8.8.1 Vakuumformning
Formmaterialet utgörs av sand utan bindemedel. Sammanhållningen av formen åstadkoms genom att formdelarnas ytterytor är täckta av en tunn plastfolie och att man skapar ett kraftigt undertryck inuti varje formdel (jämför med vakuumförpackat kaffe).
Kännetecknande för metoden
- Ger gjutgods som jämfört med gjutgods tillverkat med konventionell gjutning i sandform kräver mindre rensningsarbete. Inga eller endast små partgrader bildas.
- Ger gjutgods med mycket god måttnoggrannhet och ytjämnhet
- Lågt modellslitage eftersom den slitande sanden ej kommer i kontakt med modellen
- Minimal eller ingen modellsläppning
- Inga fuktrelaterade gjutgodsfel
- Inga kostnader för bindemedel. Denna kostnadsbesparing äts dock upp av kostnaden för plastfilmen
- Miljövänligare. Inga bindemedel används. De små mängder gas som bildas vid förbränning av plastfilmen sugs ut genom vakuumsystemet. Inga restprodukter bildas.
- Lämplig för prototyptillverkning eftersom modellen kan ändras relativt enkelt
- En nackdel med metoden är att den i jämförelse med flera andrar metoder är relativt långsam
- Används för godsvikter från något kilo upp till cirka tolv ton. Flaskstorlekar upp till cirka 2 500 x 2 800 x 900 + 900 mm används, där 900 + 900 anger flaskhöjden.
Ett exempel på vakuumformat gjutgods i Sverige är krosskoner i manganstål till stenkrossmaskiner.

Metodbeskrivning
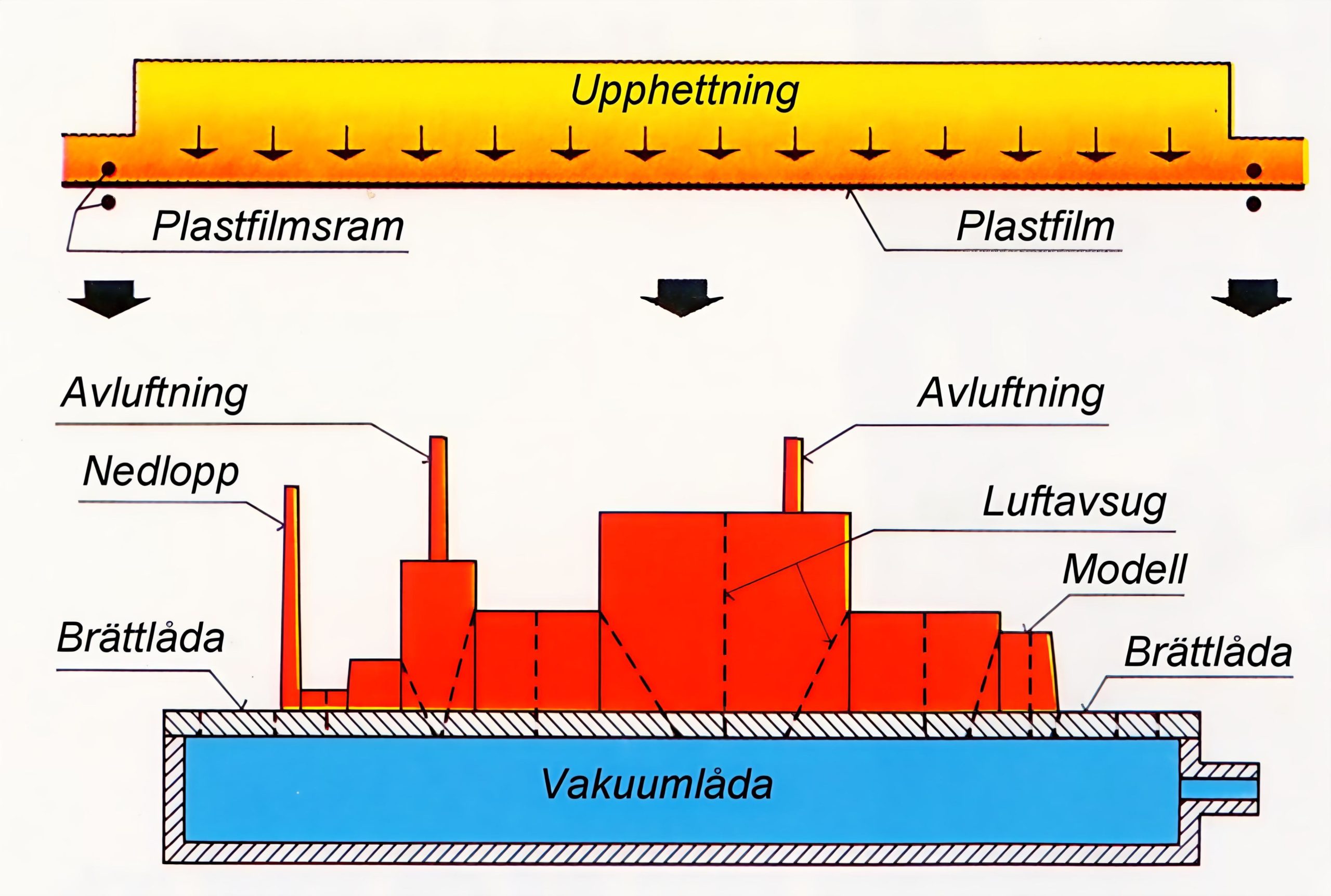
Vid vakuumformningsmetoden är modellerna monterade på brättplåtar, som sätts under vakuum. Modellerna är försedda med avluftningsnipplar så att luft kan sugas ner genom modellen till vakuumlådan. Över modellen är en plastfilm uppspänd. Plastfilmen, som är cirka 0,1 – 0,2 mm tjock, uppvärms till hundra grader med hjälp av en värmeplatta eller gasol. Materialet i plastfilmen, så kallad EVA-folie, är en blandning av etylen och vinylacetat.
