13.2.1 Degelugnar

Figur 3. Avslaggning av degelugn vid SKF Mekans nya smältverk.
Namnet kommer sig av att ugnen består av en degel av eldfast material, vilken omges av en induktionsspole i form av en vattenkyld rörslinga av koppar (figur nedan). Spolen är ansluten till en växelströmskälla, som alstrar ett elektromagnetiskt fält i degeln. Det skapar starka elektriska virvelströmmar i det chargerade materialet. Virvelströmmar alstrar värme vilket gör att det metalliska material som chargerats i degeln smälter. Ibland kan man i litteratur se en hänvisning till virvelströmsugn för denna typ av ugnar – ett namn som kommer sig av hur smältprocessen fungerar. Plåtpaketen runt spolens ytteryta har till uppgift att återleda magnetfältet.
Ugnstypen kallas även virvelströmsugn – ett namn som kommer sig av hur smältprocessen fungerar.

- Övre och undre infodringsring.
- Keramisk degel.
- Induktionsspole.
- Laminerade plåtpaket.
- Övre och undre stativ för magnetringar.
Ugnarna chargeras oftast från ett plan i nivå med ugnarnas överkant (figuren nedan). Det är vanligt att råmaterialet transporteras från skrotgården med en transportvagn. En annan vanlig lösning är att materialet skickas direkt till ugnen med hjälp av en lyftmagnet som hängts upp i en travers.
Chargeringsmaterial utgörs vanligen av:
Järngjuteri
- Tackjärn
- Returskrot/återgång
- Plåtskrot
- Legeringstillsats
Stålgjuteri
- Stålskrot
- Returskrot/återgång
- Tackjärn
- Legeringstillsats
Metallgjuteri
- Tackor av önskad slutanalys
- Returskrot/återgång
- Legeringsjustering <1%

- Utsugningshuv
- Vågutrustning
- Skydd
- Hydraulaggregat
- Operatörshytt med kontrollpanel
- Styrskåp för smältprocessor
- Frekvensomvandlare
- Kondensatorbatteri
- Transformator
- Vattenkylare
- Luftkylare
- Chargeringskärl
Varianter på degelugnar
Växelströmsnätet som leder fram till en induktionsugn har en växelspänning på 50 Hz (Hertz) Beroende på hur spänningen matas in i spolen på ugnen så benämns de olika:
• Lågfrekvensdegelugn (LFD) samma växelspänning som nätet, det vill säga 50 Hz.
• Högfrekvensdegelugn (HFD) har statiska omformare för högre frekvens, 150 till 250 Hz.

13.2.2 Jämförelse av HFD- och LFD-ugnar
Här följer en redogörelse över skillnader mellan HFD- och LFD-ugnar.
Uppbyggnaden av själva ugnskroppen är ungefär den samma hos båda ugnstyperna. Med hänsyn till att badrörelsen är betydligt kraftigare i en LFD-ugn gör man dess strömspole relativt sett lägre än i en HFD-ugn. Typiskt täcker den bara cirka halva degelhöjden. Därmed dämpar smältans övre del badrörelsen.
I normalfallet konstrueras LFD-ugnen så att den övre delen av spolen inte är strömförande utan endast har till uppgift att kyla degelns övre del. Därigenom förhindras genomsintring och livslängden ökas.
Sintring innebär en sammanfogning av det eldfasta materialet genom ytsmältning av partiklarna vid hög temperatur. Den kraftigare badrörelsen i en LFD-ugn kan göra den olämplig för smältning av exempelvis lättmetall genom den ökade risken för bildning av finfördelade slagginneslutningar.
Av samma orsak är påfrestningarna på den keramiska infodringen större i LFD- än i HFD-ugnar. Detta påverkar degellivslängden, och därmed infodringskostnaden, negativt.
LFD-ugnar har sämre energiupptagning i en finstyckig charge vid starten. Sedan en sump, det vill säga en bottensats av smält metall, väl erhållits anses LFD-ugnarnas starkare badrörelse möjliggöra en effektivare smältning av spån och annat finstyckigt material, varför detta bör tillsättas först.
