10.2.1 Konstruktionsråd
Det ligger i både slutkunden och gjuteriets intresse att på ett tidigt stadium göra en avstämning av den gjutna komponentens konstruktion. Ändringar av det tillverkade pressgjutverktyget är svåra att göra och medför höga kostnader. Vid komplicerade och högt påkända nykonstruktioner kan det vara lämpligt att först tillverka en prototyp genom gjutning i sandform eller genom lågtryckskokillgjutning. Med en enkel lätt modifierbar och även billig modellutrustning är det möjligt att få en kostnadseffektiv utformning av den planerade pressgjutna komponenten. Med lågtryckskokillgjutning är det även möjligt att gjuta mycket tunna väggtjocklekar, som ligger nära vad som är möjligt vid pressgjutning.
Materialet är en redigerad översättning av handboken ”Druckguss aus NE-Metallen. Technische Richtlinien” utgiven av Verband Deutscher Druckgiessereien (VDD) och Bundesverband der Deutschen Giesserei-Industrie (BDG) januari 2016.
10.2.2 Partning
Partningen, eller formdelningen, är avgörande för kostnaden och gjutbarheten för ett gjutstycke.
Följande är viktigt att tänka på när det gäller partningen:
- Eftersträva enkelhet i själva partningen.
- Gör borrhål och andra hålupptagningar i dragningsriktningen.
- Undvik underskärningar.
- Använd verktygshalvor med krympande partier som halvor för utstötare.
- Undvik geometrier som medför bruten partlinje.
- Försök göra maskinell avgradning möjlig.
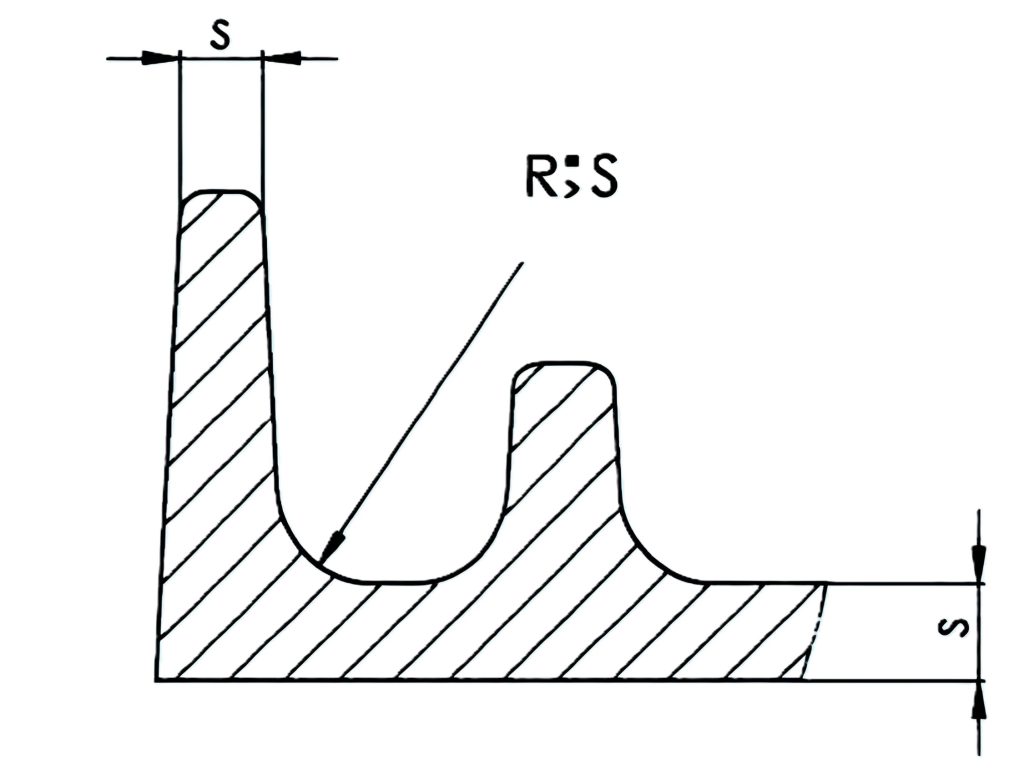
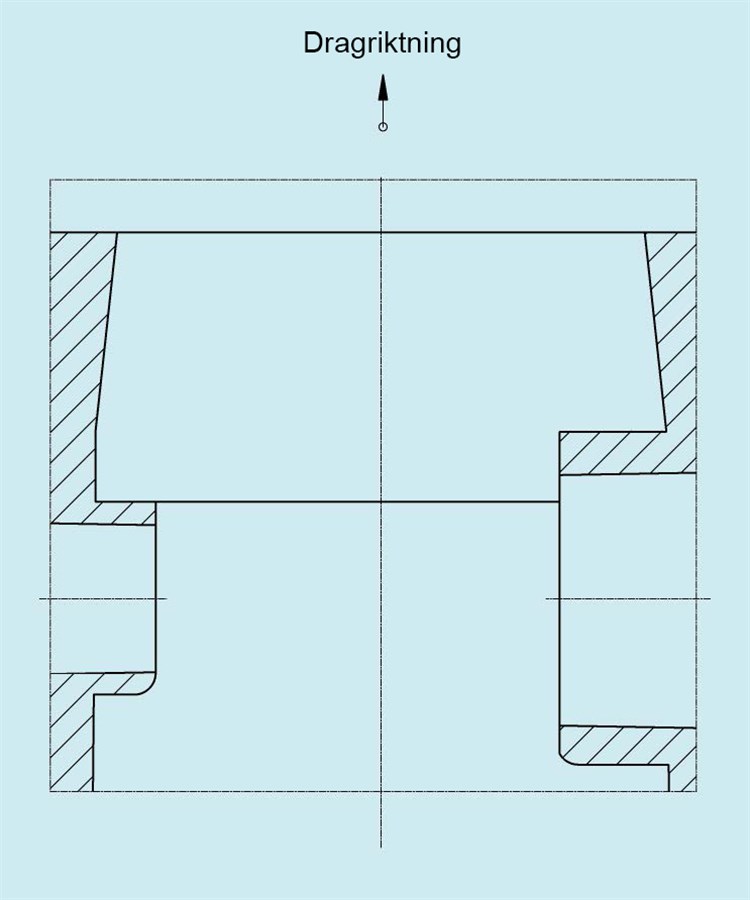
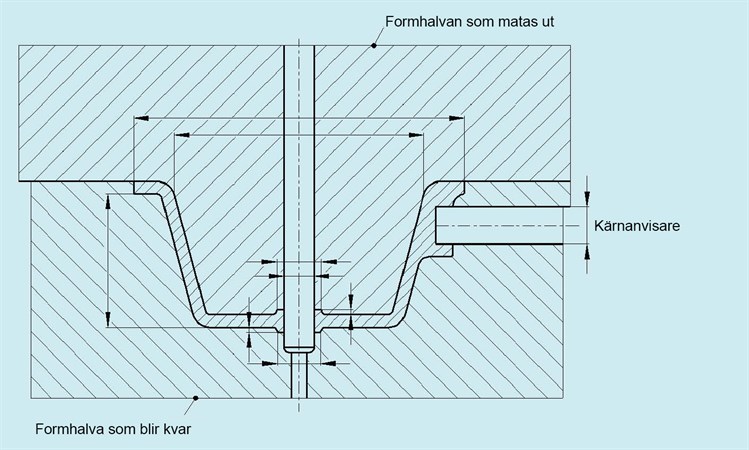
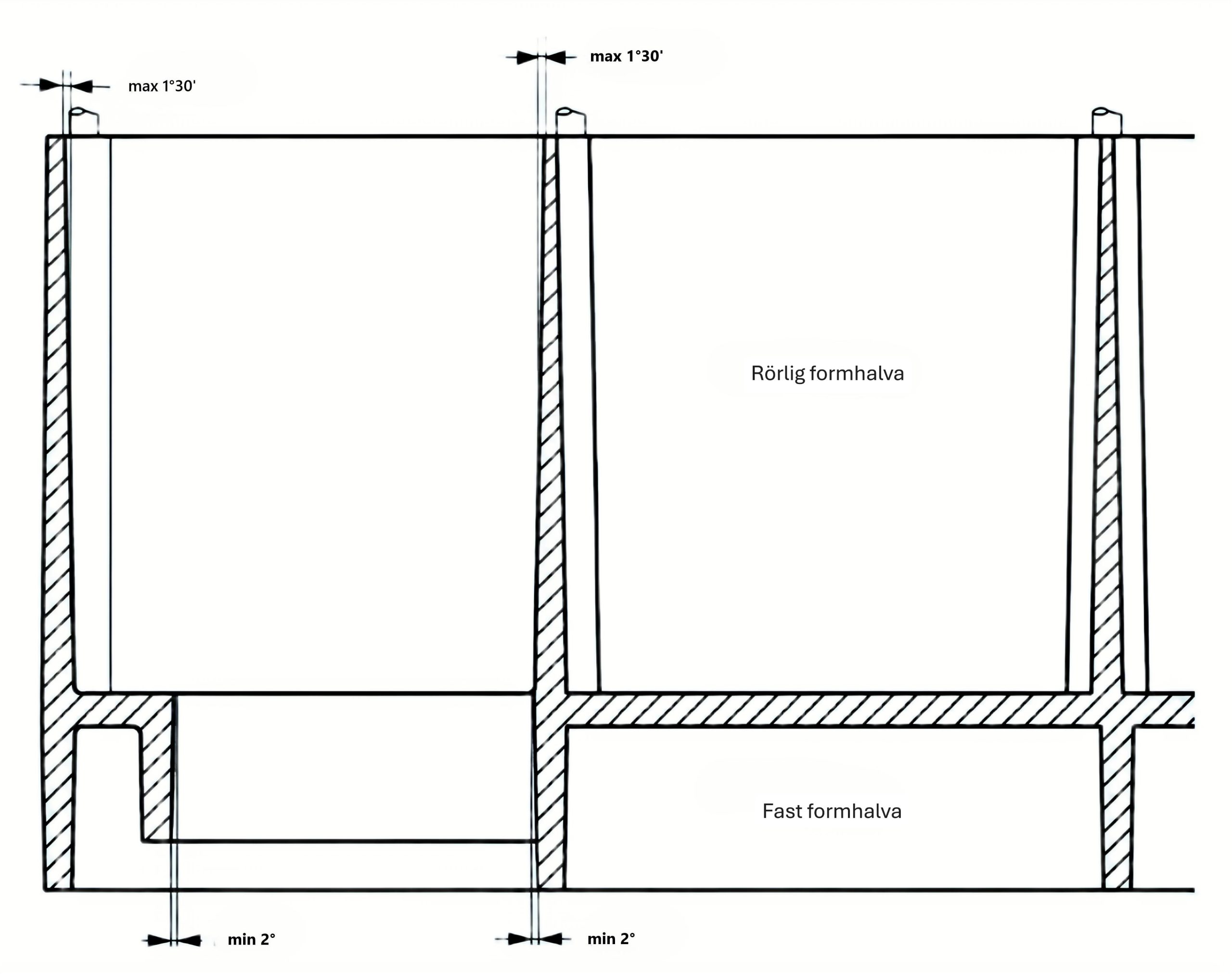
Ett pressgjutgodsstycke måste utformas så att det säkert blir kvar i den rörliga verktygshalvan när verktyget öppnas, det vill säga så att det krymper mer på denna sida. Vid gjutstycken som byggs upp likformigt från ett mellanplan kan man genom olika släppningsvinklar se till att den nödvändiga spänningen erhålls.
