10.1.1 Översikt och Pressgjutna material
10.1.1.1 Översikt
Pressgjutning är, precis som namnet antyder, en gjutmetod där man pressar smält metall under högt tryck och med hög hastighet in i en permanent gjutform. Själva gjutformen (verktyget) består av två eller tre verktygsdelar i stål. På formen monteras vid behov en eller flera metallkärnor som bildar håligheter i den färdiga detaljen.
Utmärkande för pressgjutning är användandet av material med relativt låg smältpunkt. Framför allt används aluminium, men även zink, magnesium, kopparlegeringar och mässing är vanligt förekommande pressgjutlegeringar.
Efter att formen fyllts avger smältan värme till de vatten- eller oljekylda verktygshalvorna, vilket gör att metallen stelnar relativt fort. Därefter öppnas verktyget och gjutgodset plockas ut. Tack vare hög injektionshastighet och ett högt metalltryck kan smältan fylla ut mycket tunna sektioner, ner till ett par mm i godstjocklek.
Pressgjutning har därmed flera stora fördelar jämfört med andra gjutmetoder, exempelvis hög produktivitet, hög repeterbarhet och dimensionsnoggrannhet, goda mekaniska egenskaper och fina ytor. Möjligheten att gjuta tunna sektioner ger detaljer med hög vikteffektivitet vilket uppskattas bland annat av fordons- och flygindustrin, liksom tillverkare av handburna verktyg och elektronik.
Det som begränsar metoden är bland annat att den kräver långa serier för att vara konkurrenskraftig, främst beroende på att verktygen är relativt dyra och har en begränsad livslängd, cirka 100 000 detaljer. En annan nackdel är att det i dagsläget saknas en bra teknik för att kunna gjuta detaljer med inre håligheter där det inte går att få släppning.
Ökande kundkrav leder till en kontinuerlig utveckling av pressgjuttekniken. Som exempel kan nämnas vakuumpressgjutning som ger ett gjutgods med mycket låg porhalt, vilket gör att detaljerna kan såväl värmebehandlas som svetsas, och därför används metoden alltmer för gjutning av stora strukturdetaljer med höga mekaniska påkänningar. En annan metod som nu är under snabb utveckling är 3D-printning av hela verktyg eller mindre verktygsinsatser, vilket skapar möjlighet till bättre kylning/ökad produktivitet och ökad livslängd hos verktyget. Även användningen av engångskärnor i sand eller salt, så kallad ”lost core”, närmar sig ett kommersiellt genombrott och därmed en bredare tillämpning. Denna teknik gör att pressgjutning kan börja konkurrera med andra gjutmetoder inom helt nya produktsegment.
Till skillnad från flera andra gjutmetoder är det dyrt och tidskrävande att via pressgjutning snabbt ta fram prototyper eftersom ledtiden för nya verktyg är lång, typiskt 6 – 12 veckor och verktygen är relativt dyra, exempelvis jämfört med en sandform. En möjlig lösning som studeras är att istället snabbt gjuta fram relativt sett billiga verktyg i gjutjärn, vilka bedöms hålla för någonstans mellan 10 till 100 detaljer, vilket kan vara fullt tillräckligt för prototyper och förserier.
De cirka 60 delkapitel kring pressgjutning som finns tillgängliga i handboken har tagits fram med hjälp av ett flertal internationella samarbetspartners.
Tyska Verband Deutscher Druckgiessereien (VDD) och Bundesverband der Deutschen Giesserei-Industrie (BDG) har låtit denna handbok använda en redigerad översättning av handboken ”Druckguss aus NE-Metallen. Technische Richtlinien” för kapitlet med konstruktionsråd.
Amerikanska North American Die Casting Association (NADCA) har tillåtit användning av texter ur sina handböcker för delar av kapitlen kring pressgjutningsmaskiner, processen vid pressgjutning, vakuumpressgjutning och strukturdetaljer.
Spanska Tecnalia har tagit fram material för handboken för kapitlet kring pressgjutningsmaskiner.
10.1.1.2 Pressgjutna material
Den senaste svenska branschstatistiken kring gjutgods togs fram 2013. Enligt den var runt 75 procent av allt svenskt pressgjutgods i aluminium, nära 12 procent i zink, drygt 10 procent i koppar och några procent i magnesium.
Olika legeringar för gjutgods presenteras närmare i handbokens kapitel kring gjutna material.
Här nedan beskrivs de vanligaste legeringsmetallerna för aluminium och zink kortfattat. Därefter rubriceras de standarder för koppar och magnesium vilka reglerar dess legeringsinnehåll.
Aluminium
Aluminiums huvudsakliga legeringselement är oftast kisel, koppar, mangan, järn och zink. Aluminium är en relativ mjuk metall då det är legeringsämnen som ger metallen dess olika egenskaper. Ytterligare element såsom tenn, bly, vismut, natrium, kalcium, antimon, beryllium, fosfor, titan och bor betraktas inte som normal legeringselement men kan förekomma i väldigt små fraktioner.