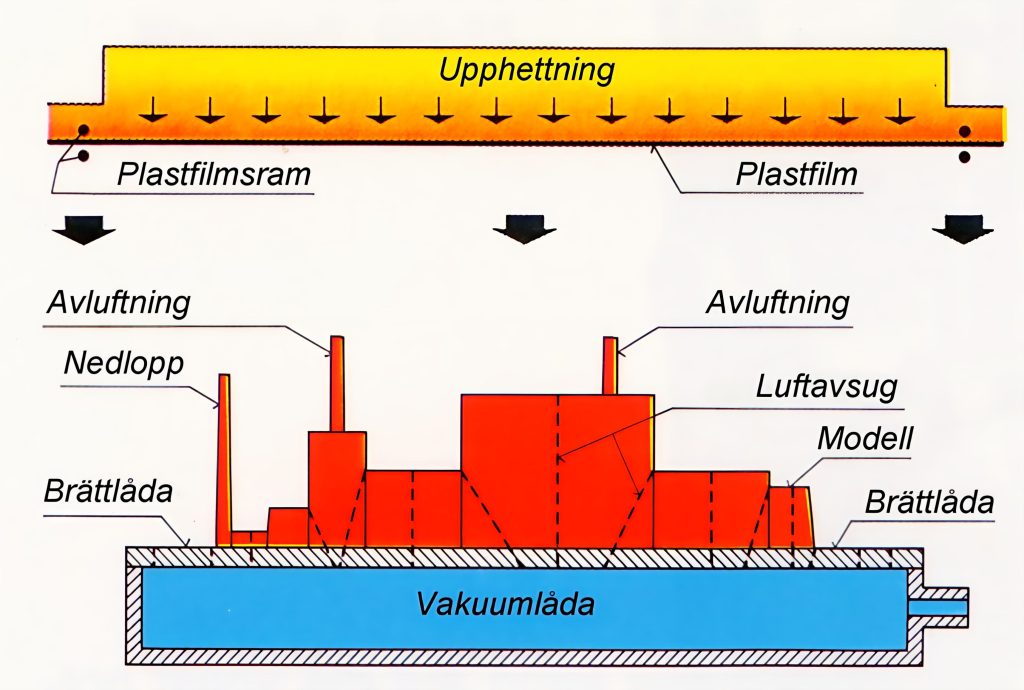
Figur 47. Modellerna är monterade på brättplåtar, som kan sättas under vakuum.
