10.2.1 Allmänt
Under inverkan av luftens syre bildas på aluminiumytan ett oxidskikt. Vid förhöjd temperatur sker oxideringen snabbare. För att svetsningen ska kunna utföras måste oxiden avlägsnas. Vid gasbågsvetsning (MIG-, TIG- och plasmasvetsning) bryter ljusbågen upp oxidskiktet samtidigt som gasen skyddar smältan mot luftens syre.
Värmeledningsförmågan hos aluminium är cirka tre gånger så hög som för stål och det specifika värmet är dubbelt så stort. Smältintervallet för aluminiumlegeringar ligger i området 570–660ºC, medan smältpunkten för stål ligger vid cirka 1500ºC. Dessa egenskaper medför att man behöver tillföra ungefär lika mycket värme vid svetsning av aluminium som vid svetsning av stål.
Porer kan uppstå i svetsen som en följd av att aluminium löser mer väte (hydrogen) i smält än i fast tillstånd. Vätgas kan bildas ur fukt eller smuts på arbetsstycket. Det är därför viktigt att grund- och tillsatsmaterialet noggrant rengörs samt att omgivningen är fuktfri.
Den temperaturskillnad som råder mellan olika delar av ett arbetsstycke kan under vissa betingelser, till exempel vid olämplig svetsföljd eller alltför kraftig inspänning, orsaka sprickor och deformationer.


TIG-svetsning utförs normalt med växelström och med argon som skyddsgas. Elektroden är av icke smältande typ. Vanligen används ren volfram eller volframlegeringar som elektrodmaterial. TIG-svetsning är lämpligt för både manuell och mekaniserad svetsning och passar för tjocklekar från 0,5 mm och uppåt.
MIG-svetsning utförs med likström och med argon eller argon/heliumblandningar som skyddsgas. Till skillnad mot TIG-metoden används tillsatsmaterialet också som elektrod. Det smälter i ljusbågen och överförs till svetsen i droppform (spraybågsvetsning).
Svetshastigheten för MIG är högre än för TIG och i storleksordningen 35–70 cm/min för materialtjocklekar mellan 1–20 mm. Den snabba svetsningen medför att storleken på det värmepåverkade området i grundmaterialet blir mindre än för andra smältsvetsmetoder. Som en följd härav blir även inbyggda spänningar och deformationer mindre.
MIG-metoden används för materialtjocklekar från 1 mm och uppåt. Den höga svetshastigheten är en nackdel när man ska utföra korta svetsar eller svetsa i svåråtkomliga lägen. Man väljer då hellre TIG.
Genom utvecklingen inom den moderna elektroniken har svetsaggregaten och metoderna utvecklats enormt under de senaste decennierna. Varianter på MIG- och TIG-svetsning finns därför för svetsning med hög kvalitet och god ekonomi. Plasma-MIG och Cold Metal Transfer (CMT) är exempel på nya metoder.
10.2.3 Smältsvetsningens utförande
Aluminium smälter utan färgförändring och smältan är mycket lättfluten. Svetsning av stumfogar kräver stor vana för att smältan inte ska rinna ned mellan fogkanterna. Om man kan ordna stöd på rotsidan (så kallad rotstöd), till exempel i form av en kopparskena, förenklas arbetet.