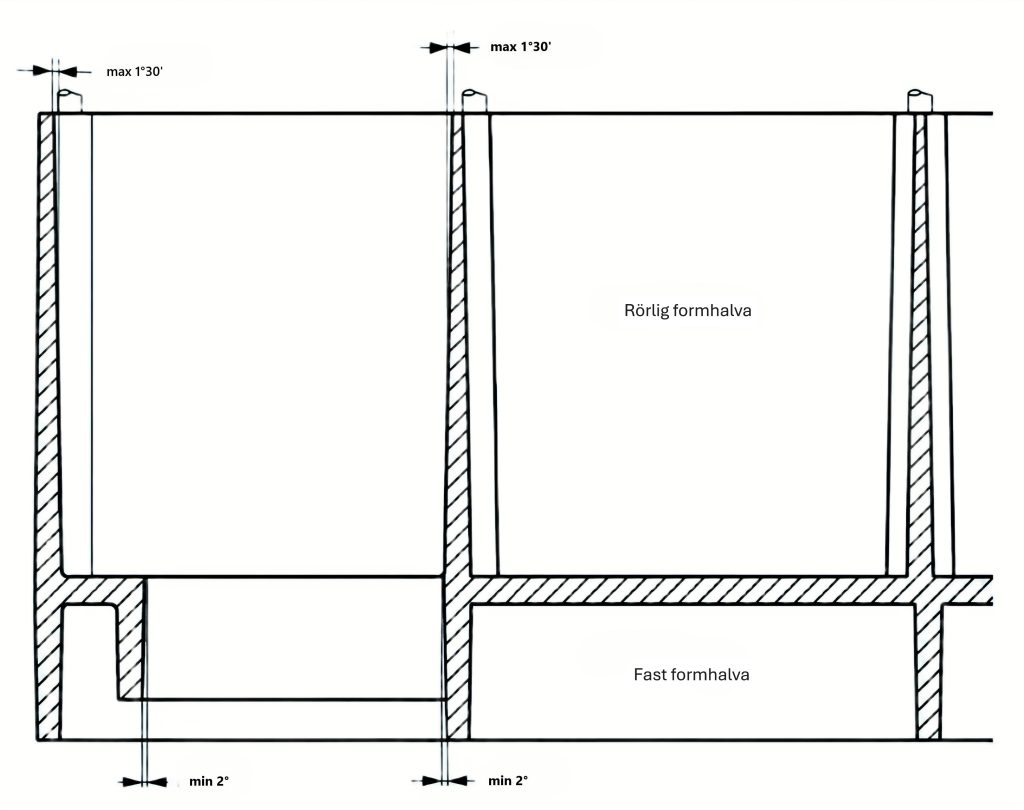
Figur 1. Pressgjutgodsstycke med mellanplan. Olika släppningsvinklar för den rörliga respektive fasta verktygshalvan.
10.2.3 Placering av ingjut
Placeringen av ingjutssystemet är av avgörande betydelse för gjutgodsets kvalitet. Därför måste verktygsdelningen göras så att gjutstyckets ingjutssystem kan utformas strömningstekniskt optimalt.
Det beräknade inloppstvärsnittet är beroende på komponent och material. Vanliga tjocklekar på inloppen är:
- Aluminium 1 – 5 mm
- Zink 0,5 – 2 mm
- Magnesium 0,8 – 3 mm
Följande kriterier är viktiga att tänka på när det gäller placering av ingjutssystemet:
- I närheten av inloppen är inga radier möjliga (plan yta).
- Placera om möjligt inga synliga ytor i närheten av inloppen (efterarbete).
- I närheten av inloppsområdet erhålls den bästa strukturen med de bästa mekaniska egenskaperna.
- Verktygsslitaget är förhöjt i inloppsområdet (grövre godsytor).
- Inloppet måste vara lätt för gjutaren att avlägsna.
- Inloppen bör placeras så att om möjligt alla flytvägar i gjutstycket är lika långa.
- Tjockväggiga områden på gjutgodset bör ligga nära inloppen. Därigenom är optimal matning och optimalt stelnande möjligt.
Ofta måste man finna en kompromiss mellan kunden och verktygskonstruktören, som dock kan medföra inskränkningar i den gjutna komponentens egenskaper.
10.2.4 Väggtjocklekar och övergångar
Pressgjutgods kan konstrueras mycket tunnväggigt. Vid konstruktionen av tunnväggigt gods är det viktigt att få till så jämn väggtjocklek som möjligt i komponenten.
Vid konstruktion av gjutgods kan man räkna med följande tillverkningsbara väggtjocklekar.
- Aluminiumlegeringar 0,8 – 3 mm
- Zinklegeringar 0,3 – 2 mm
- Magnesiumlegeringar 0,7 – 3 mm
Små väggtjocklekar kan medföra följande problem, som exempelvis:
- Ojämnheter.
- Ej likformigt utfluten smälta.
- Genomtryckning av konturer (förstärkningsribbor, utstötare) eller inloppsställen.
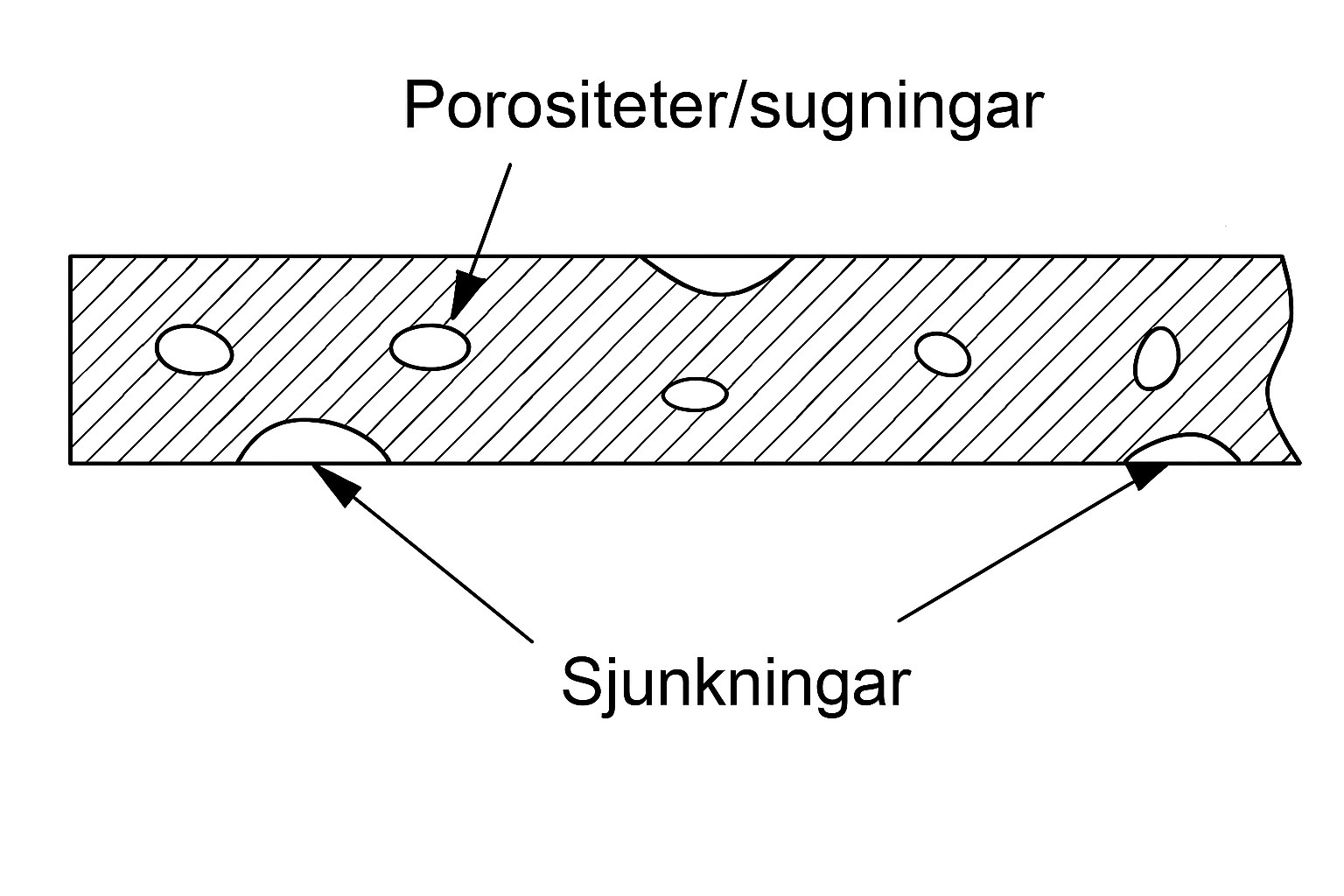
Grova väggtjocklekar kan medföra följande problem:
- Porositeter (sugningar).