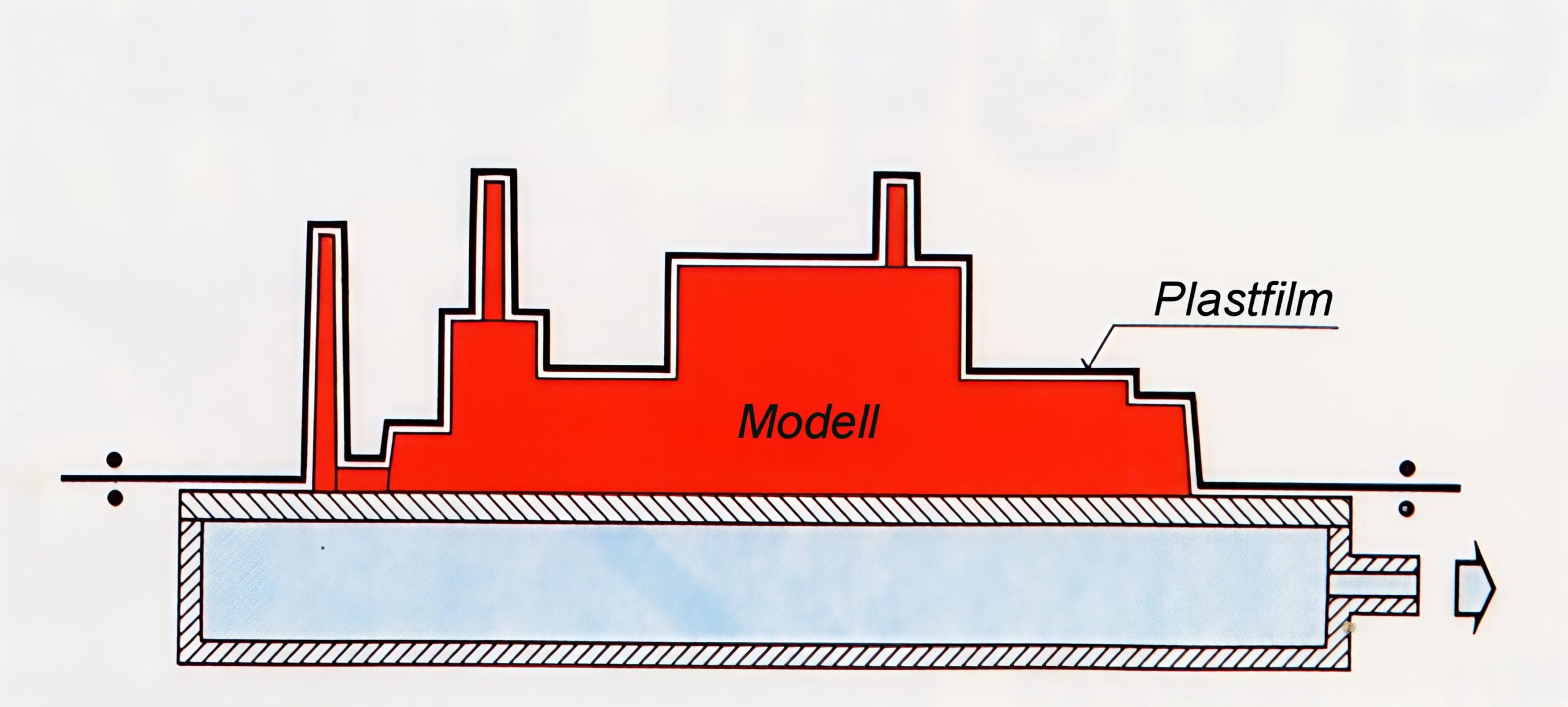
Vid formningen sänks den uppvärmda plastfilmen ner över modellen. Plastfilmen sugs av vakuumet (0,4 – 0,6 bar) tätt intill modellen (se figur). Plastfilmen beläggs därefter med ett tunt blackskikt.
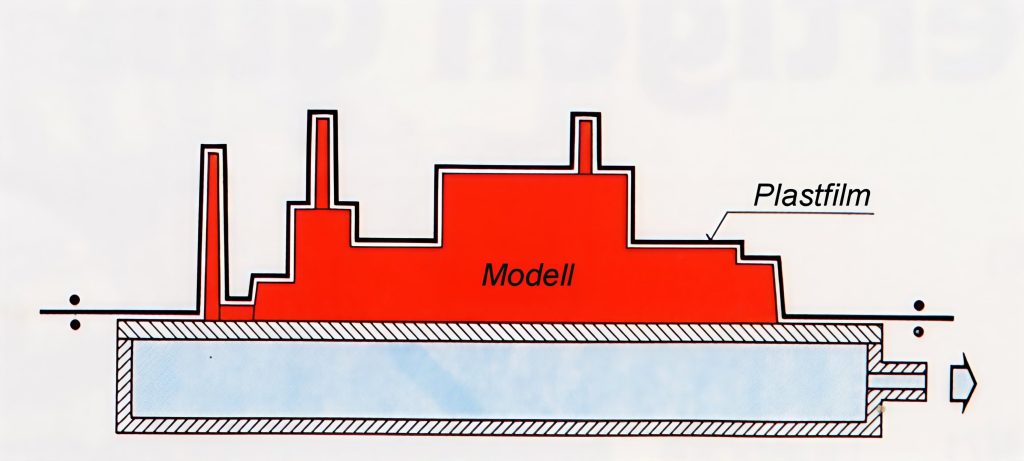
Figur 48. En uppvärmd plastfilm sänks ner över och sugs in mot modellen.