Energiförbrukningen uttryckt i kWh/ton, är något lägre i en LFD- än i en HFD-ugn.
13.2.3 Infodring av elektriska degelugnar
För infodring av elektriska degelugnar kan tre olika typer av eldfast material komma ifråga som slitfoder:
- Basiskt material, som vanligtvis är uppbyggd av magnesiumoxid (MgO).
- Sura material, som är rika på kvarts (SiO2).
- Neutrala material, som är rika på aluminiumoxid (Al2O3)
De flesta av gjuteriernas degelugnar för smältning av gjutjärn och stål torrstampas, det vill säga att de infodras surt med en torr kvartsitmassa, som till 98 procent består av kvarts. Degelugnarna infodras utan undantag monolitiskt, det vill säga i ett stycke.
För att underlätta fodrets sintring tillsätts borsyra (H3BO3) eller borsyreanhydrid (B2O3) som sänker kvartsens smältpunkt. Borsyran innehåller en stor andel vatten, som drivs ut i samband med sintringen. Sintring bygger på att fodrets sammansättning delvis smälter samman och skapar en yta som är mer kompakt. Vilken temperatur som behövs är beroende på val av material och tillsats. Denna effekt gör att slitagemotståndet och livslängden ökar drastiskt.
Under senare år har man i allt större utsträckning gått över till att använda den torrare borsyreanhydriden. Fördelen är att mindre vatten behöver drivas ut, vilket gör att det bildas färre porositeter i infodringen.