- Överhettning av formverktyget (längre cykeltider, minskad verktygslivslängd, erosion i verktyget).
- Förvrängning av gjutgodset.
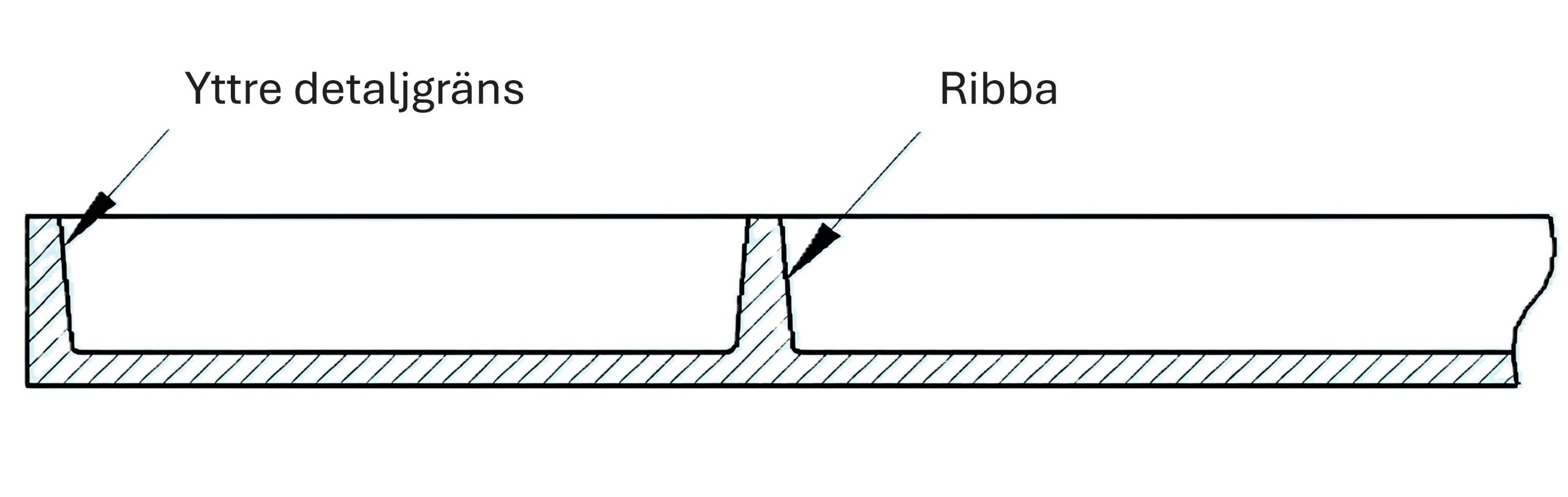
Tjockare väggtjocklekar kan ofta omkonstrueras till tunnväggig konstruktion med hjälp av förstärkningsribbor. Detta innebär inte bara en materialbesparing utan resulterar även garanterat i bättre struktur och högre specifik hållfasthet och därigenom en högre hållfasthet.
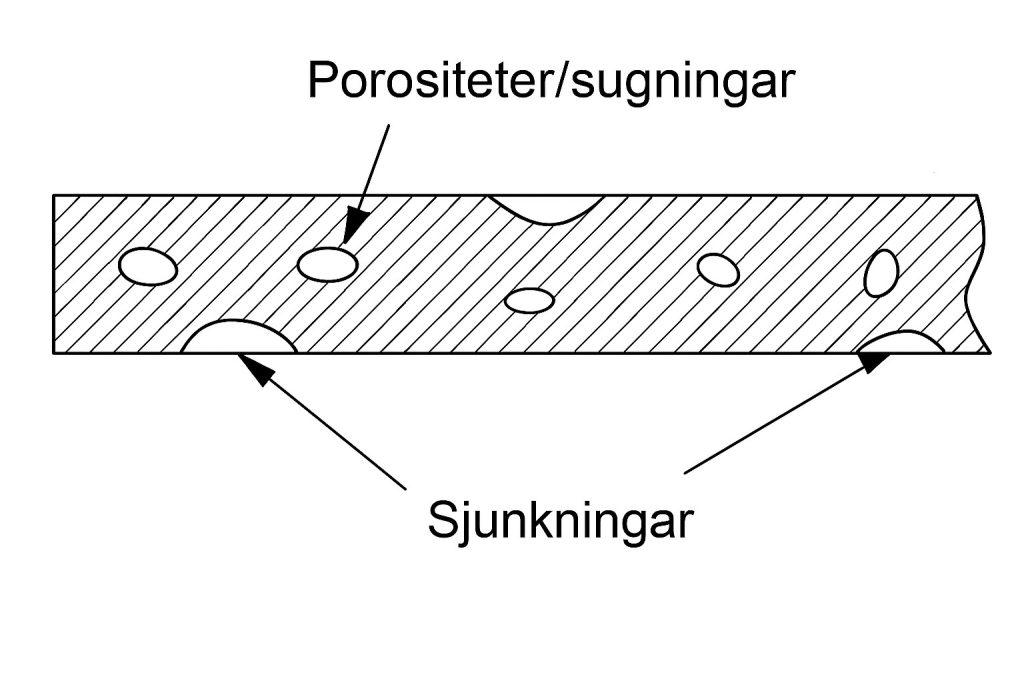
Figur 2. Olämplig utformning av gjutgods eftersom porer och sugningar kan uppkomma.
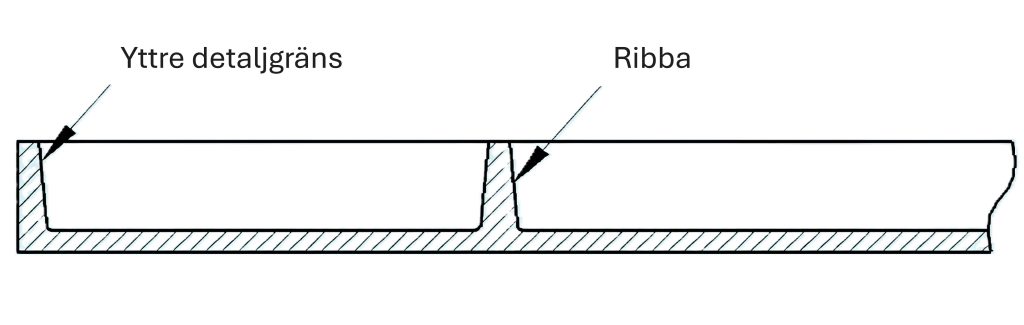
Figur 3. Gynnsam konstruktion med mindre väggtjocklek. Styvhet uppnås genom förstärkningsribbor.
Några andra viktiga saker att tänka på är att:
- Väggtjockleken skall om möjligt minska från inloppet till gjutstyckets längst bort belägna del. Godsanhopningar bör undvikas.
- Stora plana ytor fylls bättre om de inte utformas helt plana och jämna utan istället ges en ytstruktur.
