1.6.1 Definition och förklaringar
Svetsbarhet är en egenskap som anger hur lätt eller svårt det är att svetsa ett aktuellt material utan att fel uppstår. Svetsbarhet kan sägas vara motsatsen till härdbarhet och är främst beroende på stålets kemiska analys. Det är framförallt kolhalten, som inte får vara för hög, helst under 0,25 %. Men även halten av andra legeringar har betydelse. Är svetsbarheten dålig får man lätt härdade områden och sprickbildning i anslutning till svetsen. Man har tagit fram ett begrepp, som kallas kolekvivalent (EC ) och som skrivs

där C, Mn, Cr …et cetera. är legeringsämnenas procenthalter.
EC är ett uttryck för materialets svetsbarhet och är, som framgår av formeln, endast beroende av den kemiska sammansättningen.
Under normala svetsförhållanden bör man välja material med EC under cirka 0,45.
Andra faktorer för att få en bra svets spelar också stor roll. Dit hör val av svetsmetod, godstjocklek, materialtemperatur, elektrodtyp et cetera. För att litet bättre förstå svetsbarhet ska vi studera en vanlig svets.

Av figuren kan man se att temperaturen varit mycket olika i olika delar under svetsningen. Själva svetssträngen har ju varit smält, kanske över 1600ºC. I området närmast, den ”överhettade” zonen, har temperaturen nått mellan 1100º och 1500ºC, och där har austenitkorntillväxten varit stor. I den ”normaliserade” zonen har istället den fina austenitkornstorleken givit en finkornig ferrit-perlit struktur.
Slagsegheten är sämre i den överhettade zonen och i den delvis omvandlade zonen. Även hållfasthet och hårdhet varierar i olika zoner.
1.6.2 Hur mäter man svetsbarhet?
Det saknas en standardiserad provningsmetod. Man använder allmänt kolekvivalenten eller liknande beräkningar som mått på svetsbarhet.
Ofta görs en svetsprocedurprovning innebärande att till exempel stålplåt som ska dokumenteras, svetsas med ett visst svetsgods med olika parametrar, som till exempel värmetillförsel (ström, spänning och matningshastighet) och arbetstemperatur. Slagseghet mäts sedan i olika positioner i svetsgods och värmepåverkat grundmaterial (plåten). Detta visar vilka svetsparametrar, som krävs, för att en viss seghet i ett svetsförband för detta stål ska erhållas. Metoden är mycket vanlig och krävs regelmässigt av offshorekunder.
1.6.3 Inverkan av olika faktorer
Kolekvivalenten, som beskrivits ovan, ger en bra uppfattning om de ingående ämnenas inverkan på svetsbarheten och då främst för att undvika stelningssprickor i svetsen och härdsprickor invid svetsens smältgräns.
Andra ämnen, som har betydelse är väte, svavel och titan.
Väte kan föras till svetsen genom fuktigt tillsatsmaterial. Det är viktigt att väte undviks, eftersom för hög vätehalt leder till så kallade kallsprickor, som utvecklas under 200ºC.
Svavel bidrar lätt till uppkomsten av så kallade varmsprickor, och svavelhalten bör hållas under 0,035 % för att undvika detta problem.
Bra slagseghet i svetsförbanden är att viktigt krav för en del svetskonstruktionsstål. Detta kan vara svårt att nå vid högenergisvetsning. Genom tillsats av titan, som bildar TiN-partiklar, kan kornstorleken i den överhettade zonen hållas nere och slagsegheten för svetsen hållas uppe.
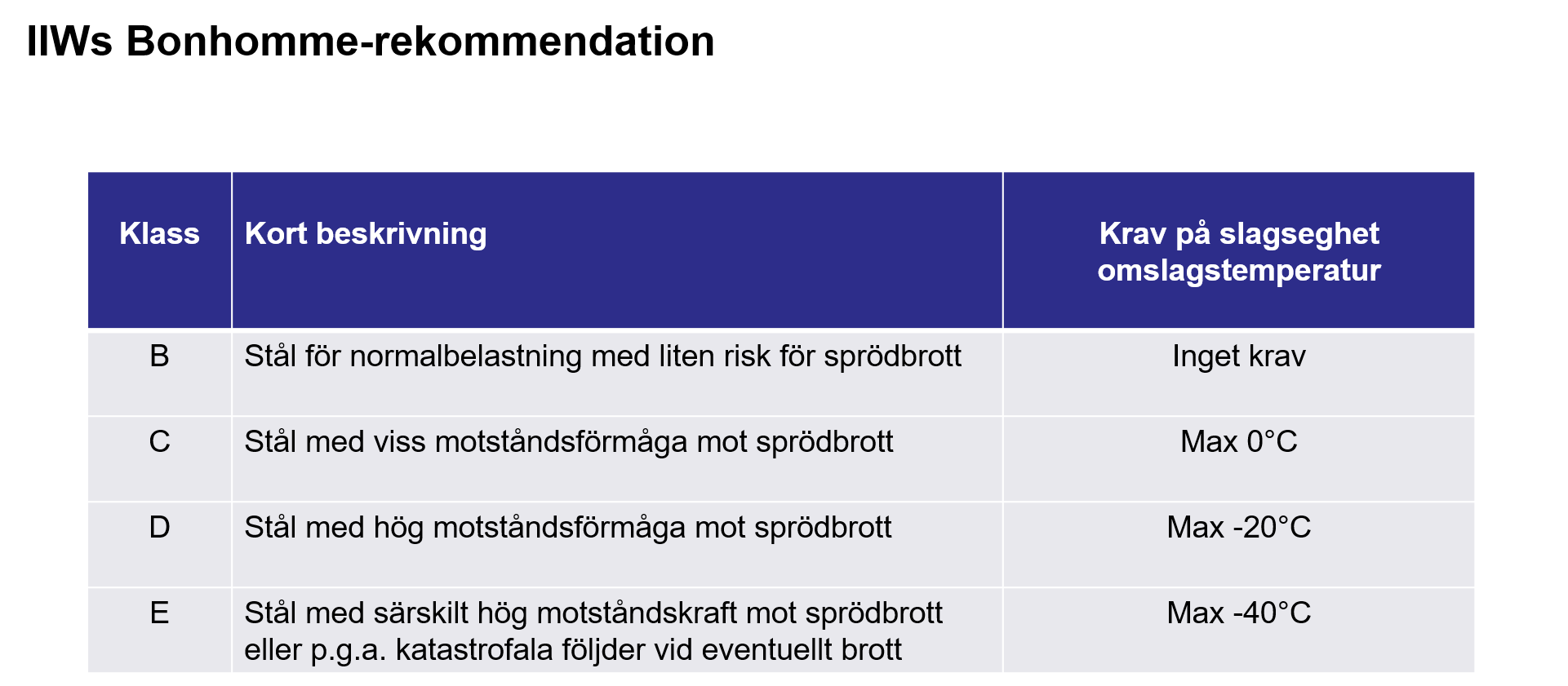
Betydelsen av slagseghet i svetsbara stål belyses av den internationella så kallade Bonhommerekommendationen. Den klassar in de svetsbara stålen i fyra kvalitetsklasser från B till E:

1.6.4 Svetsfel
Tre fel ska här beskrivas.
- Varmsprickor är längdgående sprickor i själva svetsgodset, se Figur 30. Sprickan kan ibland stanna strax under ytan. Denna typ av sprickor uppstår vid hög temperatur. Vid svetsens stelning och vid svalning bildas dragspänningar, som kan leda till bristningar om ämnena S, C, P och Nb har för höga halter. Att bygga svetsen med flera tunnare strängar minskar felriskerna.
- Kallsprickor eller vätesprickor. Som redan nämnts uppstår dessa sprickor vid för hög vätehalt i svetsen, ofta i kombination med att martensit bildats i den påverkade zonen. Sprickorna ligger i den påverkade zonen, se exempel på lägen i Figur 30. Sprickorna uppstår under 200ºC och kan även uppstå långt efter svetsningen. För att undvika såväl varm- som kallsprickor ska halterna av påverkande ämnen hållas låga.
- Skiktbildning eller ”Lamellar tearing” kan uppstå då materialet är belastat i tjockleksriktningar. Det beror på att platta utvalsade mangansulfider bildar försvagningar, som vid belastning spricker upp. Om man Ca-behandlar stålet före gjutningen, bildas i stället hårda runda sulfider, som behåller sin runda form vid varmvalsningen och denna typ av fel kan då undvikas.


{kind=link}