Ju lägre driftstemperaturen är, desto högre borsyretillsats rekommenderas. Man kan också vända på det och säga att ju mer borsyra som tillsätts desto större blir sintringsdjupet.
Då inandning av kvartshaltigt damm innebär en risk för silikos är det ur arbetsmiljösynvinkel bättre att använda basisk eller neutral infodring. Kvartsitinfodringar dominerar trots det fortfarande av följande skäl:
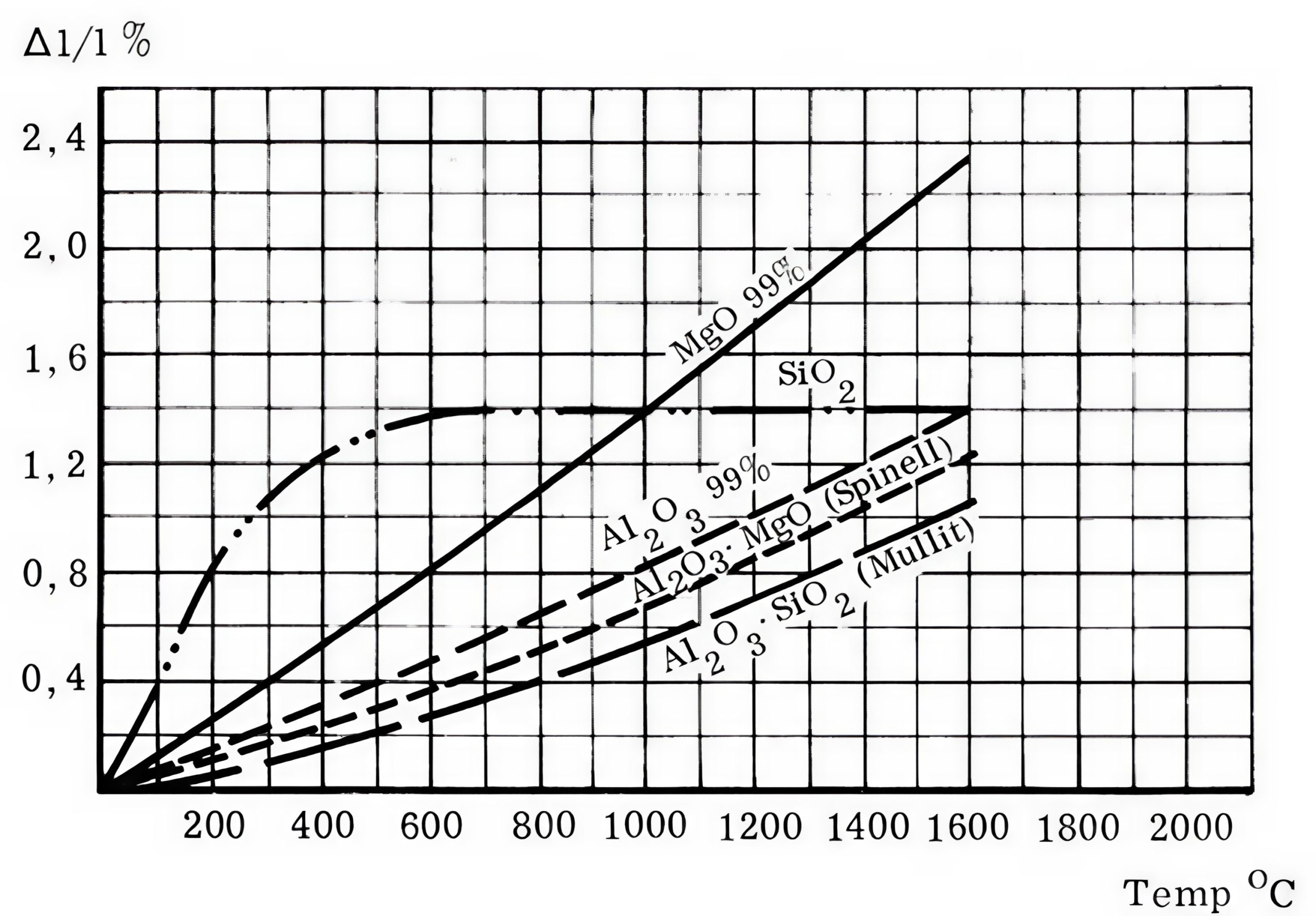
- Kvarts har en unik termisk utvidgningskarakteristik med i stort sett ingen expansion över 575ºC. Upp till denna temperatur har den dock en mycket kraftig termisk utvidgning. Det gör att fodret inte mår bra av temperatursvängningar under den brytpunkten. Däremot är det inte känslig för temperaturväxlingar som håller sig över 575ºC. Infodringen påverkas av smältans sammansättning. Exempelvis gör en smälta med låg kiselhalt att en kiselbaserad infodring kan bli porös då kislet i den löses upp. En kall induktionsugn bör därför startas långsamt så att sprickor hinner tätas.
- Fodret har en icke sintrad zon närmast spolen. Denna förhindrar genombrott även om sprickor uppstår i det genomsintrade skiktet närmast smältan.
- Kvartsit kan genom reglerad tillsats av sintringsmedel få en lämplig sintringstemperatur, vilket i drift ger ett lagom tjockt sintrat ytskikt.
- Kvartsit har tillräcklig eldfasthet för aktuella smälttemperaturer.
- Kvartsit har lågt pris i förhållande till övriga tänkbara material.