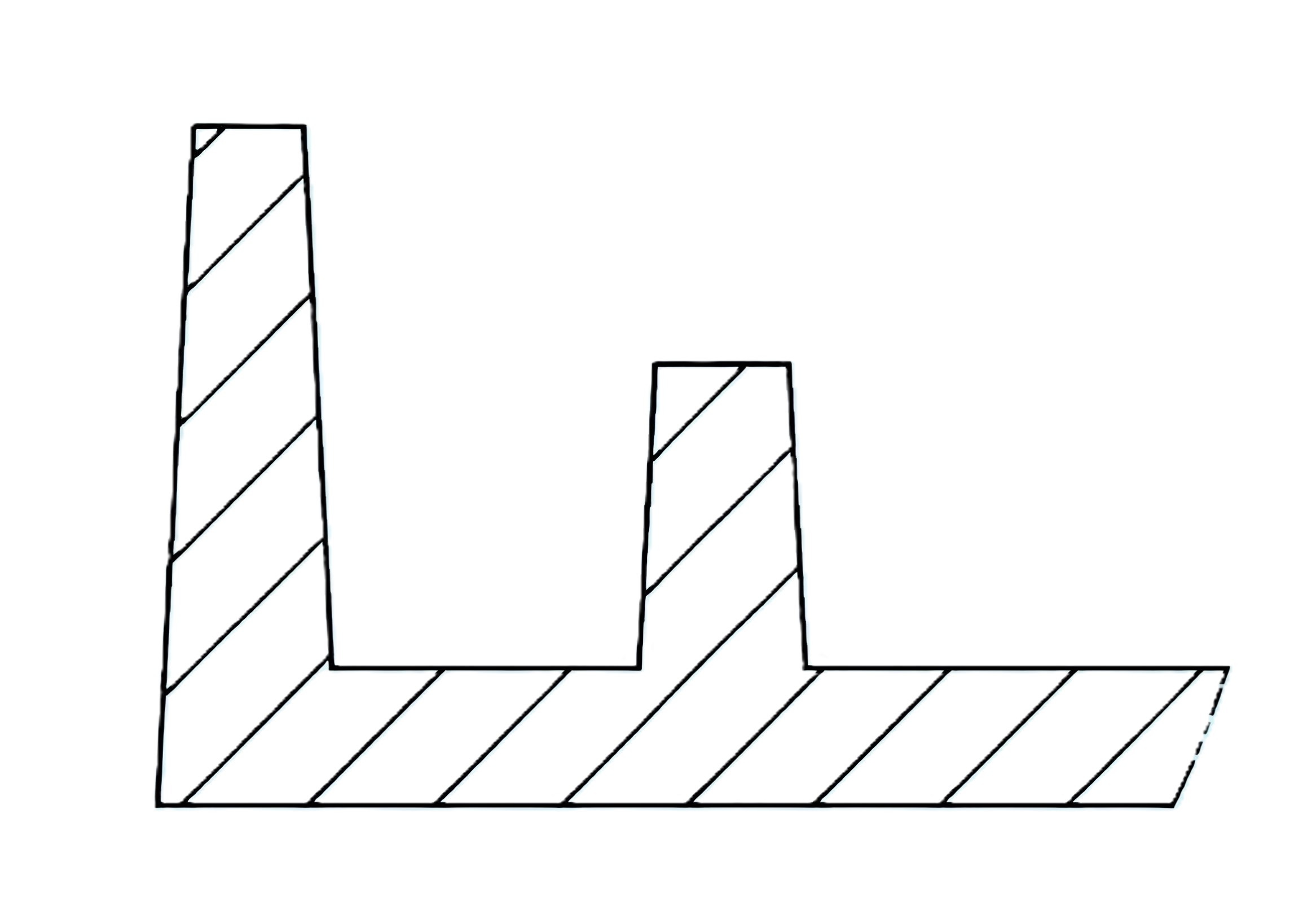
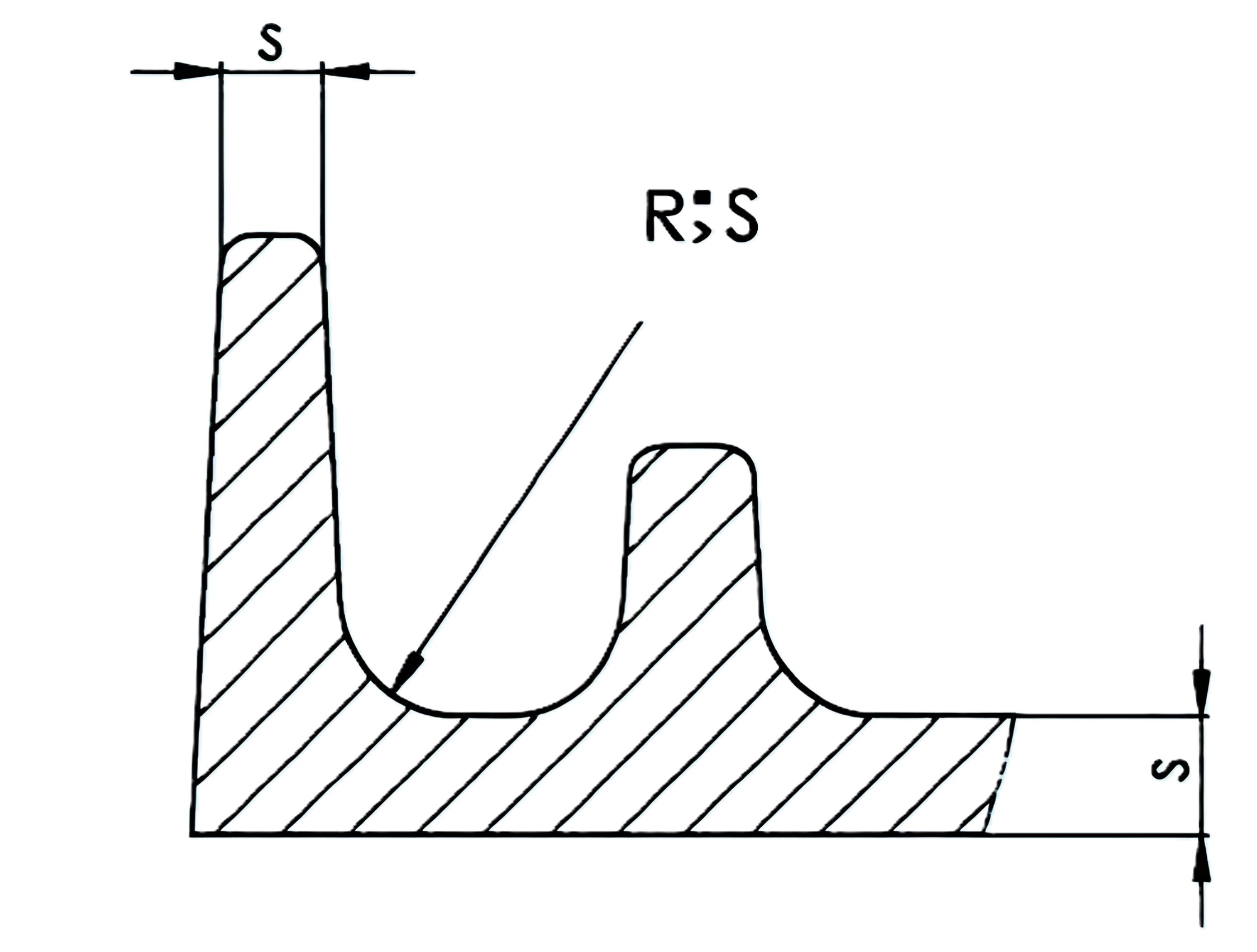
- Övergångar skall vara jämna och hålkälar bör avrundas. Se figurer nedan.
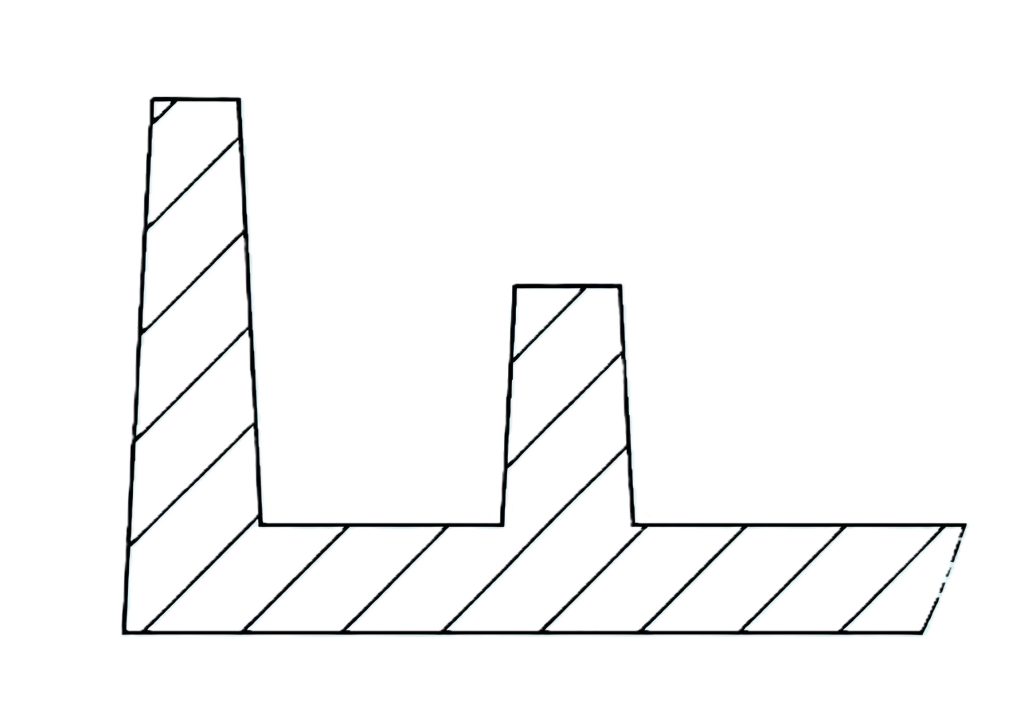
Figur 4. Detalj utan avrundning. Ogynnsamma skarpa övergångar (kälverkan).
Figur 5. Detalj med avrundningar. Endast i partytan finns ett skarpt hörn.
10.2.5 Släppningsvinklar och utstötarplatser
Smältans snabba stelnande och den direkt följande krympningen kräver större eller mindre släppningsvinklar för att det gjutna ämnet felfritt skall kunna tas ut ur formverktyget med tillhörande stålkärnor. Släppningsvinkelns storlek är beroende av valt material, seriestorlek samt läget för krympande ytor.