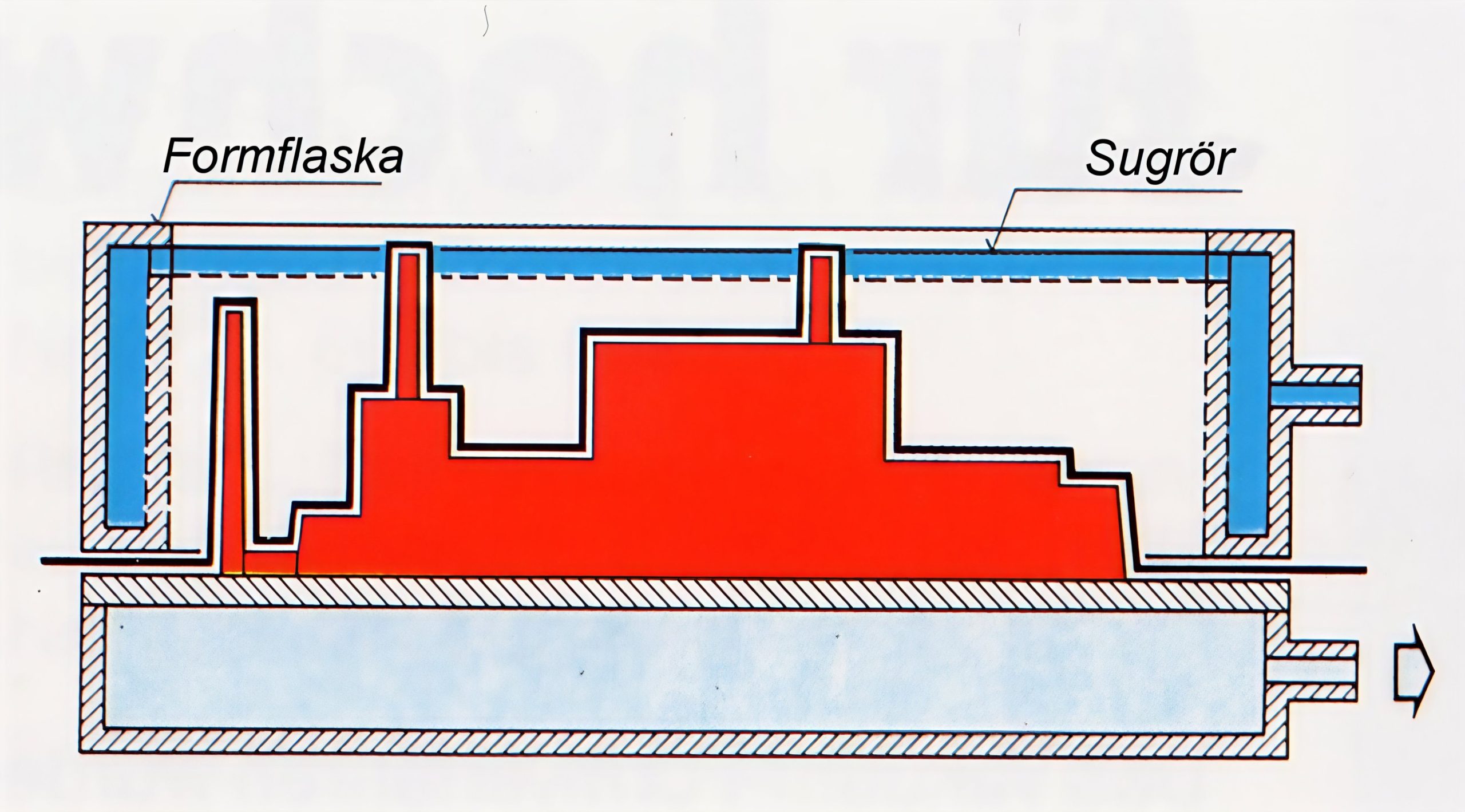
En formflaska placeras därefter över modellen. Formflaskan har dubbla väggar. Den inre är perforerad. Genom röranslutningen till höger på figuren kan formflaskan sättas under vakuum. Formflaskan fylls med torr finkornig sand utan bindemedel. Såväl kvarts- som olivinsand kan användas. För att god tätpackning skall erhållas vibreras formflaskan. Formsand tas undan för nedlopp och gjutskål. Formens överyta täcks med en plastfilm. Formflaskan sätts sedan under vakuum.
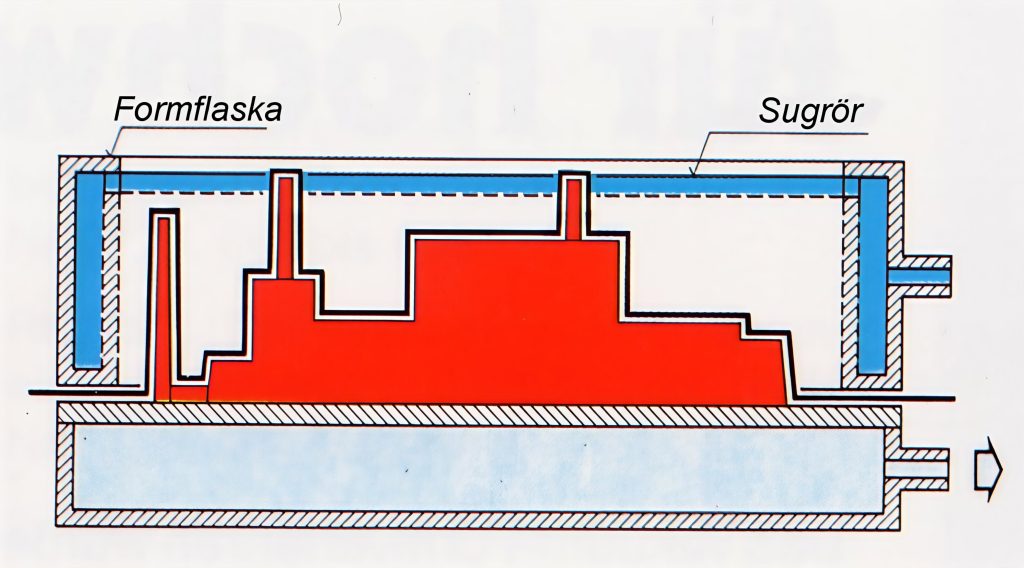
Figur 49. En formflaska placeras över modellen varefter formflaskan fylls med torr finkornig sand utan bindemedel. Formens överyta täcks med en plastfilm. Formflaskan sätts under vakuum.