De legeringar av aluminium som vanligen används i pressgjutning går att hitta i Stena aluminiums produktblad.
Nedan finner ni en omvandlingstabell för de olika internationella standarder som finns för aluminium. Detta kan vara ett bra hjälpmedel vid jämförande av legeringar och olika länder.
Tabell 1. Omvandlingstabell för aluminiumlegeringar.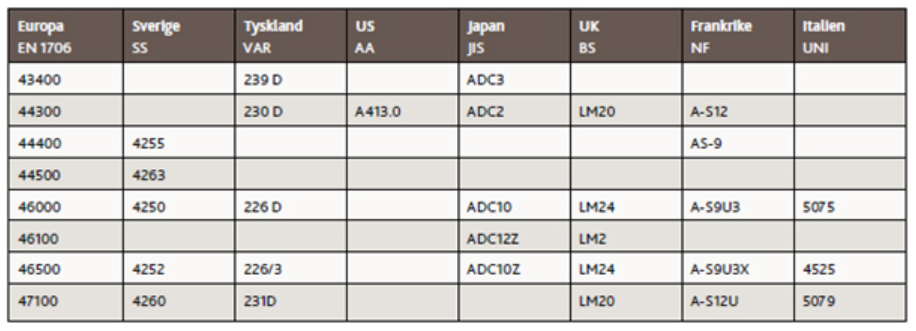
Mer om aluminiumlegeringar finns att läsa i aluminiumdelen av kapitlet gjutna material.
Zink
Följande text kommer ur tidskriften Gjuteriet 2017:2:
Zinkpressgjutgods kännetecknas idag av en hög grad av automatisering liksom av sofistikerad teknik och kvalitetssäkring. Normerade legeringar används. Basen utgörs av renzink med en renhet på 99.995%. Aluminium (3 – 4%), koppar (upp till 3%) och magnesium (<1%) är legeringsämnen, vilka väsentligen påverkar legeringarnas egenskapsprofil. Exempelvis förbättrar koppar draghållfasthet och hårdhet. Magnesium förhindrar interkristallin korrosion. Aluminium förbättrar skärbarheten liksom de viktigaste användningsegenskaperna som draghållfasthet, brottöjning och slagseghet. Samtidigt reducerar aluminium vid temperaturer under 450°C drastiskt reaktiviteten hos järnhaltiga material vid kontakt med flytande smälta. Därigenom kan alla zink-aluminiumlegeringar gjutas i snabba och högproduktiva varmkammarpressgjutmaskiner. I Europa används vanligtvis legeringarna ZL 400, ZL 420 och ZL 430. För speciellt tunnväggigt gods har utvecklats legeringar med särskilt god flytbarhet.
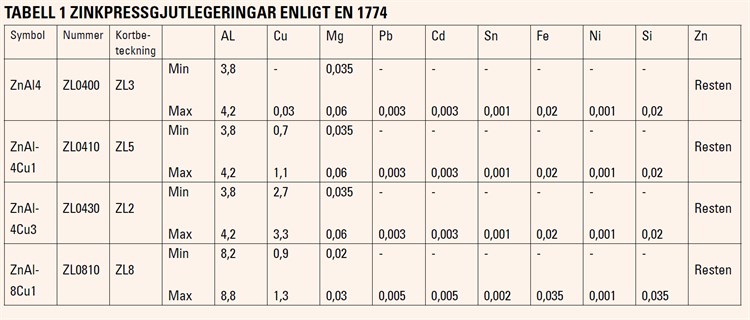
Att innehålla normerad sammansättning hos zinklegeringar för pressgjutning är en viktig och tvingande förutsättning för kvalitativt högvärdigt zinkpressgjutgods. Genom införandet av standarderna SS-EN 1774 (Zinklegeringar, beteckning ZL) och SS-EN 12844 (Zinkpressgjutgods, beteckning ZP) harmoniserades de olika europeiska beteckningarna för zinklegeringar och deras kemiska sammansättning. Legeringstillverkaren måste bevisa sammansättningen på materialtackorna så att förutsättningarna för en optimal zinkpressgjutningsprocess föreligger. Uppfylls vid gjutning inte de högsta kvalitetskraven kan legeringssammansättningen förändras under smält- och gjutförloppet. Standarden EN 12844 syftar till att ge kunder till zinkpressgjutgods garanti för att den gjutna komponenten uppvisar krävda egenskaper och även under en längre tidsperiod uppfyller funktionskraven.
Tabell 2. Vanligt förekommande zinklegeringar.
Mer om zinklegeringar finns att läsa i zinkdelen av kapitlet gjutna material.
Koppar
Kopparlegeringar, som bronser, rödmetall och mässing, finns upptagna i standarden SS-EN 1982.
Mer om kopparlegeringar finns att läsa i koppardelen av kapitlet gjutna material.
Magnesium
Magnesium är den lättaste av alla konstruktionsmetaller. De vanligaste använda legeringarna innehåller aluminium och zink. Standarden heter ISO 16220.
Mer om magnesiumlegeringar finns att läsa i magnesiumdelen av kapitlet gjutna material.

{kind=link}