10.3.1 Simulering av pressgjutning
Simulering gör att man på ett tidigt stadium i produktutvecklingen kan identifiera och åtgärda de mest kritiska problemområdena vilket bidrar till att utvecklingstider kortas och kassationer reduceras.
På följande sidor går det att läsa om exempel på den indata som kan matas in respektive vilka olika typer av pressgjutssimulering som är vanliga.
För den som vill gå mer på djupet finns ett helt kapitel om gjutsimulering.
10.3.2 Indata vid pressgjutssimulering
För att genomföra en gjutsimulering krävs indata för beräkningsmodellen som är en förenkling av verkligheten. Ju mer detaljerad man gör beräkningsmodellen desto mer noggranna blir simuleringsresultaten men även beräkningstiden. Beräkningstiden är också styrt av vilken storlek på mesh som används i modellen.
Nedan listas exempel på olika indata som man kan mata in beroende på hur detaljerad simulering man vill genomföra.
CAD
Geometrin läses in i olika filformat varav STL är vanligast. Komponentens geometri är givetvis ett minimum om man ska göra en stelningssimulering. Man kan dessutom läsa in geometri på:
- Tablett, gjutkanal och inlopp
- Avluftningssystem för evakuering av innesluten luft (se figur och film längre ned).
- Fyllkammare
- Pressgjutverktyget med tillhörande kylkanaler, (se figur nedan).



Materialdata
För gjutsimuleringar krävs att man har materialdata som en funktion av temperatur. För att räkna på spänningar i komponent och verktyg krävs mer materialdata än för gjutsimulering. Vanligast förekommande material finns oftast i mjukvarornas materialdatabas. De flesta programmen tillåter även att man modifierar materialdata om det är nödvändigt.
Processparametrar
Pressgjutning är en väldigt komplex tillverkningsmetod med många olika parametrar som påverkar den slutgiltiga komponentens egenskaper. Simulering gör att man på ett snabbt och effektivt sätt kan studera de olika parametrarnas inverkan. Nedan ges exempel på processparametrar som kan matas in:
- Smältatemperatur
- Gjutflöden
- Skottkurva
- Eftermatningstryck
- Cykeltider
- Värmeöverföringstal mellan olika komponenter i simuleringen
Andra effekter att studera
Andra fenomen som kan studeras med hjälp av simulering är exempelvis effekten av hur långt man har kommit i produktionscykeln. Det tar ett visst antal skott innan temperaturfördelningen i verktyget har stabiliserat sig till ett ’steady state’.
Vid stelning och svalning uppkommer spänningar i materialet på grund av temperaturgradienter och att komponenten inte kan krympa fritt på grund av verktyget. Då komponenten stöts ut ur verktyget kan den slå sig till följd av dessa spänningar. Denna effekt kan studeras och reduceras med hjälp av simulering.
Vid pressgjutning sprayar man släpp/smörjmedel på verktygsytorna mellan skotten som även kyler verktygshalvorna. Det gör att verktyget utsätts för stora temperaturvariationer som sliter på verktyget. Höga temperaturer gör att verktyget expanderar och kylning gör att det drar ihop sig. Dessa töjningsväxlingar gör att sprickor uppstår i verktyget. Även denna effekt kan studeras och reduceras med hjälp av simulering.
10.3.3 Olika typer av pressgjutssimulering
Simulering av pressgjutning kan genomföras på olika detaljnivå beroende på vad som ska analyseras. Några exempel på olika sorters simulering av pressgjutning är följande.
Stelningssimulering
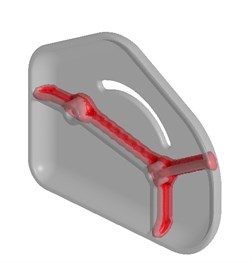
Vid stelningssimulering tas ingen hänsyn till formfyllnadsförloppet och man behöver därför ingen geometri på ingjutssystemet (se figur nedan). Simuleringen startar med fylld form och där hela smältan antas ha sa samma temperatur. Denna typ av simulering går förhållandevis snabbt och många iterationer kan göras för att hitta en geometri på komponenter som är lämpad för gjutning. Till exempel kan godsansamlingar där smältan sist stelnar och risk för krympporositeter finns lokaliseras och studeras (se figur längre ned).

Tablettsimulering
Vid tablettsimulering antas fyllkammaren redan vara fylld och man startar med andrafasen.

Fyllnadsförloppet kan studeras i detalj och defekter som kallflytningar och sammanflytningslinjer, kan detekteras i ett tidigt stadium. Kallflytningar uppstår då smältan börjar stelna innan hela formen är fylld och sammanflytningslinjer uppkommer då två smältafronter möts.

Smältans hastighet då den tränger in i formkaviteten är också väldigt viktig, för låg hastighet kan orsaka kallflytningar och för hög hastighet medför risk för skador på verktyg.

Fullprocessimulering
Vid fullprocessimulering tas även fyllkammaren med förstafasens inverkan med i beräkningarna.

Det som är av stort intresse att studera i förstafasen är hur vågen ser ut då smältan komprimeras och förbereds för andrafasen. Risk finns att stora mängder luft förs in i kaviteten som blir till defekter. Vågens utseende påverkas i hög grad av skottkurvan som styr kolvens hastigen i förstafasen.

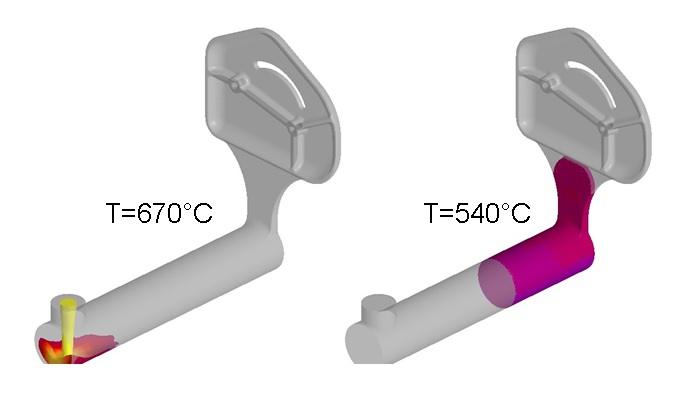
Här finns stora möjligheter att optimera förstafasen för att minimera luft som förs in i kaviteten. En annan viktig faktor som kan studeras är det temperaturfall som sker i skottkammaren. Beroende på mängd smälta och fyllkammarens utformning kan temperaturen från att smältan tappas från skänk tills den når kaviteten sjunka med över 100ºC.

Mjukvaror
Det finns idag många kommersiella mjukvaror för simulering av pressgjutning varav tre av de vanligaste är MAGMA5, NovaFlow&Solid och ProCAST.
