11.2.1 Ekonomiska synpunkter
För att få en ekonomisk aluminiumkonstruktion måste man beakta:
- relationerna mellan materialkostnad och arbetskostnad
- funktionsanpassningen mot andra komponenter
- yttre driftsförhållanden
- transport- och monteringskostnader
- drift- och underhållskostnader
- anpassningen till ändrade funktionskrav
Målet med all projektering är att uppfylla alla krav på ett så bra sätt som möjligt, det vill säga utföra en totaloptimering av konstruktionen.
Genom profilpressningstekniken har man stor frihet i utformningen av profilerna och kan anpassa godstjocklek och dimensioner till kraftflöden och knutpunkternas utseende. Det lönar sig ofta att konstruera just de profiler man vill ha. När det gäller stålprofiler har man ett ganska begränsat lagersortiment att välja bland. Specialbeställda profiler blir mycket dyra eller kan ej utföras utan mer eller mindre omfattande svetsning, fräsning eller annan bearbetning.
I det följande behandlas faktorer som rör konstruktionens optimering.
11.2.2 Konstruktionsdelar med dragpåkänningar
Ofta vill man använda erfarenheter från stålkonstruktioner när man konstruerar med aluminium.
Vid samma sträckgräns för aluminium (Rp0,2) och stål (ReL) får man viktrelationen 1:3. Om priset på aluminium antas vara 3 gånger högre per kilo än priset på stål, är det ofta angeläget att minska materialåtgången och tillverkningskostnaden. Genom att konstruera med pressade profiler kan man påverka dessa faktorer och oftast sänka totalkostnaden.
Dragbelastade konstruktionselement finns bland annat i fackverk. I dessa bestäms profilernas utseende oftast av knutpunkternas utformning.
11.2.3 Konstruktionsdelar med tryckpåkänningar
En slank stång av aluminium har förhållandevis hög materialåtgång per enhet lastupptagande förmåga. Detta beror på att knäckningslasten till stor del styrs av elasticitetsmodulen.
Vid jämförelse mellan en stång av aluminium och en av stål med samma tvärsnitt och hållfasthet erhålls:

λAl är slankheten för aluminiumstången och λStål är slankheten för stålstången. Detta innebär att slankhetstalet för aluminiumstången är ca 1,7 gånger större än för stålstången. Om knäcklängden är mycket kort med λAl < 0,2 har knäckning ingen inverkan och aluminiumstången väger cirka en tredjedel av stålstången och har samtidigt samma bärförmåga, Figur 133.
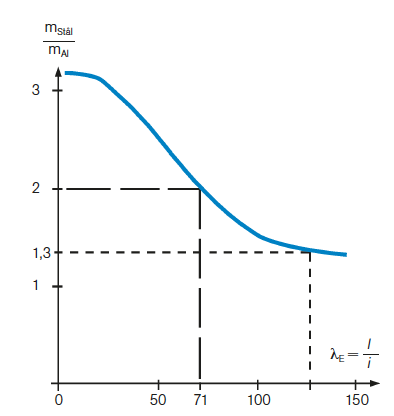
för aluminium- och stålstång. λ är här definierat,
enligt Euler, som knäcklängden (l) dividerat med
tröghetsradien (i).
Om λAl > 0,2 ökar vikten för aluminiumstången i förhållande till stålstången. Om längden är konstant måste yttröghetsmomentet och troligtvis tvärsnittsarean ökas för att uppnå samma bärförmåga som hos stålstången.
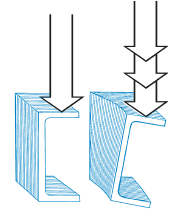
För profiler med öppet tvärsnitt till exempel I-profiler, finns risk för torsionsknäckning. Här kan materialbesparing uppnås genom att välja till exempel en aluminiumprofil med slutet tvärsnitt. Vridstyvheten hos ett sådant tvärsnitt är avsevärt större än motsvarande öppna tvärsnitt, vilket innebär effektivare materialutnyttjande.
11.2.4 Konstruktionsdelar med böjpåkänning
Vid jämförelse mellan en aluminiumbalk och en stålbalk med lika tvärsnitt och hållfasthet, och där lasten utgörs enbart av egentyngd, kommer nedböjningen att vara lika och vikten för aluminiumbalken en tredjedel av stålbalkens. Om lasten av egentyngd är försumbar jämfört med en yttre last kommer nedböjningen av aluminiumbalken att vara tre gånger den för stålbalken. För att kompensera effekten av elasticitetsmodulen kan yttröghetsmomentet för aluminiumbalken höjas antingen genom omfördelning av gods och en höjning av tvärsnittshöjden eller genom att öka tvärsnittets area. Generellt är vikten hos en aluminiumbalk cirka hälften av vikten hos motsvarande balk i stål (en grov tumregel).
11.2.5 Speciell utformning
Med hjälp av profilpressning kan mycket komplicerade och sinnrika tvärsnitt utvecklas, där liten väggtjocklek är möjlig, se Figur 134. Med profiler erhålls stora vinstmöjligheter, därför att tröghetsmomenten kan bli mycket stora i förhållande till arean. I detta ligger dock en fara hos aluminium, som man måste peka på, faran för instabilitet till följd av djärv geometrisk utformning och relativt låg elasticitetsmodul. Instabiliteten kan uppträda i lokala delar av tvärsnittet eller i balken som helhet. Den kan uppträda som buckling, knäckning eller vippning. Elasticitetsmodulen varierar ytterst litet mellan olika aluminiumlegeringar. Man måste därför vara observant på brott och bucklor, när man utnyttjar hållfastheten hos höghållfasta legeringar, eftersom förhållandet mellan materialspänning och elasticitetsmodul här är störst.