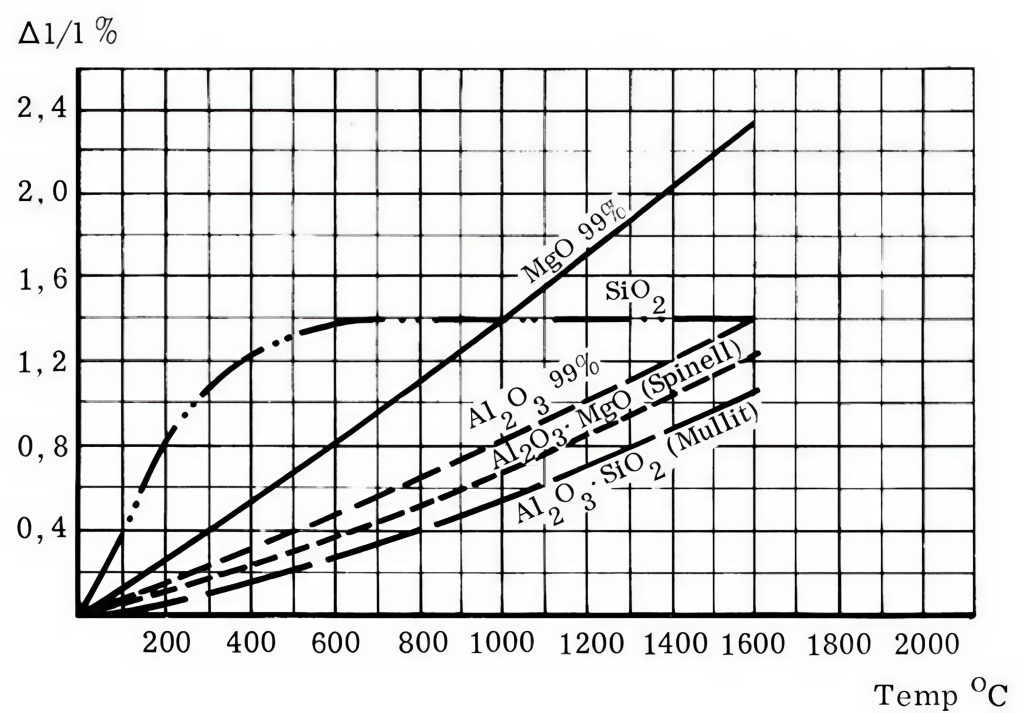
Figur 7. Längdutvidgning för olika eldfasta material som funktion av temperaturen.
Basiska och neutrala infodringsmaterial är betydligt dyrare än sura men har bättre motstånd mot nötning varför skänkar nästan uteslutande har en eldfast infodring som inte är surt (kvarts). De används ändå frekvent i ugnar för smältning av stål i de fall då en sur infodring inte ger önskade egenskaper, som till exempel livslängd. Oftast är det en eller flera av följande tre orsaker till att man i ett stålgjuteri väljer ett basiskt eller neutralt infodringsmaterial i stället för ett surt:
- Tappningstemperatur är hög. Smältpunkten för kvartsit är 1 720ºC.
- Foderslitaget är högt på grund av aggressiva legeringsämnen i smältan.
- Det finns ett önskemål om basisk slaggföring vilket ej kan kombineras med ett surt foder.
Infodringen måste göras noggrant för att uppnå en optimal foderlivslängd.
Om svarta fläckar uppstår på ugnens infodring när den är varm är det ett tecken på kraftigt slitage på infodringen.
Ett annat tecken på slitage är att man har en onormalt stor smältvolym i ugnen. Det gäller att vid torrstampningen åstadkomma en jämn och god tätpackning av materialet. Kvartsitens densitet ska vara cirka 2,1 kg/dm3 efter stampning.
Slitaget på ugnsinfodringen mäts vanligtvis genom att mäta diametern och höjden på infodringen med mätsticka. Då ugnsinfordringens förslitning har förskjutits i sidled kan detta orsaka fel vid mätningen med mätsticka.
En så kallad ”elefantfot” innebär att en ökad förslitning i botten av ugnen har skett. Denna förslitning kallas så eftersom dess utseende kan liknas vid en elefantfot om man tittar på ett tvärsnitt genom ugnen.
Infodringsteknik
Vid infodring används normalt en stålplåtsschablon, som placeras i ugnskroppen. Schablonens ytterdiameter är lika med den instampade ugnens kommande innerdiameter. Infodringsmaterial fylls på mellan ugnens klädda kopparspole och plåtschablonen. Schablonen får oftast sitta kvar i ugnen under sintringsoperationen medan ugnstemperaturen långsamt höjs. Efter lagning av ugnen bör man vara extra uppmärksam på hängningar, det vill säga en brygga som hänger, i ugnen.
De vanligaste metoderna för instampning är:
- Manuell stampning med stampspade.
- Manuell packning kombinerad med vibrationspackning med tryckluftsverktyg.
- Vibrationspackning med vibrator. Två exempel på utrustning visas i figurerna nedan.


Rivning
När infodringen är uttjänt rivs den ut.
Detta är arbetsmiljömässigt ett besvärligt arbete, särskilt vid kvartshaltig infodringsmaterial då det finns en förhöjd risk för silikos vid inandning.
