11.3.1 Lågtryckskokillgjutning
Inom kokillområdet är bilfälgar sedan länge den volymmässigt största applikationen. Vid detaljer där central placering av ingjut och matning önskas är metoden särskilt fördelaktig och ger då utbyten som i gynnsamma fall når 90 procent.
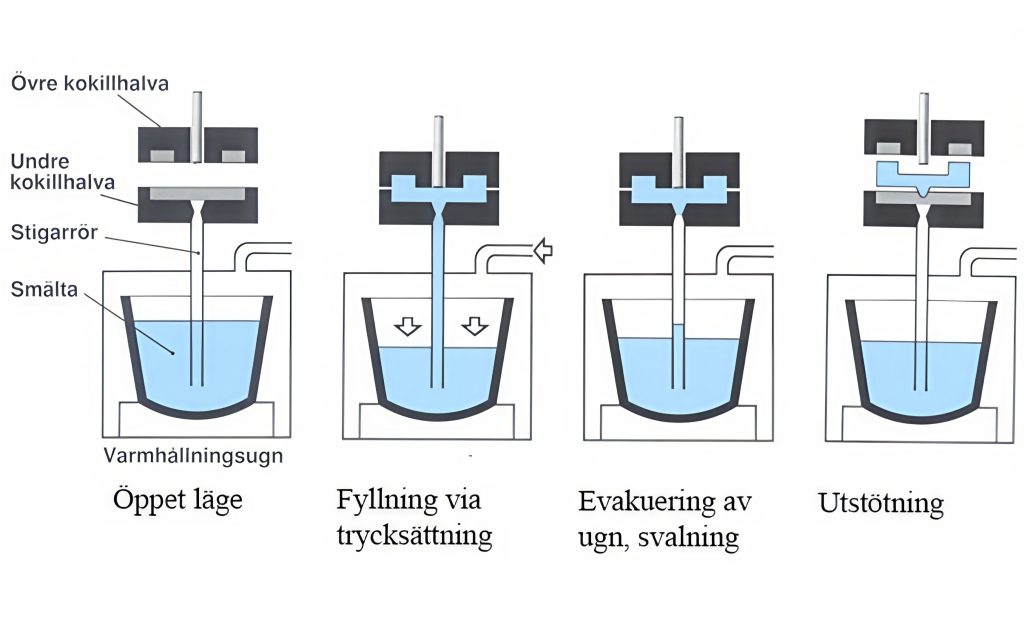
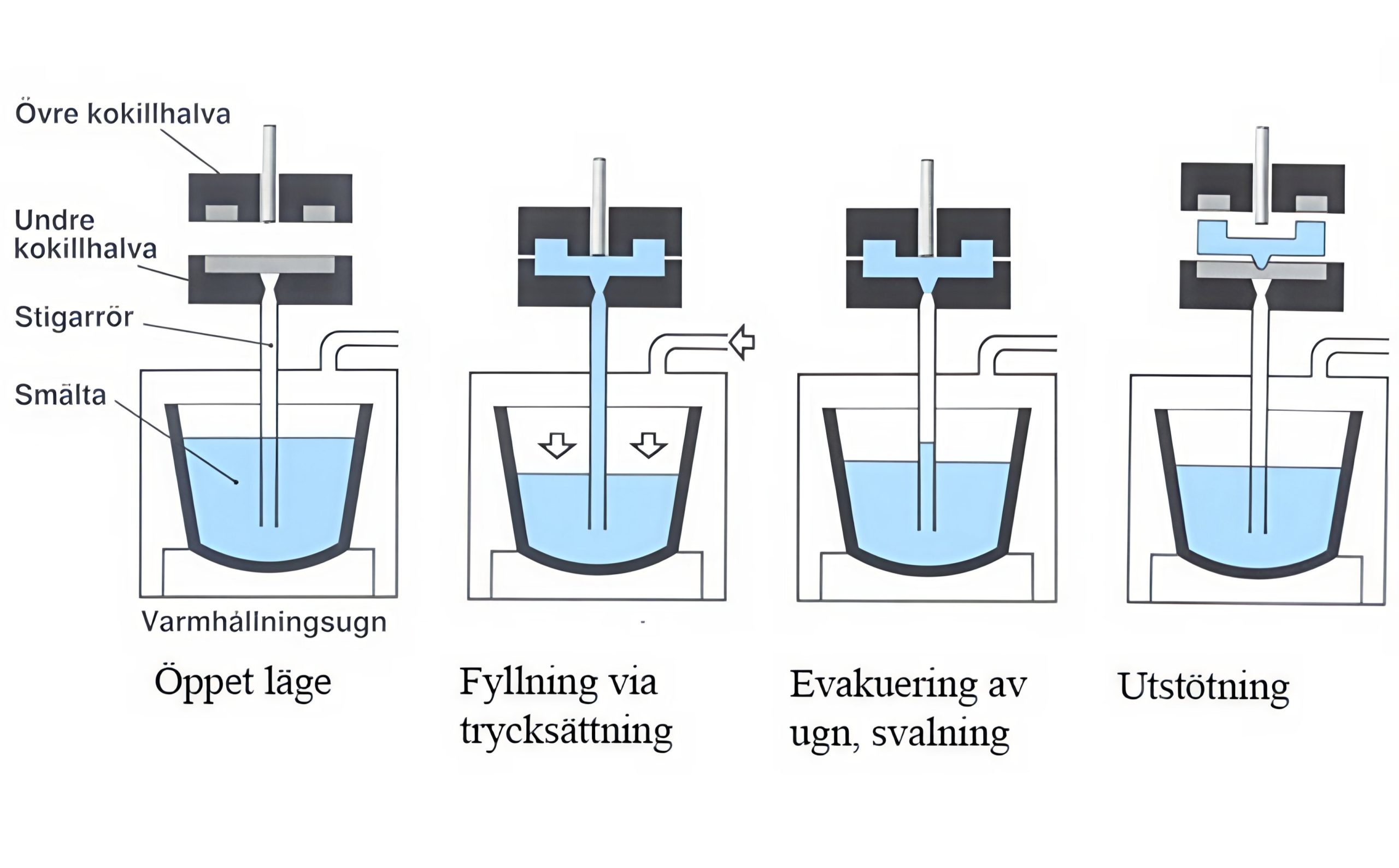
Figur 11. Principen för lågtryckskokillgjutning (Fundo Components).
Som framgår av figuren ovan innebär metoden att kokillen är placerad i ett maskinstativ ovanpå en varmhållningsugn, vilken är innesluten i en gastät ugnskammare. Varmhållningsugnen är förbunden med kokillen med ett stigarrör. Vid gjutning påläggs ett övertryck, vanligen 20 – 100 kPa, i ugnskammaren. Genom detta tryck pressas smälta från varmhållningsugnen upp i kokillen och fyller formrummet. Trycket på smältan kvarhålls så länge att önskad eftermatning under stelningsperioden uppnås och att en välfylld detalj med stelnad ingjutspunkt erhålls innan lufttrycket reduceras och smältan i stigarröret rinner tillbaka ner i varmhållningsugnen. Vid behov av kokill med flera kaviteter eller vid detaljer med behov av matning på flera ställen kan flera stigarrör eller en fördelningslåda med flera ingjutspunkter till kaviteten användas.