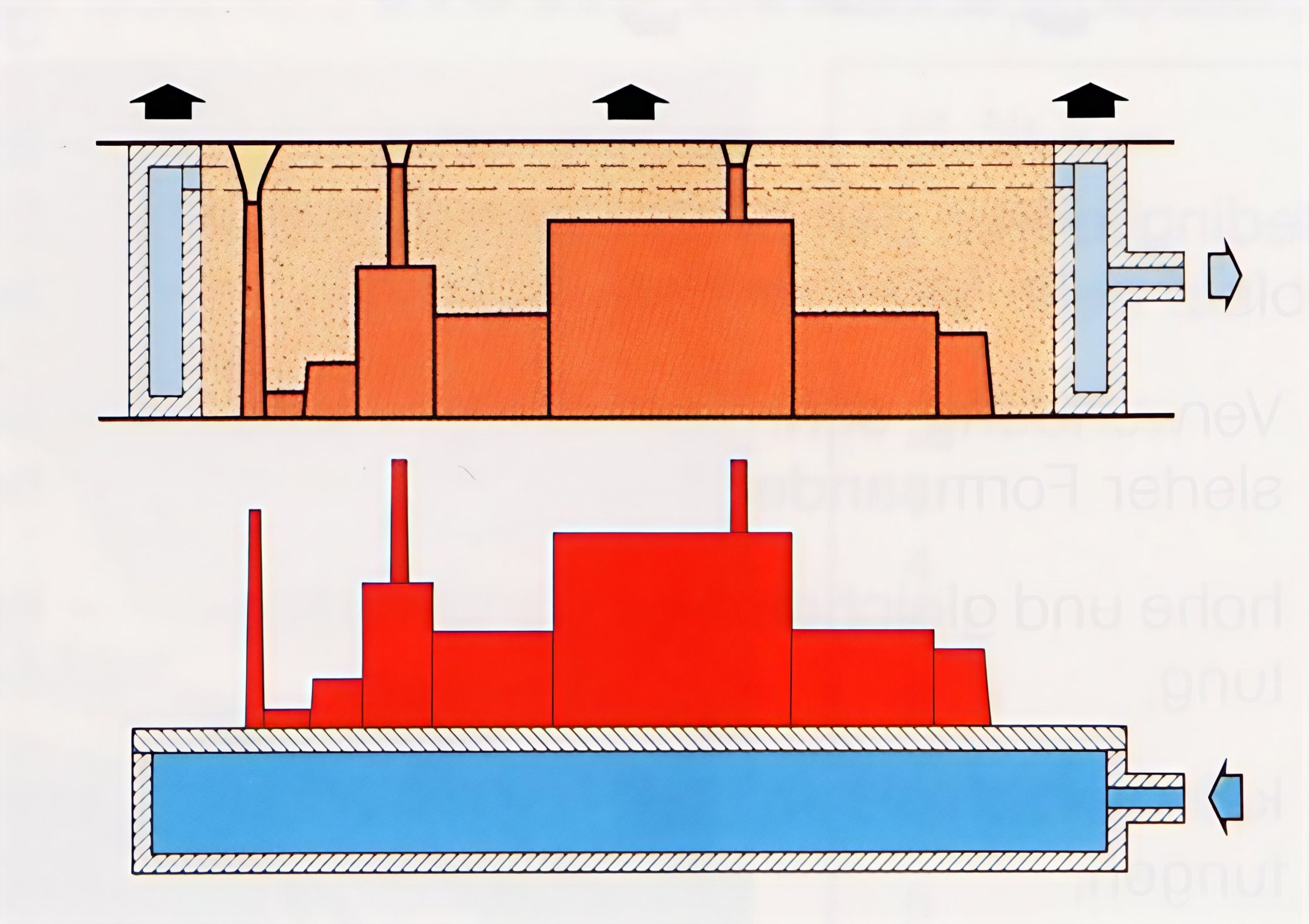
Efter att vakuumet i vakuumlådan släppts lyfts formen av modellen. Under all hantering av formdelen måste den vara under vakuum. Formdelen sätts på en andra form, som tillverkats på samma sätt. Krävs kärnor tillverkas dessa på konventionellt sätt i sand med bindemedel. Kärnorna läggs i formen innan formhopläggningen.