Det är därför viktigt med en effektiv ventilation på arbetsplatsen. Görs infodringsarbetet manuellt är det dessutom nödvändigt att operatörerna bär andningsmask.
Förutom problemet med inandning av farligt damm innebär manuell rivning även en hög arbetsbelastning. Samtidigt som personen utsätts för vibrationer och ofta tvingas att arbeta i besvärliga arbetsställningar utsätts han eller hon ofta för höga temperaturer i form av restvärme.
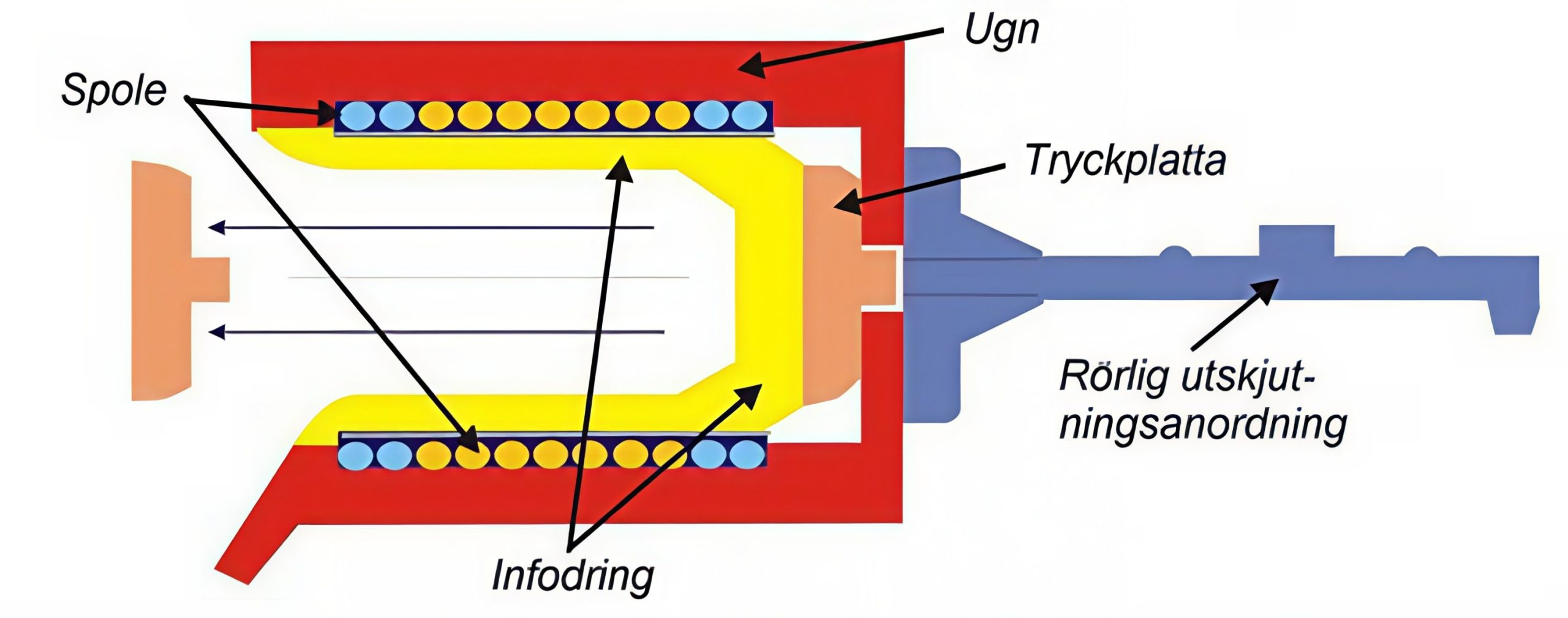
En mer modern metod, som förenklar rivningsarbetet, är att med en hydraulisk cylinder pressa ut hela den uttjänta infodringen i ett stycke.
Vid utpressningen är ugnen normalt tippad horisontellt.