I mycket begränsad omfattning kan i undantagsfall gjutas med 0º släppning. Ett exempel där detta kan vara aktuellt är lagerställen eller centreringsstift. I övriga fall medför användandet av för små släppningsvinklar följande konsekvenser:
- Gjutstycket kan ej gjutas.
- Felaktigheter vid godsurtagningen.
- Deformation av godsdelar (ojämnhet, böjning, tidsförlust).
- Ökat behov av formsmörjmedel och därigenom porositeter.
- Risk för sprickor respektive avbrytning.
- Fler utstötare nödvändiga (gradbildning).
Tabell 3. Minsta lokala släppningsvinkel vid pressgjutning av olika material.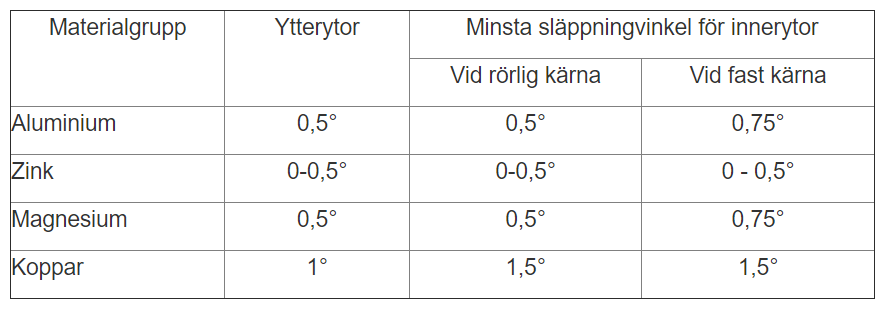
Tabell 4. Riktvärden för släppningsvinklar vid pressgjutning av olika material.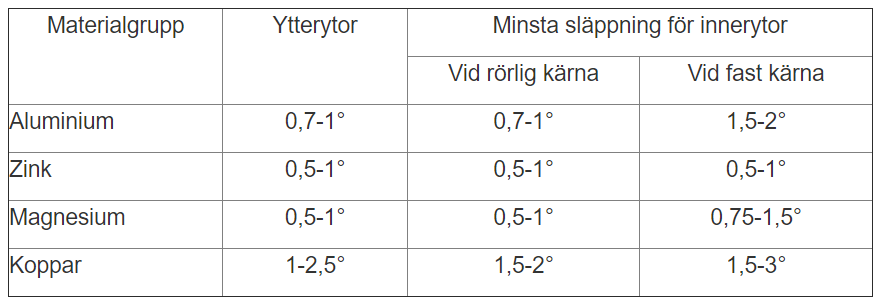
Vid flerfacksverktyg skall ytterytor, beroende på krympningsriktning tolkas som innerytor. Uttagningen av gjutgodset ur formverktyget kan optimeras genom speciella beläggningar (TiN, Al2Ox, PVD med flera) och genom reducerad ytråhet respektive förbättrad ytjämnhet.
Minimala släppningsvinklar bör på grund av processäkerhet på funktionsytor som skruvlägen, positioneringsytor och färdiggjutna gängor vara begränsade.
Individuella geometrier och material kräver en genomgång med ett erfaret gjuteri och/eller skydd genom krympnings- eller stelningssimulering.
För innerytor, som formges med en fast kärna och som trycks ut ur formverktyget med utstötare, är större släppning nödvändig än när formkärnan kan dras vid sluten form.
I princip skall krympkrafterna (fasthållningskrafterna) vara större i den rörliga verktygshalvan än i den fasta verktygshalvan. De gjutna detaljerna trycks då ut ur verktyget med utstötare. Sådana är förslitningsdetaljer.
Några exempel på möjliga utföranden av utstötare visas på föjande figurer.


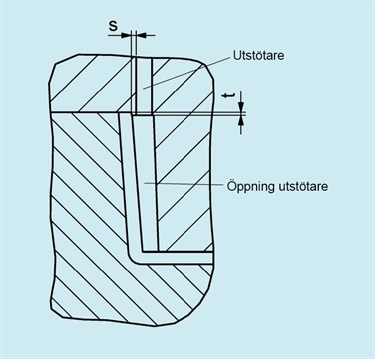
Följande bör beaktas vid placering av utstötare:
- Klena utstötare bryts ofta
- Placera utstötare så att dessa kan avgradas (slipning, blästring)-
- Välj utstötarplatser så att utstötaren inte trycker igenom gjutstycket (Figur 9a och Figur 9b)
- Placera utstötare på ställen med höga krympkrafter-
- Om möjligt använd utstötare för pressgjutverktyg enligt DIN 1530, del 1-3. Specialutstötare medför högre kostnad.
- Ta hänsyn till reparationsdiameter för utstötare.
- Placera utstötaretryck på antingen nedsänkt eller upphöjd plats.
- Utstötarmärken måste dras ner till botten på gjutstycket för att undvika underskärningar.
- En upphöjning till den övre kanten får inte medverka till förslitningspåverkade kärnpartier.
10.2.6 Borrade hål och urtagningar
Möjlighet till för- och färdiggjutning av hål är en väsentlig fördel för pressgjutningstekniken.
Vid gjutning av hål räcker det med en ringa konicitet (beroende på gjutlegering), som oftast kan elimineras genom en enkel efterslipning till rätt mått om den över huvud taget stör. Vid tunna kärnor är förhållandet mellan hålets diameter och längd viktigt på grund av uppkommande krympkrafter .
Genomgående hål är gynnsamt eftersom det då är möjligt att styra kärnan på båda sidor i formverktyget. Vid små hål måste en ekonomisk undersökning visa om en kärna är lämplig eller om det är bättre att gjuta en anvisning och sedan borra hålet mekaniskt.
Vid kärnor med liten diameter kan det för att få en bättre stabilitet hos kärnan vara lämpligt att göra kärnan med en stegvis ökande diameter. Kritiska krympkrafter vid stora hålavstånd och svag kärna kan man klara genom anordnande av ”stödytor” mellan dessa hål.
Genom ökningen av allt mer komplexa pressgjutna komponenter med ett stort antal borrhål och uttagningar blir det allt svårare att optimalt placera ingjutssystemet.
Därför är det viktigt att redan under utvecklingsskedet för en komponent se över att det finns ett tillräckligt område för ingjutssystem för att undvika att läget för hålkärnor kommer i ingjutsområdet. Inte sällan finns, som framgår av Figur 11, möjlighet att på ett elegant sätt förhindra att smältan strömmar direkt mot en kärna.
När flera hål på ett gjutstycke stör varandra eller ligger på ett avstånd från varandra med snäva toleranser, måste kärnan för dessa hål ligga i samma verktygshalva eller styra i båda verktygshalvorna.

Av gjuttekniska skäl bör undersökas om det genom hålkärnor föreligger kritiska avsnörningar för smältflödet. Den därigenom orsakade strypningen, som framgår av figuren nedan, kan medföra gjutgodsfel.

Vid mycket komplicerat gjutgods med flera tvärs mot varandra gående eller krokiga hål är rådet att göra en avstämning med ett pressgjuteri. Eftersom inbyggnad och styrning av korsande kärnor i ett pressgjutverktyg är svårt och kan medföra driftsstörningar uppnås ofta vid pressgjutgods i sådana fall en bättre lösning genom ingjutning av svetsade stålrörssystem.
Delning av en kärna bör göras så att en efterföljande avgradning kan göras utan att gjutgodskonturen skadas.
10.2.7 Kärnor
Med kärnor kan framställas bland annat genomgående hål (färdiggjutna eller med bearbetningstillägg), långa hål eller blindhål (för gängor). Kärnor kan vara insatta i verktygsinsatsen eller tillverkas som en enhet tillsammans med insatsen.
Följande saker är viktiga att tänka på vid placeringen av kärnorna.
- Kärnor kan placeras i den rörliga eller i den fasta verktygshalvan. De måste utföras så att gjutstycket hålls kvar i den rörliga verktygshalvan (utstötarsidan)
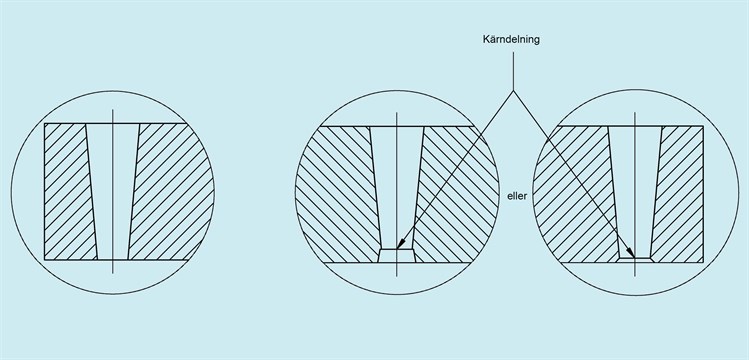
- Vanligen delas en kärna till hälften eller i förhållandet en tredjedel och två tredjedelar varvid tredjedelen placeras i fasta verktygshalvan och den andra delen i rörliga verktygshalvan.
- Kärnor kan för att övervinna krympkrafterna innan öppning av verktyget eller före utstötningen av detaljen fördras. Därvid behövs endast en kort väg.
En speciell form av kärnor är profilkärnor, som exempelvis kan bilda trekantiga geometrier i gjutstycket.För att uppnå snävare toleranser används så kallade trimkärnor. Dessa tillverkas först mindre (insatta kärnor) eller större och trimmas sedan efter den första gjutningen till rätt mått.