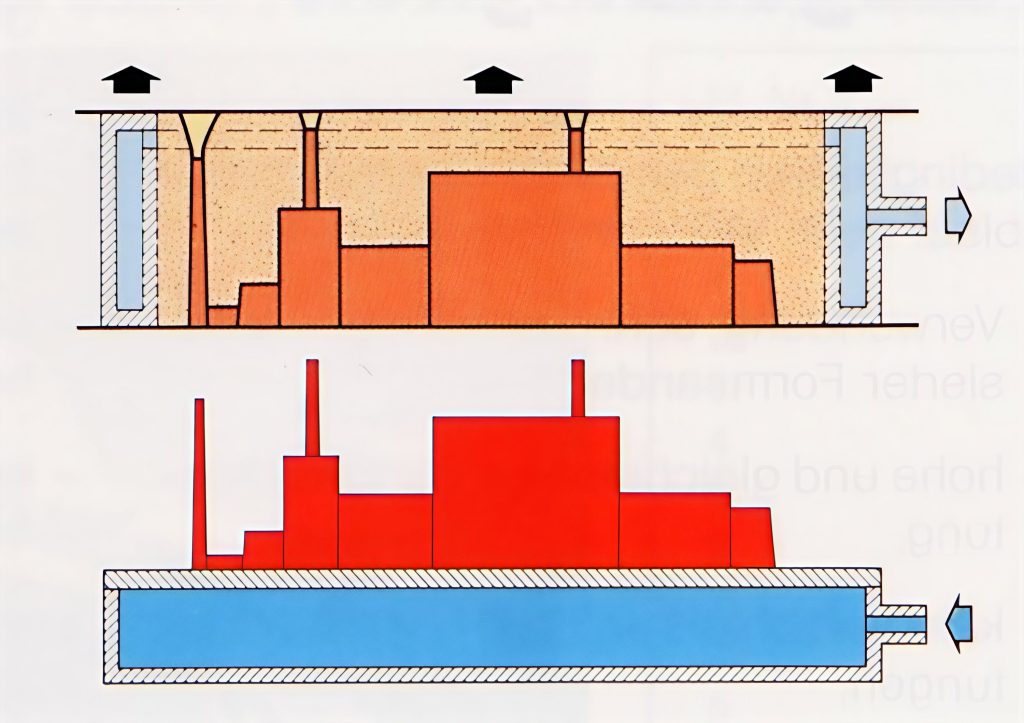
Figur 50. Formen lyfts upp från modellen.
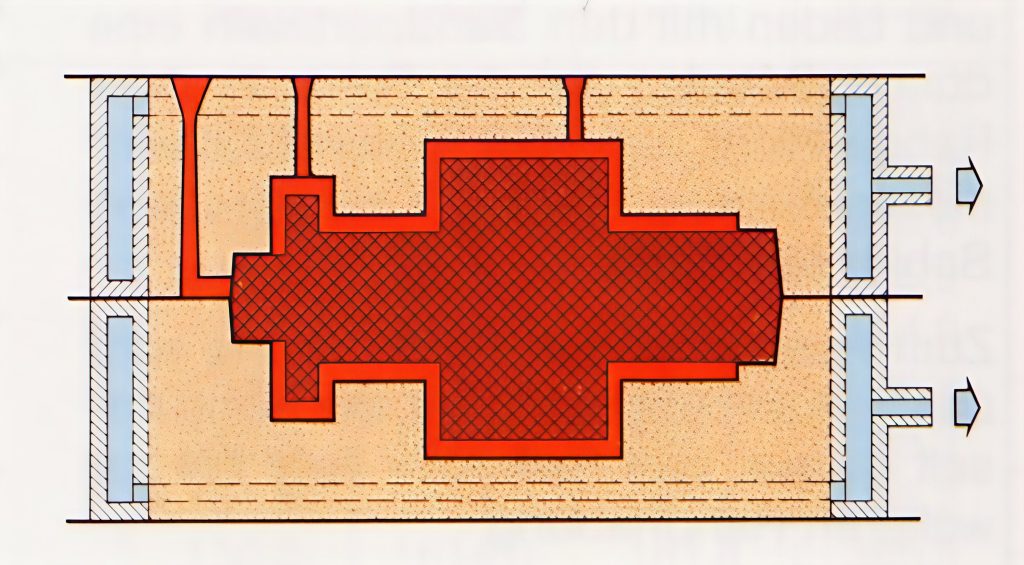
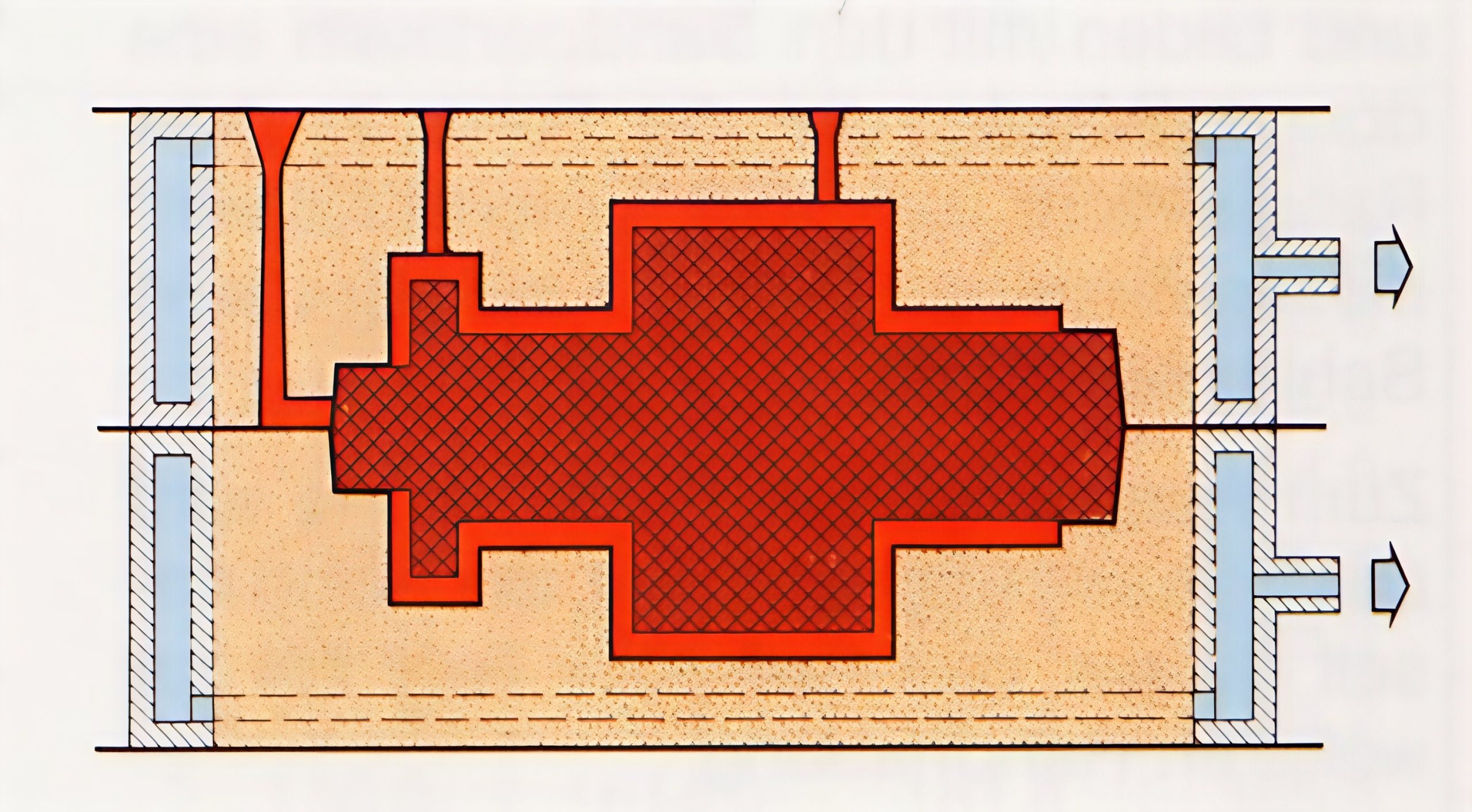
Figur 51. Färdig form.

Avgjutning sker med pålagt vakuum. Det är fördelaktigt om formningen kan ske horisontellt varefter formen kan tippas 90 grader för gjutning vertikalt genom parten. Härigenom elimineras problem med uttagning av nedlopp genom formar under vakuum. Gjutning kan även ske horisontellt.
När gjutstycket stelnat släpps vakuumet och formsanden lämnar flaskan. Formsanden kyls och kan efter siktning och kylning användas på nytt.