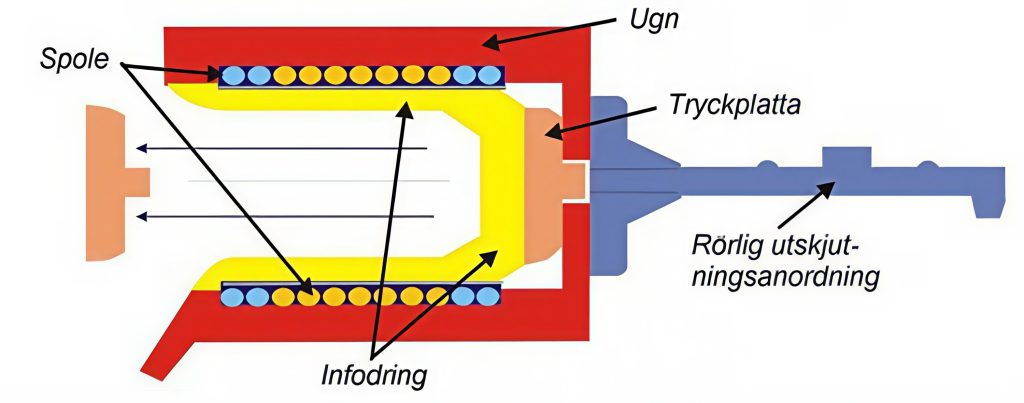
Figur 10. Rivning av infodringen i en elektrisk degelugn genom utskjutning av infodringen med hjälp av hydraulik (Inductotherm).
13.2.4 Regler för god ugnsskötsel
Här följer några övergripande regler för god ugnsskötsel:
- Håll isär olika återgångsmaterial och skrotklasser med olika kemiska analyser för att underlätta spektrometerkontroll (OES) av certifikat samt borga för en mer noggrann chargering. Fel återgångsmaterial i en charge kan medföra att en hel smälta måste nödgjutas.
- Håll tappningstemperaturen från ugnen så låg som möjligt. En undersökning visade att en övertemperatur på 25 grader vid järnsmältning innebar att man fick ut cirka 10 till 15 procent mindre smälta mellan varje omstampning av ugnen. Dock kan man av metallurgiska skäl behöva en relativt hög smälttemperatur före tappning.
- Övervaka smältförloppet. Detta är viktigt eftersom den kontinuerliga nedsmältningen av tillfört material kan förhindras av ”hängning” och bryggbildning. Bottensmältans temperatur stiger då snabbt och en överhettning sker, vilket resulterar i ett kraftigt slitage på infodringen i den nedre delen av degeln. Förutom en ökad kostnad för infodring är detta en förhöjd risk som kan ge allvarliga konsekvenser. Det gäller även att hålla sig på ugnsplanet vid smältning för att kunna överblicka processen och säkerställa att man kan agera snabbt vid tillbud.
- Håll tiden från det att allt material har smält till dess att sista tappningen av ugnen sker så kort som möjligt. Denna tid är en viktig faktor för foderlivslängden. I ett fall, med en 5,5-tons HFD-ugn, förkortades tiden med 1,75 timmar genom anskaffning av en varmhållningsugn. Det gav en ökad livslängd på fodret motsvarande cirka 350 ton, eller 50 procent.
- Kör om möjligt ugnen kontinuerligt. En kartläggning visar att man vid en- eller tvåskiftsdrift får ut i genomsnitt cirka 250 ton (40 procent) mindre gjutjärnssmälta mellan varje omstampning än vid treskift. En övergång från treskift till tvåskift, som gjordes i ett gjuteri, gav 10 procent kortare foderlivslängd. Genom att fylla upp ugnen med spån och täcka den med ett lock, kunde nedsvalningen av fodret i detta fall motverkas.
- Använd degelvarmhållning över helger i större ugnar. En kartläggning, som Svenska Gjuteriföreningen gjort, visar att degelvarmhållning är regel från ugnsstorlekar på tolv ton och uppåt. Varmhållningstemperaturen är vanligen 600 till 800 grader. För att täcka den ökade energikostnaden i exempelvis en tolvtons ugn krävs en ökning av livslängden med cirka tio procent.
