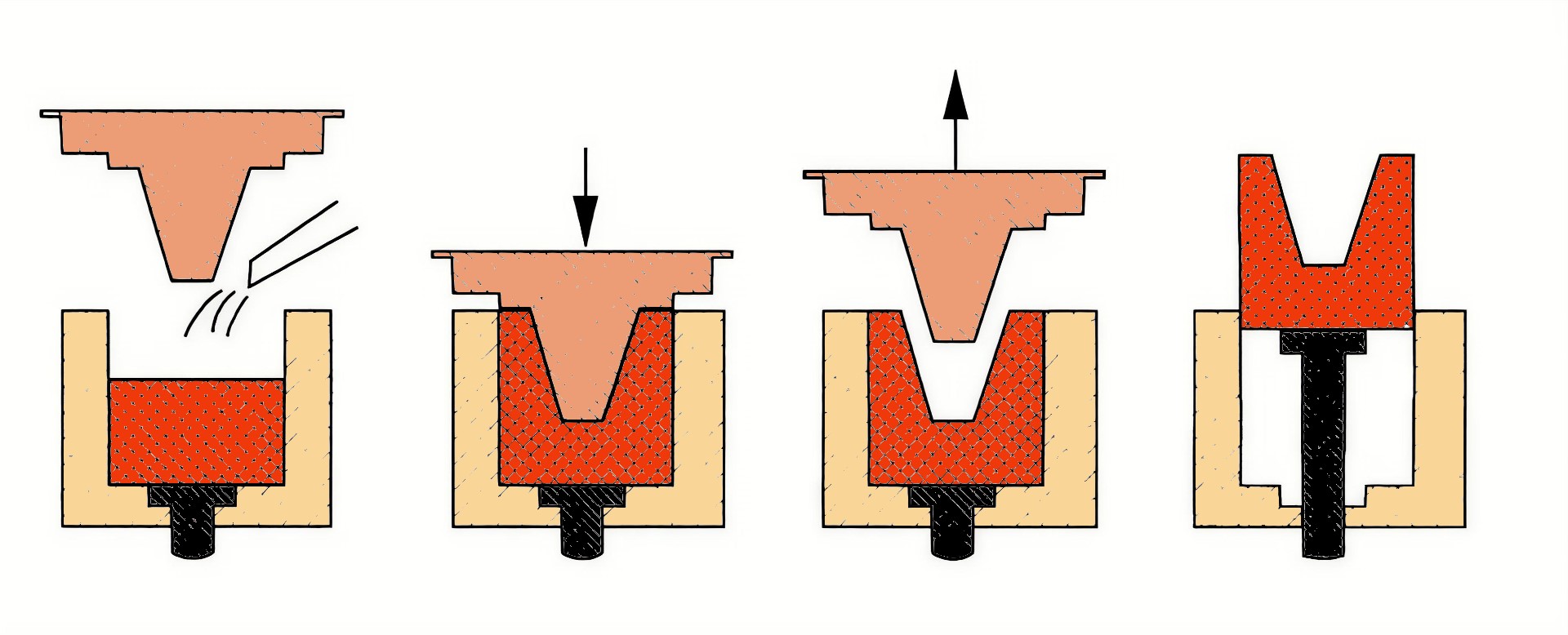
Direkt squeeze casting
Vid direkt squeeze casting används normalt ett tvådelat formverktyg med horisontell delning (figuren nedan). Den undre verktygsdelen är fast monterad. I ett första processteg fylls en exakt definierad mängd smälta i den undre verktygsdelen, till exempel via lågtrycksfyllning. Därefter sänks i det andra processteget den övre rörliga verktygsdelen ner i smältan. Smältan får sedan stelna under det att ett presstryck upprätthålls. Trycket kan överstiga 120 bar. Genom att smältan stelnar under tryck uppnås en längre eftermatning av smältan inom området för stelningskrympning samt en snabbare kylning genom att kontaktytan mellan smältan och verktyget blir konstant och god genom det pålagda trycket. Därigenom kan man uppnå en lägre porhalt och en bättre mikrostruktur än vid konventionell pressgjutning.
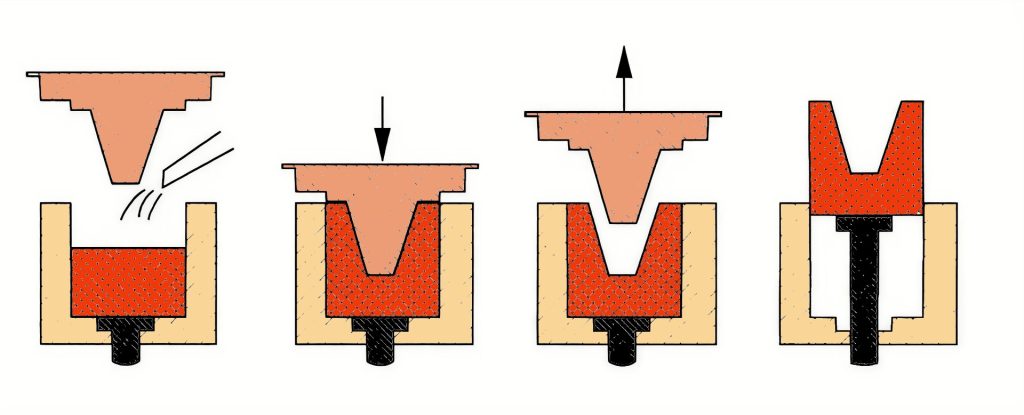
Figur 2. Processteg vid direkt squeeze casting.