10.2.8 Underskärningar
Generellt skall gjutgodskonstruktören undvika konturer, som vid utstötningen av gjutgodset bildar underskärningar och därigenom endast på komplicerat sätt kan gjutas eller till och med inte kan gjutas. Skulle detta inte vara möjligt återstår möjligheten att använda mycket kostsamma skjutbara delar.



Om det inte går att undvika underskärningar med hänsyn till geometri och funktionskrav så måste dessa underskärningar gjutas med skjutbara delar i verktyget. Dessa rörliga skjutbara delar bör om möjligt ligga parallellt med verktygets delningsplan.
Följande är viktigt att tänka på:
- De skjutbara delarna kan röras hydrauliskt eller mekaniskt.
- Skjutbara delar kan endast placeras i verktyget där tillräcklig plats finns för delarnas styrning och placering av hydraulcylindern.
- Skjutbara delar bör om möjligt placeras i rörliga verktygshalvan.
- Noggrannheten hos en underskärning är störst då referensplan och underskärning ligger på en sida.
- Delade skjutbara delar medför ofta driftsstörningar och bör om möjligt undvikas.
- Rörliga delar kan även anordnas på en cirkulär bana.
10.2.9 Avluftning
I princip finns det två typer av gasporer som förekommer i pressgjutna komponenter.
De gasporer som kan finnas i pressgjutna komponenter delas upp av följande faktorer:
- Gasporer, som bildas under stelnandet genom utskiljning av väte (vätgasporositeter). Dessa porer kan endast undvikas genom lämplig smältabehandling.
- Gasporer, som uppstår beroende på att den i formhåligheten under formfyllningen närvarande luften inte kan komma ut utan innesluts i gjutgodset Bildandet av sådana luftinneslutningar kan minimeras genom en optimering av ingjutssystemet och/eller genom en lämplig verktygsavluftning.
För att förbättra verktygsavluftningen föreligger följande möjligheter:
1. Optimering av verktygskonstruktionen genom följande enkla men effektiva åtgärder:
-
-
- Bortförande av luft genom enskilda delnings- eller passningsytor mellan de olika verktygsdelarna. Härvid kan det vara nödvändigt med tunna platta avluftningskanaler i delningsplanen. Utförande: 0,1 mm djupa. Tvärsnittet bör vara cirka 50 procent av inloppstvärsnittet.
- Fasta forminsatser och formkärnor. Dessa skall tillverkas med ett passningsspel på 0,03 mm. Bakom passningsytorna placeras en kammare i vilken luften kan samlas. En andra kammare placeras vid kärnans botten och förbinds med den första kammaren så att kärnans inpressningsläge förblir garanterat.
- Utstötarna: Dessa utförs med ett passningsspel på inte mer än 0,03 mm.
- Rörliga kärnor: Dessa utförs med ett passningsspel på cirka 0,05 – 0,1 mm.
-
2. Användning av så kallade övergjut (kallas även luftsäckar). Dessa medverkar till önskad formfyllning genom att den genom virvelbildning och skumbildning förorenade smältan, som innehåller luft, gjutgaser eller smörjmedel fångas upp och förs bort från formhåligheten. Dessa övergjut placeras på utstötarsidan och utförs som små urfräsningar i verktyget vid formhålighetens kant. Framför allt är det metallströmmen i början på ett skott som är benägen till luftvirvlar, skumning och upptagning av smörjmedel. Med hänsyn härtill placeras övergjut framför allt där smältaströmmen träffar formhålighetsväggen och därigenom kan föras bort så snabbt som möjligt. Från övergjuten anbringas avluftningskanaler till verktygets ytterkant. Vitigt: Fyllandet av övergjuten skall vara avslutad strax innan formfyllningen är avslutad. Detta kräver eventuellt en senare förstoring av övergjuten. Övergjuten kan dessutom medverka till att hålla smältan i rörelse i formhåligheten vid mycket tunnväggigt gjutgods och därigenom förhindra ett för tidigt stelnande. Härvid är det bättre att använda flera mindre delade övergjut än ett större gemensamt. Genom förbindelsekanaler mellan övergjuten kan styvheten hos den gjutna komponenten förbättras vid utstötningen.
3. Användning av avluftningsblock.
4. Vakuumpressgjutning. Denna teknik säkerställer ett felfritt svets- och värmebehandlingsbart gjutstycke. Vakuumpressgjutning kan i princip användas för alla för pressgjutning lämpade legeringar.
10.2.10 Svetsbarhet hos pressgjutgods
Den begränsade svetsbarheten hos pressgjutna komponenter beror på de i konventionellt pressgjutgods nästan praktiskt taget oundvikliga gasorsakade porositeterna och det i den fasta metallen förekommande lösta vätet. Det är ändå möjligt att tillverka svetsbart pressgjutgods men det ställer höga tekniska krav.
För att kunna tillverka pressgjutna komponenter med god svetsvarhet krävs smältarening, en optimal ingjuts- och avluftningsteknik samt användning av vakuumpressgjutningsteknik. Med dessa förutsättningar säkerställs att de vid svetsning störande inneslutna och lösta gaserna föreligger endast i små halter. Konsekvent användning av de nämnda åtgärderna ger i stor utsträckning porfrihet i tidigare fastlagda områden. Endast i dessa områden kan svetsbarhet säkerställas. Konstruktion och verktyg måste avstämmas mot varandra.
10.2.11 Pressgjutgods värmebehandlingsbarhet
Med konventionell pressgjutgodsteknik går det inte att tillverka komponenter som kan värmebehandlas. Gas som föreligger löst i gjutgodset eller som porer utvidgas vid den höga temperaturen under värmebehandlingen erforderliga högre temperaturen och bildar blåsor, som inte bara tydligt påverkar måttnoggrannheten utan även hållfastheten.
God värmebehandlingsbarhet kan emellertid säkerställas genom användning av vakuumpressgjutning.
Med hjälp av värmebehandling kan komponentegenskaper som exempelvis önskad hållfasthet eller brottöjning uppnås eller ökas. Det är möjligt att genom en åldringsbehandling avlägsna oönskade spänningar i gjutgodset. Dessa spänningar kan härröra från för snabbt stelnande i verktyget eller från för snabb svalning efter gjutning. Ytterligare en aspekt kopplad till spänningar i gjutgodset är krackeleringar på gjutgodsytan som kan uppstå på grund av utmattning vid drift.
Följande punkter bör beaktas då det gäller värmebehandling av pressgjutgods:
- Endast vissa aluminiumlegeringar kan värmebehandlas.
- Värmebehandling, speciellt T6-behandling höjer kostnaden för gjutgodset.
- En värmebehandling kan medföra en försening av gjutgodset.
10.2.12 Gängor
Pressgjutningstekniken möjliggör tillverkning av monteringsfärdiga komponenter genom att snäva toleranser kan erhållas. Gängor kan delvis gjutas direkt.
Gjutna gängor
Gjutna utvändiga gängor kan tillverkas med snäva toleranser. Följande riktvärden för toleranser gäller för pressgjutgods:
- Aluminiumpressgjutgods. Riktvärde h11.
- Zinkpressgjutgods. Riktvärde h9
- Magnesiumpressgjutgods. Riktvärde h10
Förutom tillverkningstoleransen måste nödvändig konicitet för uttagning ur verktyget beaktas Noggrannast kan gängor tillverkas i zinkpressgjutgods. Gängtoleranserna måste avstämmas mot pressgjutningstoleranserna.
Gjutning av utvändiga gängor är i princip möjligt. Man lägger gängan med sin axel i verktygsdelningen och utnyttjar formdelningen eller fasar av gängan vid verktygsdelningen, se figur:

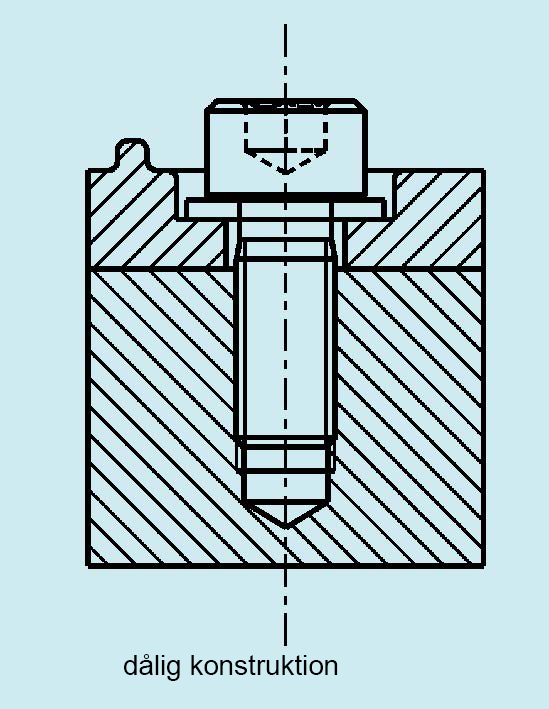
Mindre utvändiga gängor åstadkoms genom ingjutning av gängade bultar. Utförandet av sådana ingjutningar bör vara enligt Figur 18 för att en bult vid belastning av gängan inte vrider sig eller dras ut och för att ingen flytande metall skall tränga in vid formfyllningen. Ofta är en icke genomgående gänga tillräckligt. Beakta att den ingjutna delen måste fixeras axiellt.
Invändiga gängor gjuts endast i specialfall och därvid i mycket stora serier. I många fall är det mer ekonomiskt att framställa gängan genom mekanisk bearbetning.