- Utför instampningen på ett noggrant och riktigt sätt så att en jämn och hög packning erhålls i hela fodret. Vid manuell instampning är man mycket beroende av personalens stampningsteknik och noggrannhet. Erfarenheterna av att övergå till automatiserad installation är mycket goda. Den genomsnittliga foderlivslängden har kunnat ökas med tio procent genom införande av vibrationsinstampning. Ökningen beror i huvudsak på att momentet har kunnat utföras på samma sätt vid påföljande instampningar och variationerna i infodringens livslängd därmed kunnat minskas. Det är viktigt att komma ihåg att dammsuga upp överbliven kvartsit.
- Undvik avsvavling av basjärn i ugnen vid tillverkning av segjärn.
- Undvik att chargera med kraftigt rostigt material. Förvara om möjligt materialet under tak.
- Tillsätt legeringsämnen, som har benägenhet att reagera med infodringen, så sent som möjligt.
- Innan gjutning och tappning skall alla smältor slaggas av. Det betyder att ytan på smältan görs ren från oxider, infodring eller ej brännbart material från återgångsskrot (kallat slagg) som flyter upp till ytan, eftersom de är lättare än metallsmältan. Slaggmaterialet får under inga omständigheter följa med ner i efterföljande gjutning till gjutgods. Slagg blir inneslutningar som blir gjutfel i godset oavsett vart det hamnar samt förorsakar igensatta filter vilket hindrar formfyllnaden.
- Vid manuell gjutning är det fördelaktigt att gjuta i gjutbox om den hålls fri från sand mm. Det är dock viktigt att gjutboxen/skålen/tratten och nedloppet snabbt blir och sedan hålls fylld under hela gjutförloppet, för att förhindra att slagg följer med ned i formhåligheten.
13.2.5 Energibesparande åtgärder
Här följer några exempel på energibesparande åtgärder:
- Var noga med att chargera till god fyllning av ugnen så att maxeffekt kan tas ut under så stor del av smältcykeln som möjligt. Dålig chargering ger stor ugnsström med höga förluster och dålig smälteffekt.
- Försök att minska överhettningstiden genom att tillföra full effekt under hela överhettningsperioden och starta inte överhettningen förrän det behövs med hänsyn till tappningen (avgjutningen). Överhetta ej mer än nödvändigt. 100 grader extra kräver 40 – 50 kWh/ton. Försök att hålla transport- och avgjutningsskänkar varma i stället.
- Ha alltid lock på ugnen vid överhettning och varmhållning, det vill säga så snart som skrot ej täcker badytan. Locket bör vara isolerat med ett eldfast material med låg densitet och därmed god isoleringsförmåga.
- Vid längre tids varmhållning i smältugnar bör badytan hållas täckt med slagg och locket läggas på ugnen.
- Degeln i en degelugn bör bytas ut efter viss tid, då det åtgår mer energi vid smältning med gammal degel.
- Vid sintring av degel och infodring ska alltid locket vara pålagt. Det sparar energi och gör att sintringen blir jämnare över hela degeln.
- Så snart som smältningen för dagen eller skiftet avslutats, chargera med startklump (LDF) eller skrot (HFD) och lägg på locket. Därigenom vinns en hel del energi genom att chargen tar åt sig värme från degeln. Om det är praktiskt möjligt, kan även kylvattentillförseln strypas till 10 – 15 procent av normalt.
- Slå av HFD-anläggningar med omformare vid längre driftsstopp.
- Stoppa fläkt- och hjälpmotorer så snart anläggningen ej är i drift. Men, stäng aldrig av kylvattenpumpar.
- Försök att hålla återgångsprocenten så liten som möjligt. Häll tillbaka allt som blivit för kallt för gjutning men fortfarande är flytande.
Läs mer i kapitlet om gjuteriindustrins energifrågor, där tas energieffektivitet upp i smältningsprocessen för järn respektive aluminium/koppar.

{kind=link}
{kind=link}
{kind=link}