Små ändringar i konstruktionen kan ofta vara tillräckliga. Ett exempel på detta visas i Figur 135. Konsolen överst i figuren är tillverkad av stål. Om förstyvningen är tunn och konsolen tillverkas av aluminium, kan en placering av förstyvningen som i den undre figuren förhindra knäckning.

I Figur 136 visas vippning. Här är styvheten i vertikalplanet stor i förhållande till vridstyvheten. Ett extra vridmoment kan lätt uppträda i osymmetriska profiler. Lasten kan då få en olycklig placering relativt skjuvcentrat och ge upphov till ett extra vridmoment på balken. Fenomenet visas på en enkel, osymmetrisk profil i Figur 137. Kontrollberäkningar bör därför göras i sådana fall.

Emellertid är det i praktiken bara några fall som denna deformationstyp är aktuell för, då materialspänningarna normalt är måttliga.
Profilpressning ger möjlighet att kombinera böjstyvheten hos I-tvärsnittet och vridstyvheten hos ett slutet tvärsnitt. Detta ger en optimal lösning som ofta är ekonomiskt försvarbar i små och stora serier.
11.2.6 Materialkostnader
Materialkostnaderna varierar beroende på bland annat:
- formvarutyp (plåt, band, profil, gjutgods)
- legering
- legeringstillstånd
- godstjocklek
Generellt gäller att plåt i standardtjocklekar är billigare än profiler, räknat i kronor per kilo.
Prisrelationer
Vid val av konstruktionsmaterial måste man ta hänsyn till att priset varierar för olika aluminiumkvaliteter. I grova drag kan prisrelationerna för plåt i tjockleksområdet 1–3 mm sättas till:
För plåt med speciella krav på format och toleranser kan prisrelationerna bli annorlunda. Även för profiler varierar priset med legering och tillstånd. Det varierar inom vida gränser avseende form, vikt, måttolerans och ytbehandling.
11.2.7 Kostnader för profiler
Aluminiumprofiler är ofta ekonomiskt konkurrenskraftiga gentemot andra typer av konstruktionselement. Visserligen är priset per kg högre än för stål, men den merkostnaden kan kompenseras av lägre vikt per volymenhet, lägre bearbetningskostnad, underhållsfrihet, längre livslängd och högre återvinningsvärde.
Verktyg
Ett skäl till att använda aluminiumprofiler är den låga kostnaden för pressverktyget, matrisen. Priset för ett nytt verktyg är inte högre än att många företag numera beställer verktyg till sina prototyper vid produktutvecklingen. Det är både billigare och går snabbare än prototypframtagning på det konventionella sättet med skärande bearbetning. Eftersom små modifieringar kan göras i verktyget, kan många gånger det första verktyget användas även i serieproduktion.
Verktyg kostar normalt 9000–200000 kr. Några exempel på aktuella verktygspriser visas i Figur 138. I verktygspriset, som är en engångskostnad, ingår korrigering, inkörning och ersättningsverktyg vid slitage.

