11.2.1 Vaggjutning
Metoden möjliggör – genom den speciella tekniken vid fyllning av smälta vid korrekt utformning – normalt sett en styrd och lugnare metallfyllning samt ett bättre riktat stelnande (varmaste metallen i toppmataren etc) än vid statisk kokillgjutning. Vid produkter med komplicerad formgivning erhålls ofta betydande tekniska fördelar. Jämfört med statisk kokillgjutning uppnås ett förbättrat metallutbyte och lägre kostnader för efterbehandling.

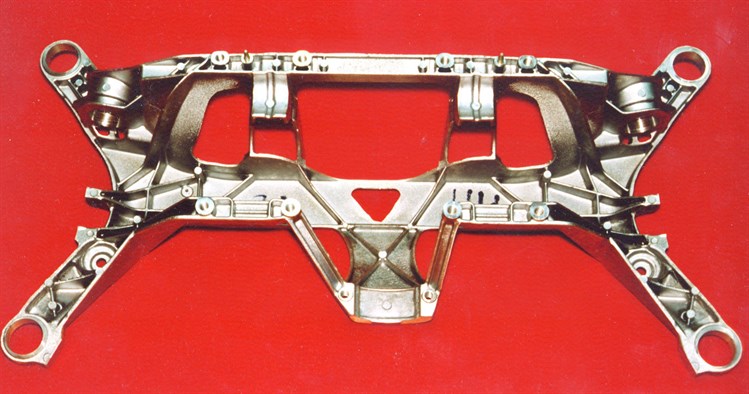
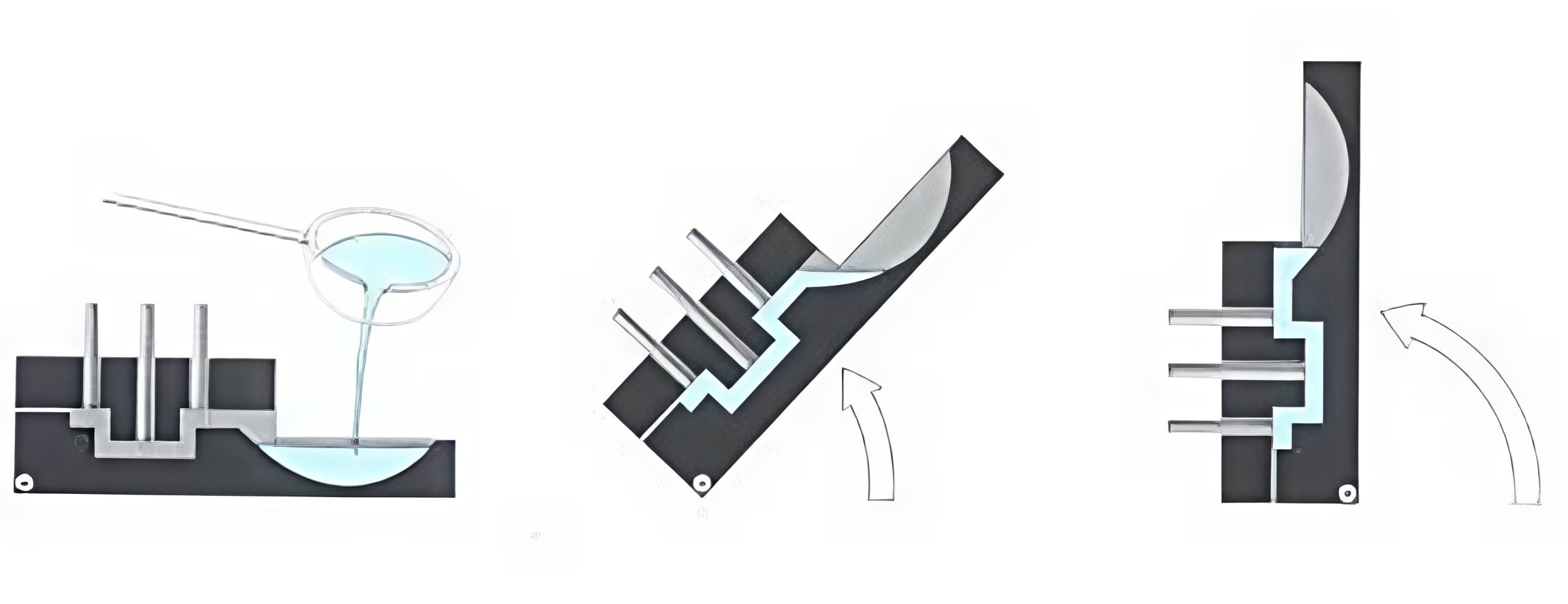
Figur 8. Principen för vaggjutning (Fundo Components).
Metoden är väl lämpad för detaljer upp till cirka 25 kilo och som ett exempel på en större detalj ses i figuren nedan en bakaxelupphängning. Tidigare var upphängningen tillverkad genom sammansvetsning av 26 olika stålplåtar.
Även vaggjutning förekommer i olika varianter, med vaggning upp till 180 grader samt med fyllning med robot frikopplat från själva vaggrörelsen. Det senare exemplet beskrivs mer utförligt i filmen nedan.

Metoden lämpar sig även väl för användande av sandkärnor när sådana krävs av formtekniska skäl. Till följd av den allt större fokuseringen på lättviktlösningar har hålade gjutna balkliknande konstruktioner blivit allt vanligare för lastbärande konstruktioner. Hur stor inverkan får då form-givning med sandkärna på ena sidan och kokill på den andra på stelningshastigheten och därmed på mikrostruktur och hållfastheten? Generella svar är svåra att ge på denna fråga men simulering av detta kan ge värdefulla insikter. I figuren nedan visas resultat från jämförande simulering av detta inför val av tillverkningsmetod av en fordonskomponent, stål / sand kontra sand / sand och stål / stål.

Figur 10. Resultat från simulering av inverkan av sandkärna (Coldbox kvartssand) vid vaggjutning AlSi9Mg, SDAS i tvärsnitt (Fundo Components).

{kind=link}
{kind=link}