Gängor genom bearbetning av gjutgodset
Ofta tillverkas gängor genom skärande bearbetning efter gjutningen. I det fallet bör man ta hänsyn till följande faktorer:
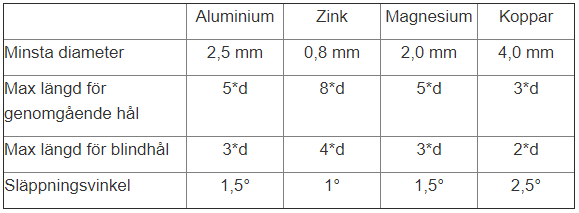
- Genomgående hål kan i regel upp till 2,5 x d gängas utan en uppborrning av det förgjutna hålet
- Ej genomgående hål kan också upp till 2,5 x d gängas. Dock måste gängningen i hålet ske i 2 till 3 omgångar
I tabellen nedan visas vilka toleranser som är nödvändiga vid förgjutna hål för att kunna gänga utan förborrning. Med gjutaren bör i konkreta tillämpningar göras en avstämning om dessa toleranser kan innehållas.

Gängan kan tillverkas genom skärande bearbetning eller gjutning. Gjutna gängor uppvisar bättre struktur och hög draghållfasthet. Inga spånor bildas och därigenom ingen nödvändig borttransport av spånor. Det förgjutna hålet måste tillverkas med stor noggrannhet. För det mesta begränsas toleransen hos kärndiametern för gängan till mitten på djupet. (Gjutna gängor se DIN13, del 50)
Självgängande skruvar kan med utmärkt resultat införas i förgjutna hål. Diametern på hålet måste dock vara noggrant anpassad.
Med flerspindelmaskiner kan med gott resultat flera gängor göras i förgjutna hål.
Vid tillverkning av gängor i en bearbetningscell (frästa gängor) måste överenskommelse träffas med gjutaren om ett hål skall borras.
Fördel med förgjutning är mindre porositeter och att avfasning är möjlig. Nackdelen är att tillverkningen blir mindre noggrann, eftersom borret under vissa omständigheter inte löper parallellt med borraxeln
Gjutna borranvisningar kan ha en förskjutning
Förspänningen av gängan bortfaller generellt genom metallens flytande vid zink- och magnesiumgjutgods. Vid aluminiumpressgjutgods sker förspänningsbortfallet vid temperaturer > 175ºC.
Gängor framtagna genom insats av bussningar
En ytterligare teknik för erhållande av gängor är inpressning av gängade insatser. Detta kännetecknas av utmärkt tekniskt värde.
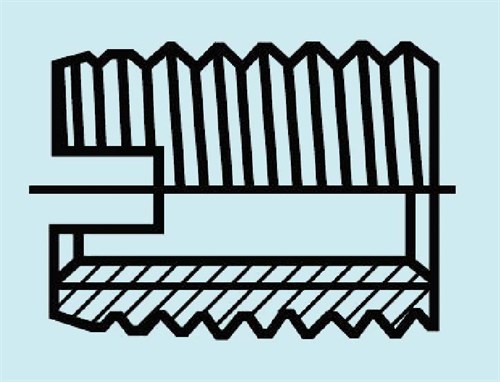
En beprövad teknik är gänginsatser, som i efterhand sätts in i förgjutna hål i gjutstycket. Vid iskruvningen i ett förborrat eller gjutet hål utan gängor skär bussningen själv med sina skarpa kanter själv gängan. Iskruvningen av bussningen måste göras med specialverktyg.
Vid ”Heli-coil”-insatsen, se figuren nedan, handlar det om en fjädrande spiral i krom-nickelstål. Den höghållfasta, elastiska och mycket jämna gänginsatsen verkar spänningsutjämnande och säkrar en god gängkontakt över hela inbyggnadslängden. Hållfastheten hos ett förband ökas med i genomsnitt 25 till 30 procent. Därigenom kan många gånger användas en mindre inbyggnadslängd eller en mindre diameter. I speciella fall är det möjligt att minska väggtjockleken. I många fall blir en extra skruvsäkring onödig. För förskärning av ”Modergängan” erfordras speciella Heli-Coilborr. Dessutom kräver iskruvningen av gängspiralen specialverktyg.

Kärnstift för gängpressande skruvar
Lönsamheten hos pressgjutna komponenter kräver minskning av skärande bearbetning och i stället så långt som möjligt färdiggjutna geometrier. Undvikande av borrning och gängskärning är möjligt genom användning av gängpressande skruvar enligt DIN 7500 och gjutna hål. Denna gänga visar vid i övrigt samma förutsättningar betydligt högre motståndskraft än den skurna gängan (cirka + 20%). Beroende på skruvtillverkare och skruvens gängform rekommenderas olika hål med så snäva toleranser som möjligt med minimal släppning (0,5º). DIN 7500-2 ger rekommendationer för kärnhålsplacering varvid som diameter avses medelvärdet för största och minsta skruvhål. Diametern skall anpassas till ythårdhet hos materialet och till skruvtyp och empiriskt utgående från försök godkännas.
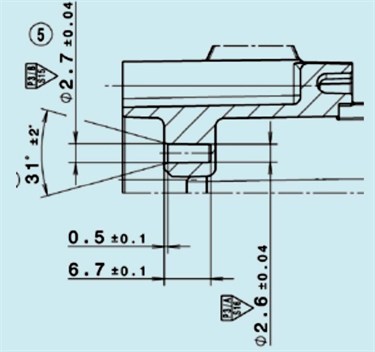
Minsta realiserbara kärnhål är beroende av komponentstorlek och förekommande krympkrafter på kärnstiften (vid aluminium minst M2,5 – M3).

Införings- och centreringshjälpmedel underlättar vinkelrät ansättning av skruven vid montage och minskar risken för att kärnan böjs. Stödytor kan undvika deformation och brott på kärnstiften i verktyget.
Radier i hålets botten underlättar uttagningen av gjutgodset ur verktyget.
En ytbeläggning på kärnan ökar livslängden och minskar risken för aluminiumvidhäftning och förslitning. En kombinerad moment- och vridvinkelövervakad skruvautomat garanterar önskad återupprepning och processäkerhet.
Vid första isättningen av en skruv skall momentet för skärning av gängan adderas till fastlåsningsmomentet. Vid en följande fastskruvning bortfaller momentet för skärning av gängan, vilket innebär att åtdragningsmomentet även i detta fall skall specificeras.
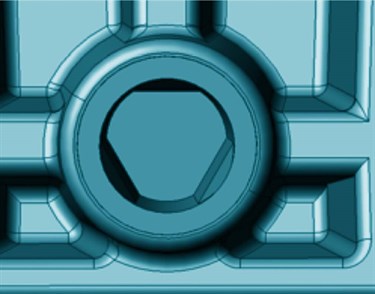
I specialfall med krav på reducerad press på ytan under skruvhuvudet – exempelvis vid fastskruvning av plastmaterial – kan polygonformade hål användas med reducerat fastlåsningsmoment.
10.2.13 Tandning
Utvändig och invändig tandning på pressgjutgods kan också gjutas.
Därvid krävs vid invändiga tänder alltid på grund av krympningen en mindre konicitet (från 0,1 till 0,2 mm och däröver) beroende på material och kuggkransens höjd. Mycket ofta gjuts och bearbetas därefter ej tandning på exempelvis kuggaxlar och typhjul.
Medan det vid zinkpressgjutgods även höga noggrannhetskrav ofta kan uppfyllas utan efterföljande bearbetning är det vid lättmetall- och kopparlegeringar i sådana fall ofta nödvändigt med efterbearbetning. Vid större kuggbredder kan det även vid yttre kuggar vara nödvändigt med en lätt konicitet.
Riktvärden för partningen:
- Vid zinklegeringar modul = 0,3 och större
- Vid lättmetallegeringar modul = 0,5 och större
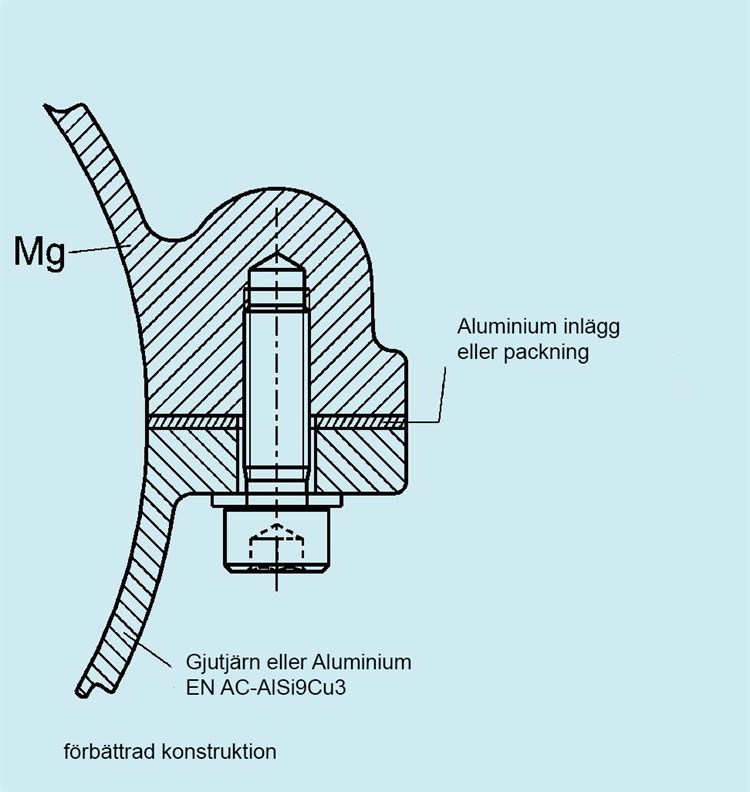
10.2.14 Ingjutna delar av annat material
Ingjutna delar används framför allt vid lagerboxar, dubbar, kranar, rör, gängade nipplar, lås och förstärkningsdelar. De ingjutna delarna är intressanta att använda i en pressgjuten komponent på ställen som utsätts för speciell påkänning. Ett exempel är ingjutning av isolerande material.