Färdig profil
De faktorer som inverkar på kostnaden per meter färdig profil är:
- pressbarhet
- legering
- vikt per meter
- ytkrav, tolerans
- kvantitet
Konstruktören har här stora möjligheter att genom en väl övertänkt konstruktion påverka de fyra första faktorerna.
Pressbarhet
Pressbarheten är ett mått på den effektivitet, bland annat presshastighet, med vilken profilen kan produceras. Den har stor betydelse för priset.
Legering
Ett högre legerat material är dels dyrare, dels mer svårpressat än till exempel det lägre legerade AW-6060. Man ska därför inte välja en legering med högre hållfasthet än nödvändigt. Det lönar sig i de flesta fall att dimensionera en profil och pressa den i en mindre hållfast, men mer lättpressad legering.
Toleranser och ytklasser
Snäva toleranser och höga ytkrav fordrar noggrann kontroll i alla tillverkningsled, vilket resulterar i högre priser. Specialtoleranser bör således begränsas till de för profilens funktion viktigaste måtten. Krav på högsta kvalitet bör diskuteras noga med tillverkaren.
11.2.8 Kostnadsjämförelser av aluminium- och stålkonstruktioner
Följande fem punkter kan vara till ledning vid kostnadsbedömning av en konstruktioner i aluminium jämfört med en i stål:
- formgivning
- bearbetningskostnader
- färdigvikt
- underhållskostnader
- transporter
Även återvinningsvärdet och skrotpriset har betydelse.
Formgivning
En profil med komplicerad form kan ofta tillverkas direkt i aluminium. Figur 139 visar en gejder till en lucka. Den är tillverkad av stål och består av ett stort antal kälsvetsar och en blandning av tjockt och tunt material. Konstruktionen kräver mycket riktningsarbete efter svetsningen. Radiografisk kontroll av svetsarna är mycket svår att utföra.
Figur 140 visar samma gejder gjord av aluminiumprofiler. De tre svetsarna är stumsvetsar och utförda mot gods av samma tjocklek. Riktningsarbetet är minimalt. Kontroll med radiografi, ultraljud och sprickindikering kan utföras mycket lättare i detta fall.

Bearbetningskostnad
Aluminium har lågt formningsmotstånd vid plastisk bearbetning jämfört med flera andra metaller. Detta ger ofta lägre maskinkostnader.
Aluminium är också lätt att bearbeta med skärande verktyg. Man kan använda vanliga träbearbetningsmaskiner, till exempel bandsåg. Praktiskt taget all spånskärande bearbetning sker snabbare och billigare i aluminium än i stål. Höghastighetsbearbetning är i dag mycket vanlig för aluminium. Upp till 95% av ett aluminiumämne kan bearbetas bort för att få fram en komplicerad detalj.
Kostnaderna för spånskärande bearbetning av aluminium jämfört med stål är 30–70% för någorlunda komplicerade bärande konstruktioner. I vissa fall kan man komma under 30%. För aluminium framställs en profil direkt genom profilpressning, medan man för stål kanske måste använda både svetsning och maskinbearbetning.
Färdigvikt
Vikten av en aluminiumkonstruktion är oftast 40–60% av motsvarande stålkonstruktion. Den låga vikten ger kostnadsbesparingar både vid transport och montering, men också vid själva tillverkningen av objektet. Man kan därvid använda mindre truckar, kranar och traverser, i många fall blir de kanske helt onödiga. I bland kan den låga vikten ensamt vara den avgörande faktorn för konstruktionens ekonomi.
Underhållskostnader
Aluminium har god härdighet mot korrosion i de flesta miljöer. Underhållskostnaderna blir därmed låga. Målning behöver därför endast utföras av dekorativa skäl.

Transporter
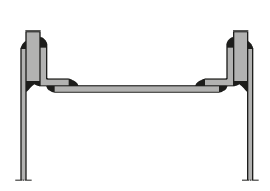
Det är naturligtvis ett önskemål att alla transportmedel ska kunna transportera största möjliga last till lägsta möjliga kostnad. Exempel på transportfordon, där aluminium fått stor användning, är tankbilar och -båtar, vilka används för transport av vätskor (olja, mjölk, vatten) eller pulverformiga material (spannmål, cement, plastgranulat). Även kryogena (låg temperatur) vätskor transporteras i aluminiumtankar vid –200ºC till –160ºC, Figur 142. De flesta vätskor kan utan risk för korrosion transporteras i aluminiumtankar. Tankbilar kan, liksom andra aluminiumfordon, oftast användas helt omålade. Vissa syror och alkalier samt några flytande kemikalier angriper dock aluminium. För bästa korrosionsskydd kan offeranoder av magnesium eller zink användas.

Det konstruktiva utförandet och beräkningarna skiljer sig inte nämnvärt mellan tankbilar utförda i olika material. Den cylindriska formen ger en vrid- och böjstyv konstruktion som stagas upp genom invändiga skott, antingen i form av skvalpskott eller mellanväggar. Tanken utförs av helsvetsad aluminiumplåt med längsgående förstyvningsbalkar på undersidan. Dessa balkar görs av pressade profiler.
Aluminiums lämplighet för transportfordon beror bland annat på materialets styrka, den goda korrosionshärdigheten samt den låga vikten. Ett exempel är säkerhetshytter för lastbilar, som byggs upp på en ram av aluminiumprofiler, Figur 143.
De ekonomiska fördelarna med aluminium ligger givetvis i den låga vikten, som innebär att större nyttig last kan transporteras per enhet.