Materialvolymen minskar med cirka 8% när svetssmältan stelnar. Detta leder till krympningar i svetsen och deformationer i hela arbetsstycket.
De flesta aluminiumlegeringar kan svetsas. Kopparhaltiga legeringar, till exempel AW-2014, är känsliga för sprickbildning och bör inte väljas i svetsade konstruktioner. Punktsvetsning (motståndssvetsning) är dock lämplig för dessa legeringar.
Tabell 24 ger upplysningar om vilka tillsatsmaterial som passar vid svetsning av legeringskombinationer. För vissa legeringar anges alternativa tillsatsmaterial. Dessa kan väljas beroende på vilken egenskap hos svetsen man lägger störst vikt vid, till exempel korrosionshärdighet, hållfasthet eller frihet från sprickor.
Tabell 24. Val av tillsatsmaterial vid MIG- och TIG-svetsning av plåt- och profillegeringar. Exempel: Legering AlMgSi (se A) ska svetsas mot legering AlMg3 (se B). Tabellen visar då att AlMg5 är det lämpligaste tillsatsmaterialet. Se de blåfärgade rutorna.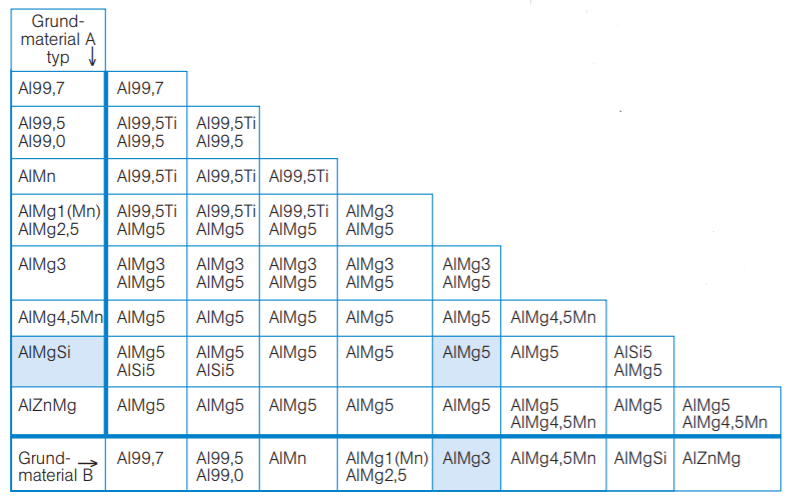
En ökad användning av tillsatsmaterialet AlSi12 förekommer i dag vid MIG-svetsning inom bilindustrin, speciellt vid svetsning av AlMgSilegeringar mot gjutgods AlSi10Mg.
Hållfastheten i grundmaterialet sjunker alltid vid svetsning. Området närmast svetsen (HAZ) får efter svetsningen en hållfasthet som är nästan densamma som för glödgat material. Hos de härdbara legeringarna kan man genom upplösning och åldring återhämta förlorad hållfasthet. Sådan behandling leder dock ofta till deformationer, speciellt vid kylning efter upplösningen. Hos AlZnMg-legeringar återvinns en viss del av den förlorade hållfastheten genom kallåldring.
10.2.4 Friction Stir Welding (FSW)
Ett verktyg med tapp och skuldra, Figur 110, roteras med 500–5000 varv per minut (rpm) och pressas ner i spalten mellan två aluminiumdelar. Verktyget förs längs spalten och förenar delarna till en svets med homogen och oxidfri struktur. Svetsen får mycket goda egenskaper och innehåller varken porer eller sprickor. Måttvariationer kan dock erhållas beroende på använt svetsdjup och vald legering. Som namnet anger ”rör verktyget om” materialet, men smälter det inte. Svetshastigheten är 0,5–1,5 m/min för AlMgSi-legeringar

Eftersom materialet i svetsen inte smälter blir deformationerna mycket små. FSW är därför en idealisk process för svetsning av profiler och plåt. På svenska kallas metoden friktionsomrörningssvetsning.
Den värmepåverkade zonen (HAZ) blir mycket liten varför hållfasthetssänkningen blir obetydlig. Jämfört med MIG/TIG-svetsar uppvisar FSW-svetsarna utomordentliga bockningsegenskaper samt utmärkt statisk och dynamisk hållfasthet.
Metoden är idealisk för stumfogar, Figur 111. Någon speciell fogberedning är normalt inte nödvändig. Överlappsfog går också bra att svetsa. Maskiner för svetsning upp till 14,5 m finns hos Hydro i Finspång.

Eftersom FSW utförs vid temperaturer under materialens smältintervall erhålls både liten värmepåverkan och minimala värmespänningar. Korrosionshärdigheten i svetsen är lika med grundmaterialets.
Liksom för andra processer har även FSW sina begränsningar:
- Ett kraftigt rotstöd är nödvändigt
- Svetsfixturer behövs för att hålla svetsobjektets delar på plats
10.2.5 Friction Stir Spot Welding (FSSW)
FSSW, eller friktionsomrörningspunktsvetsning på svenska, är en trycksvetsprocess som liksom FSW arbetar under aluminiums smältintervall. Metoden ger individuella svetspunkter som uppstår då man trycker ett roterande verktyg med hög kraft mot den övre ytan av två överlappande plåtar/profiler. Friktionsvärmet och det höga trycket plasticerar först den övre och sedan den undre plåten när verktygsspetsen tränger in i dessa. Verktygets tapp tränger in i plåten tills den är i kontakt med ytan på den undre plåten. Det höga smidestryck förbinder plåtarna metallurgiskt genom omrörning utan smältning. Efter en kort hålltid dras verktyget upp ur plåtarna. En punktsvets kan utföras var 5:e sekund. FSSW är fördelaktigt för svetsning av aluminium mot aluminium, koppar eller stål.
FSSW utförs i fyra steg. Först positioneras verktyget rätvinkligt mot arbetsstyckets yta och börjar rotera, Figur 112. Verktygets varvtal varieras beroende på tjocklek och materialsort. För 5000- (AlMg) eller 6000-serien (AlMgSi) ligger varvtalet normalt på 2000 rpm. För andra legeringar kan verktyget rotera så snabbt som 4500 rpm.