Indirekt squeeze casting
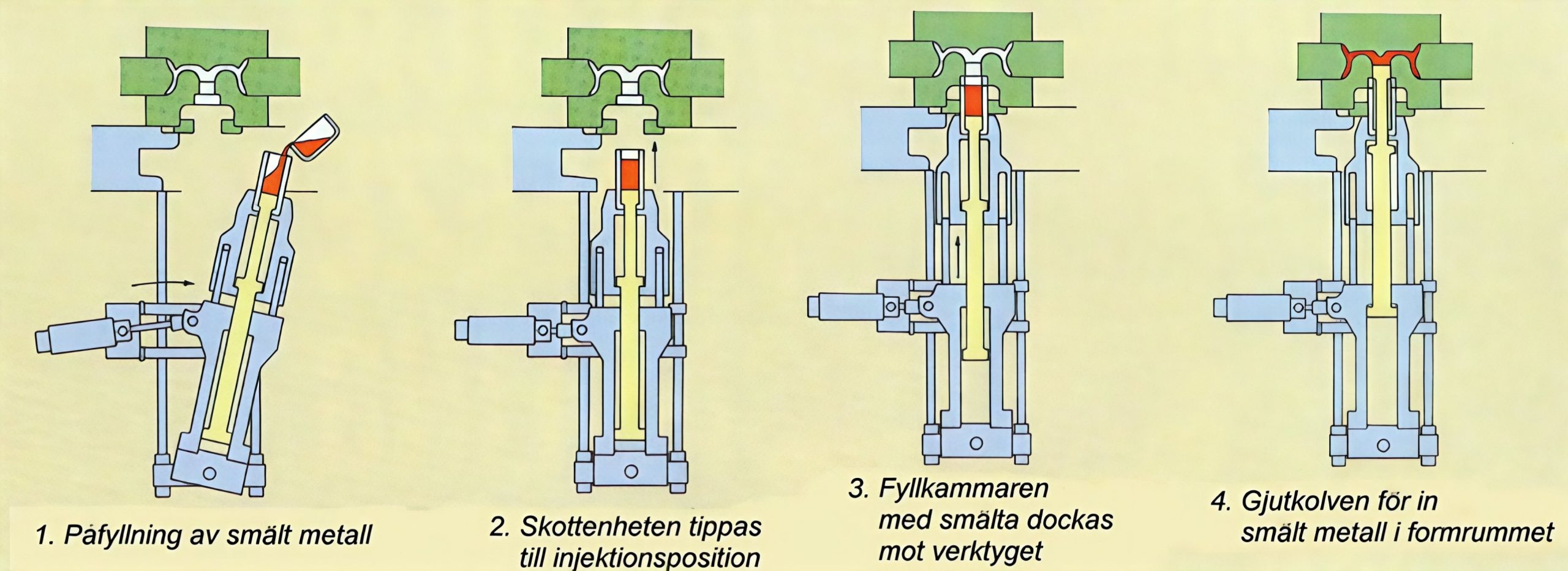
Med indirekt squeeze casting avses normalt en metod där smältan trycks upp underifrån i ett pressgjutliknande formverktyg, se figuren endan. Injektionskolven för in smältan i verktyget med relativt låg hastighet, mellan 0,02 och 0,15 m/s, för att undvika turbulens. Smältan får sedan stelna under det att ett relativt högt tryck upprätthålls på injektionskolven. För att nå låga fyllningshastigheter och ett tätt gods används vid kokillgjutning grövre inlopp och matningskanaler i godset samt ibland också ”squeezepinnar”, det vill säga utstötarliknande pinnar vilka vid lämplig tidpunkt trycks in i godset för att åstadkomma eftermatning.
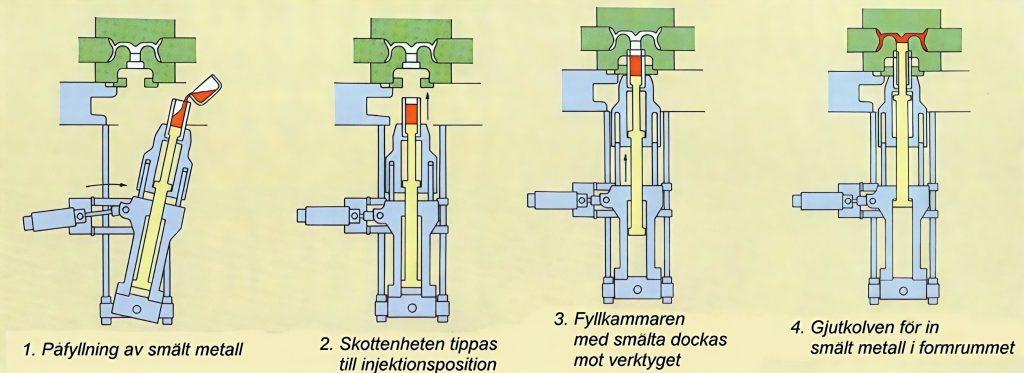
Figur 3. Indirekt squeeze casting, här illustrerad med den japanska UBE HVSC-metoden (HVSC = Horisontal Vertical Squeeze Casting).

{kind=link}
{kind=link}
{kind=link}