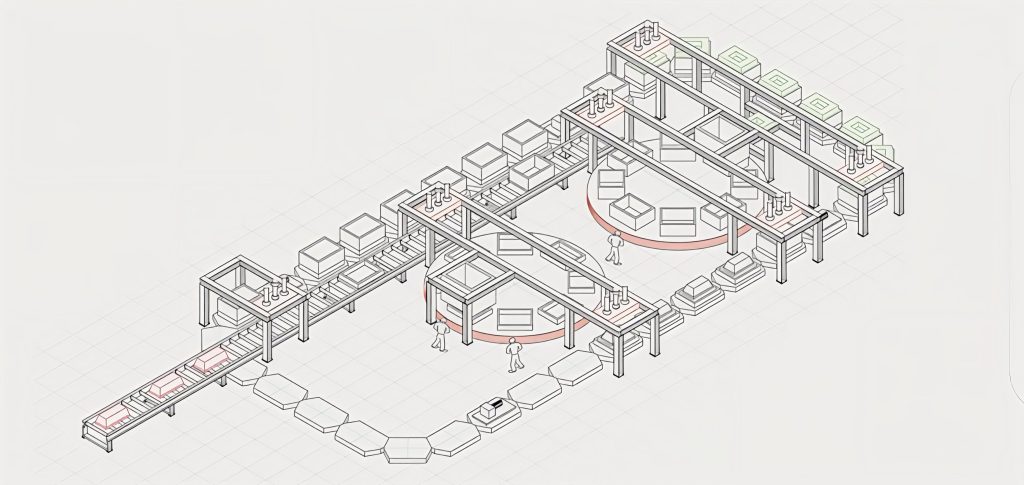
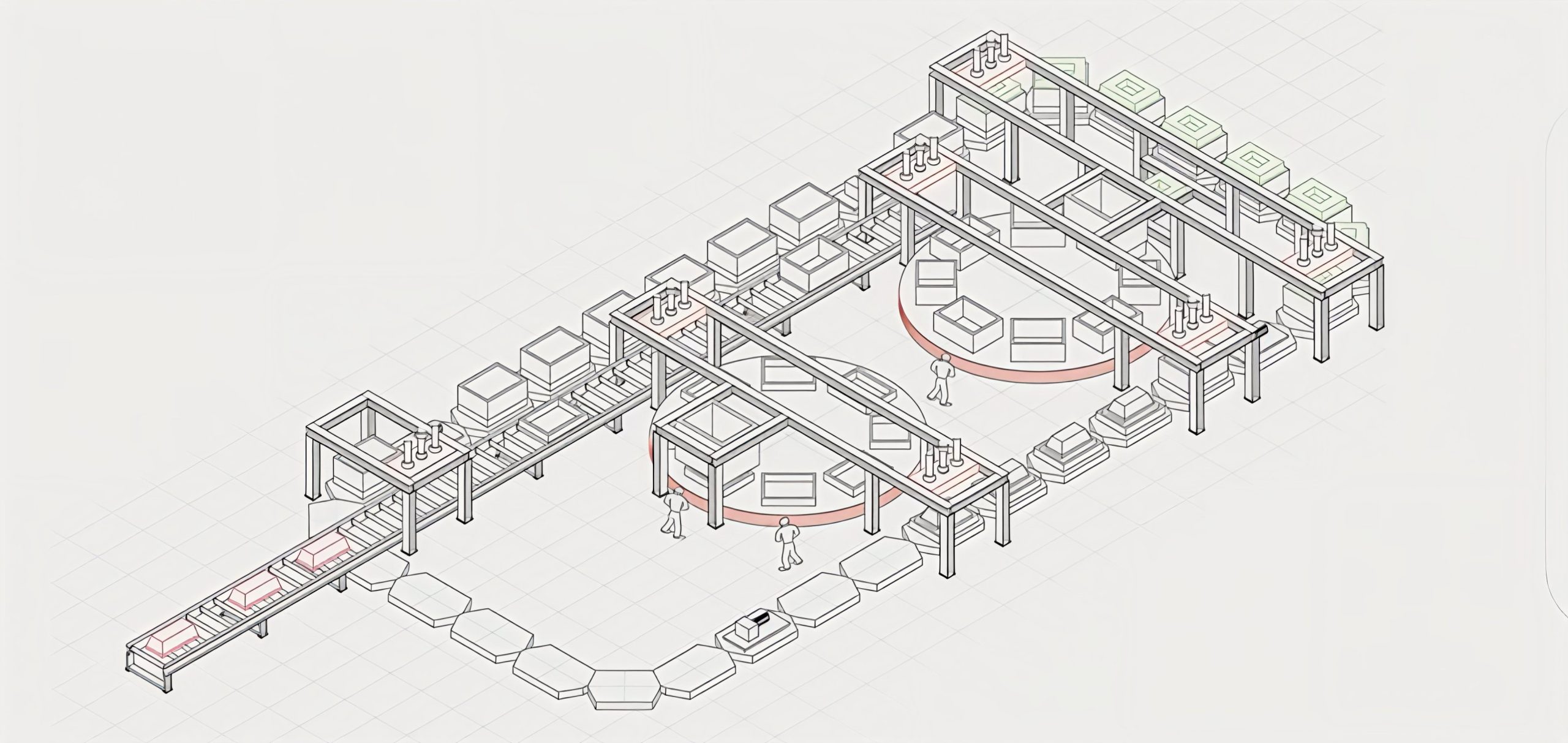
De i Sverige befintliga anläggningarna för vakuumformning är avsedda för gods i mindre serier. I utlandet finns automatiska formningsanläggningar för exempelvis tillverkning av badkar med en produktionskapacitet på runt 50 formar per timme, där vakuumformningsmetoden tillämpas. Ett exempel på uppbyggnad av en mekaniserad enhet för vakuumformning visas i följande figur.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}