10.2.6 Friction Stir Spot Welding Refil (RFSSW)
En utveckling av FSSW-processen med återfyllning, RFSSW (R=refill), har introducerats. Den ger en mer estetisk svets än för FSSW.
RFSSW utförs genom att placera ett roterande cylindriskt verktyg mot två överlappande plåtar/profiler under tryck, Figur 113. På verktyget finns en centralt roterande tapp (grå i figuren) och en utanför den roterande hylsa (blå) plus ytterligare en hylsa (ljusgrå). Utformningen och dimensionerna på verktyget varierar beroende på material, plåttjocklek och svetsens hållfasthetskrav.

samt användningsområde för RFSSW. Undre figuren
visar en bilkomponent.
Vid starten av svetsningen verkar alla tre verktygsdelarna med nedåtriktade krafter på plåtarna. Centrumpinnen och hylsan värmer upp materialet genom rotation och pressas sedan ner i och igenom topplåten. Därefter lyfts centrumpinnen något, medan hylsan fortsätter nedåt in i bottenplåten. På ett förut inställt avstånd vänder hylsan uppåt och pinnen rör sig neråt igen. När både hylsan och pinnen är i jämnhöjd med arbetsytan stannar rotationen och verktyget hålls på plats för att tillåta svetsen att svalna. En slät svets (röd) har bildats.
10.2.7 Motståndssvetsning (RSW)
Via två vattenkylda kopparelektroder, som trycks mot ett överlappsförband aluminium/aluminium, tillförs elektrisk ström på 10–300 kA. Det ohmska motståndet i materialet, strömstyrkan samt tiden genererar svetsvärmet. Det elektriska motståndet hos aluminium är lågt och ledningsförmågan hög, varför strömstyrkan måste vara hög och svetstiden kort för att uppnå smältning. Svetsen blir linsformad.
Krav från bilindustrin har gjort att varianter på RSW har utvecklats för att svetsa aluminium mot stål. Dels har försök gjorts att punktsvetsa materialen direkt mot varandra, med viss framgång, Figur 114, dels har olika prefabricerade övergångsstycket, till exempel tunna explosionssvetsade bitar av Al/stål, använts, Figur 115.


10.2.8 Resistance Spot Riveting (RSR)
Det amerikanska aluminiumföretaget Arconic har utvecklat en ny metod för svetsning av aluminium mot ett flertal andra material, såsom stål, magnesium och kompositer, Figur 116. Företaget, som är en av de största aluminiumproducenterna i världen, har länge haft intresse av att öka användningen av aluminium inom fordonssektorn.

RSR-metoden svetsar ihop olika material med samma utrustning som vid konventionell punktsvetsning och erbjuder biltillverkarna flexibiliteten att snabbt kunna byta mellan RSR och konventionell svetsning.
För att bilda en svets placeras två eller flera plåtar, t.ex Al mot stål, mellan elektroderna i ett vanligt punktsvetssystem. Den övre plåten (Al) har hål för niten, den undre plåten (stål) har inget hål. Först placeras en nit (av stål) i hålet under den övre svetselektroden. Elektroderna lägger på en kraft och en svetsström går genom niten och bottenplåten, vilket skapar en svets (stål mot stål). Total cykeltid är 3–5 sekunder, vilket är jämförbart med en vanlig punktsvets.
Svetsen utbildas mellan niten och bottenplåten. Den övre plåten är inte elektriskt inblandad. Snarare är den mekaniskt fångad av nithuvudet. Därför kan den övre plåten vara vilket material som helst: likadant eller olikt, målat eller omålat, ledande eller icke ledande. Så länge den övre plåtens tjocklek överensstämmer med nitens skaftlängd kan plåtarna utgöra vilken kombination som helst av stål, aluminium, kolfiber, glasförstärkt komposit eller plast.
Systemet har utvecklats med biltillverkarna i tankarna, men kan också användas inom verkstadsindustrin. Då multimaterialkombinationer ökar i bilar är RSR-teknologin en idealisk fogningslösning. Den kan lätt anpassas till förändringar i sammansättningslinjen och utnyttja befintliga svetsrobotar utrustade med automatiska matningssystem.
10.2.9 Övriga svetsmetoder
Det finns många andra svetsmetoder för aluminium, till exempel brännsvetsning, explosionssvetsning, lasersvetsning, friktionssvetsning, högfrekvenssvetsning, ultraljudsvetsning, elektronstrålesvetsning. Alla metoderna fungerar utmärkt på aluminium, men har fått begränsad användning oftast på grund av dyr utrustning.