Applikationsområdet för lågtrycksgjutning växer, särskilt för lastbärande komponenter, som till exempel hjulupphängningsdetaljer. Sandkärnor kan användas även i denna metod men det ställer stora krav på kärnornas blackning för att undvika metallinträngning i kärnan. Orsaken är att det metallostatiska trycket genererat av ett eftermatningstryck på 75 kPa motsvarar en tryckhöjd av drygt 2 meter aluminium. Detta tryck medför också att spalter för exempelvis avluftning endast kan vara hälften så stora som för övriga kokillmetoder. Även värmeöverföringen mellan smälta och metall påverkas under delar av gjutcykeln, vilket bland annat gör att behov av blindmatare måste lösas genom speciella åtgärder.

Figur 12. Lågtryckgjutmaskin (Fundo Components).
Lågtrycksgjutning är särskilt fördelaktig för större detaljer ur metallhanteringssynpunkt. Moderna maskiner för lågtryckskokillgjutning är ofta utrustade med automatisk utrustning för urplockning av gods ur maskinen efter gjutningen. Hela gjutcykeln tar 4 till 15 minuter, beroende på godsets storlek och utformning. Gjutprocessen är normalt helt automatiskt styrd och de parametrar som styrs är:
- Tryckuppbyggnad efter det att kokillen stängts.
- Konstanthållning av trycket.
- Minskning av trycket.
- Öppning av kokillen inklusive kärndrag.
- Utstötning av godset ur kokillen.
- Kokillvärmning.
- Kylkretsar i kokillen, temperatur och tidstyrda.
- Ugnstemperaturen.

{kind=link}
{kind=link}