10.4.1 Limning
Limning är ett viktigt komplement till de konventionella fogningsmetoderna. Aluminium är den i särklass mest limmade metallen. Komponenter med högt ställda hållfasthetskrav i till exempel flygplan, Figur 125, och rymdfarkoster förekommer sedan länge som limmade. Det finns många andra exempel på limning av aluminium, till exempel har aluminium i båtar limmats mot både aluminium (skrov) och glas (fönster).

10.4.2 Förutsättningar för limning
Det finns ett flertal limtyper, förbehandlings- och limningsmetoder att välja mellan. Det är inte alltid lätt att välja rätt kombination och heller inte riskfritt att limma utan kunskap. Avståndet mellan molekylerna i materialet som ska limmas och limmets molekyler får högst vara 0,5 nm (nästan samma avstånd som mellan aluminiumatomerna) för att en kraftöverföring ska kunna ske. För att uppnå denna närhet krävs att limmet har lägre ytspänning än materialet som ska limmas, annars vill limmet hellre forma sig till en droppe än flyta ut. Olika ytor har olika egenskaper. Närvaro av föroreningar och oxider innebär att det förväntade kraftspelet mellan lim och aluminiummaterial inte kan uppstå. Fogytan ska vara känd, ren och reproducerbar för att ett fullgott och jämnt limningsresultat ska uppnås.
10.4.3 Limval
Valet av lim styrs av dess funktionssätt och kraven på limfogen, fyllnadsgrad, värmebeständighet, seghet, hållfasthet med mera. Limfogar har relativt god lastspridning, men det är sällan man erhåller limförband med jämn lastfördelning över hela fogytan. Belastningen är i regel störst i fogens kanter. Ju starkare lim man väljer, desto större blir spänningskoncentrationen i fogkanten. Omvänt gäller att ett svagare lim ger bättre lastspridning och lägre spänningstoppar. Det är lämpligt att upprätta en kravprofil över den tänkta limfogens egenskaper och över hur man vill hantera limningen i produktionen. En sådan lista gör det lättare att beskriva för en limleverantör vad man vill ha. Limvalet bör i viktiga fall föregås av utförliga provningar.
Någon gång under limningsprocessen måste limmet vara flytande för att väta och fylla aluminiummetallens ytstruktur. Limmet ska sedan stelna till ett material som kan överföra lasten i aktuell miljö. Övergången från flytande till fast form kan ske på tre olika sätt:
10.4.4 Fogutformning
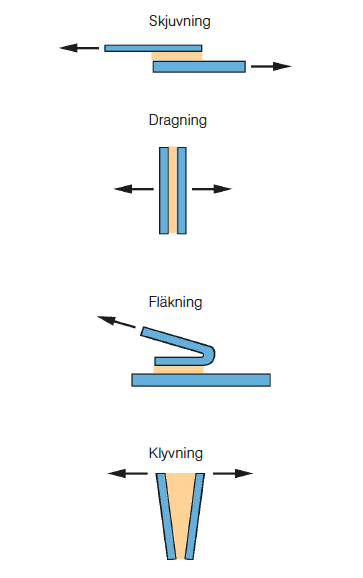
Limning innebär att förbandet skapas av plast eller gummi. Limmet har alltid lägre hållfasthet än aluminiummaterialet. För att kompensera för limmets lägre hållfasthet bör fogytan förstoras. Limfogar lämpar sig bäst för skjuvbelastning, Figur 126. Dragbelastade förband är ofta olämpliga för höga belastningar. Fläk- och klyvbelastning medför höga spänningar på en liten del av fogytan och bör undvikas.
10.4.5 Användningstemperaturen
Den praktiska användningstemperaturen för limförband ligger för många lim i intervallet 60–80ºC. Den högsta värmebeständigheten uppnås med värmehärdande lim och limfilmer (150–200ºC). Med silikonlim kan dock en värmebeständighet på cirka 250ºC uppnås utan värmebehandling.
10.4.6 Långtidshållfasthet
Långtidshållfastheten och beständigheten mot den yttre miljön hos ett limmat aluminiumförband bestäms i huvudsak av hållfastheten och beständigheten hos de aluminiumoxider man limmar mot. För användning i torr miljö kan en obehandlad aluminiumyta ge ett utmärkt limningsresultat. Samma limförband utomhus, i kustklimat, kan uppvisa mycket kort livslängd. Det är den sammansatta effekten av belastning, temperatur och miljö, som avgör förbandets livslängd.
Normalt är det inte limmet som förstörs eller vidhäftningen som upphör, utan det är aluminiummaterialet under limfogen som påverkas av miljön. Hur slät och jämn en yta än verkar vara, så finner man vid tillräckligt hög förstoring att ytan består av toppar och dalar. Trögflytande och snabbstelnande lim kommer därför endast i kontakt med topparna på ytan. Detta resulterar i en limfog med porer (luftfickor). I fuktig miljö kommer denna luft så småningom att ersättas av vatten. Detta ökar behovet av ytbehandling, till exempel anodisering, för att erhålla förbättrad korrosionshärdighet hos aluminiumytan.


10.4.7 Långtidsbeständiga limfogar
Grundprincipen för att framställa limförband med lång beständighet är välfyllda profildjup och beständiga oxider. Det finns ett mycket stort antal förbehandlingsmetoder för aluminium. Några av de vanligaste och några udda visas i Tabell 25. Valet bland dessa beror på användningsmiljö, belastning och kostnader. Noggranna uppgifter om behandlingsgång och eventuella arbetsmiljörisker bör inhämtas innan man bestämmer sig för en förbehandlingsmetod.
Tabell 25. Förbehandlingsmetoder vid limning