Vid ingjutning av delar är det viktigt att ta hänsyn till följande faktorer:
- Metallen måste krympa på bussningen, bulten eller annan inlagd detalj och får inte i något fall krympa från den ingjutna detaljen i längsriktning.
- Den ingjutna detaljen måste ha rätta toleranser för ingjutning.
- En säkring måste garanteras mot förskjutning på grund av vibrationer vid verktygets stängning och mot trycket från den inströmmande smältan.
- En säkring bör göras genom urfräsning, räffling, spår, fyrkantsform och så vidare mot vridning eller axiell förskjutning vid senare användning (Figur 26).
- Det måste tillses att tillräcklig greppmöjlighet föreligger för lätt införande av bulten, dubben och så vidare i det varma verktyget.
- Utformningen av ingjutningsdelen och verktyget måste vara så att en felaktig inläggning av ingjutningsdelen är omöjlig.
- För att undvika risk för korrosion, skall ingjutningsdelen vid behov förses med ett ytskydd.
- Gjutstyckets omslutande vägg får inte vara för tunn eftersom kassation kan uppstå genom att smältan ej fyller ut den tunna sektionen eller på grund av krympsprickor.
- Med hänsyn till pressgjutmaskinens cykeltid bör man manuellt inte lägga i mer än 4 – 5 delar per cykel. Är antalet ingjutningsdelar större, bör iläggningsoperationen mekaniseras.
- Pressgjutna komponenter med ingjutningsdelar skall inte värmebehandlas eftersom risk föreligger för att den ingjutna delen lossnar.
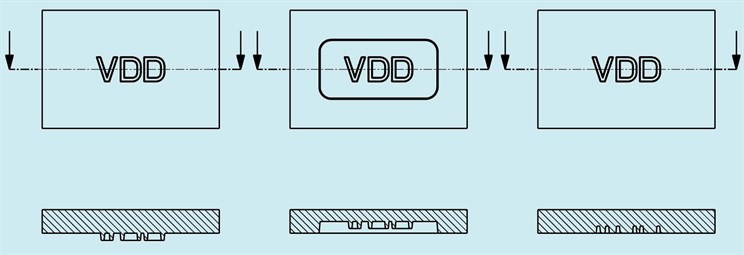
10.2.15 Skrivtecken
Varumärken, siffror, inställningsmarkeringar, utsmyckningar och liknande kan medgjutas på ytter- och innerytor.
Alternativet längst till vänster i figuren nedan visar hur tecken kan gjutas in utan med väldigt liten tidsåtgång och extra kostnad. Siffrorna, bokstäverna eller andra tecken måste dock placeras så att inga underskärningar (motsläppning) uppstår. De ska inarbetas i verktyget som fördjupningar. Det gör att de har ett gott motstånd mot den inströmmande smältan vid gjutningen och ger gravyren lång livslängd.
Vid gjutna komponenter, på vars yta utåtgående skrifttecken skulle störa eller där ytor med skrifttecken måste bearbetas eller slipas anordnas de upphöjda skrifttecknena enligt alternativet till mitten i figuren.
Ett utförande som det till höger i figuren är mycket dyrbart. Den i verktyget upphöjda stående gravyren är utsatt för fara att skadas och stark förslitning.
10.2.16 Avgradning av pressgjutgods
Pressgjutna detaljer avgradas efter gjutningen. Det finns flera olika förfaranden för att göra detta.
Följande tillvägagångssätt finns för att avgrada pressgjutgods:
- Gradklippning: Används för borttagning av ingjut, eventuella övergjut, borrhål och grövre grader främst i verktygsdelningen. Den mekaniska gradklippningen är integrerad i pressgjutningscellen.
- Trumling: Mekanisk avgradning i liggande eller stående runda tråg, varvid skarpa kanter och utstående grader helt eller delvis med slipkorn och emulsioner kan avlägsnas.
- Blästring: Bandtråg eller hängbanor används för avlägsnande av mindre grader med likformig överyta. I regel blästras med tryckluft och rostfria stålkulor (därigenom uppstår ingen korrosion). Blästring med glaskulor används sällan. Formen på blästermedlet påverkar godsytan.
- Automatisk finavgradning: Finavgradning vid stora serier görs med specialutrustning eller robotar.
- Manuell avgradning: Manuell avgradning används för små och de allra minsta återstående graderna eller vid förslitning av verktyget såvida de övriga ovan nämnda avgradningsmetoderna inte räcker.
Vid konstruktion av gjutstycket ska den gynnsammaste avgradningsmöjligheten väljs. Verktygsdelningen bör så långt som möjligt placeras så att mekanisk avgradning med skärande verktyg är möjlig. Därigenom höjs tillverkningssäkerheten och efterarbetet reduceras.
10.2.17 Bearbetningstillägg på pressgjutgods
När dimensionsnoggrannheten på en pressgjuten detalj inte är tillräcklig och passnings- och tätningsytor måste bearbetas efter gjutningen bör beroende på material, väggtjocklek och seriestorlek göras ett bearbetningstillägg på mellan 0,3 och 1 mm.
Några saker är viktiga att ha i åtanke när det gäller bearbetningstillägg.
- Ytor som skall bearbetas skall anges på ritningen eller CAD-modellen
- Ytor som skall bearbetas skall ha en klar avgränsning och ej gå in i en avrundning för att garantera att bearbetningsverktyget fritt kan lämna den bearbetade ytan.
- Uppläggnings- och fastspänningsytor skall anges på ritningen.
- Mätpunkter för kontrollen skall anges på ritningen.
- Bearbetningstillägget vid gjutna detaljer är materialtillägg för att dels eliminera gjuttekniskt orsakat inflytande på överytan, dels uppnå önskad godsyta och erforderlig måttnoggrannhet.
- Vid stora bearbetningstillägg föreligger risk för att porositeter friläggs.
- Bearbetningstilläggen skall uppfattas som ett tillägg i ett snitt, det vill säga vid rotationskroppar och vid dubbelsidig bearbetning skall dubbla bearbetningstillägg göras.
10.2.18 Formändring av pressgjutgods
Pressgjutna detaljer kan inom bestämda gränser ges en annan form. Denna möjlighet finns inom de tre vanligaste materialgrupperna, men framför allt vid zinkpressgjutgods.
Metoderna för att formförändra pressgjutgods är
- Nitning
- Böjning
- Falsning och rullning

Fördelar med en sådan formändring kan vara:
- Minskade monteringskostnader
- Förenklad verktygskonstruktion
- Tillverkning av först vänsterdelar och sedan högerdelar med samma verktyg. Detta gäller vid behov av olika antal av respektive del på grund av en böjning eller olika begränsningar för steg- eller flänsparti på en pressgjutskomponent.
Vid lättmetallpressgjutgods rekommenderas att en formändring görs vid förhöjd temperatur, mellan 70 och 100ºC. Inte i något fall bör en formändring göras under rumstemperatur. Det kan vara lämpligt att göra en formändring med ett material med högre töjningsvärden.
Gjutaren kan, om det är konstruktivt möjligt, genom skicklig placering av ingjutssystem och avluftning optimera materialegenskaperna för en formändring utan spånbildning. Vidare gäller att man bör tala med gjutaren om lämplig tidpunkt för formändringen eftersom några material ändrar sina egenskaper genom kallåldring.
10.2.19 Fogningsteknik
Vid sammanfogning av pressgjutgods med andra komponenter, material eller med varandra finns ett antal väl beprövade tekniker.
I många fall är skruvförband den bästa lösningen. Eventuellt bör den låga hårdheten (och tryckhållfasthetsgränsen) hos det pressgjutna materialet mötas med stora anläggningsytor, specialskruvar med större skruvhuvud eller underläggsbrickor. Vid skruvförband som lossas ofta rekommenderas gänginsatser (se kapitel 10.2.14).
Nitförband är i lämpliga fall bra. Genom ingjutning av nitskaftet, exempelvis vid zink, aluminium och magnesium, kan nitförband ofta utformas fördelaktigt. En bekant och beprövad teknik är exempelvis Taumelniten.
Lödförbindningar är med begränsningar vid aluminium- och zinklegeringar möjliga. För magnesiumlegeringar finns hittills endast ringa erfarenhet. Vid zinklegeringar stör aluminiumhalten. Endast genom galvanisk förkoppring kan här uppnås lödbarhet.
Svetsning av pressgjutgods är möjligt. Närmare uppgifter om detta finns i kapitel 10.2.10 ”Svetsning av pressgjutgods”.
Speciellt vid fogning av magnesium
Skall komponenter i magnesium sammanfogas ska särskilt korrosionsskyddet beaktas.
Den galvaniska korrosionen (kontaktkorrosion) är av väsentlig betydelse vid magnesiumlegeringar eftersom nästan alla andra metaller är ädlare än magnesium. För att galvanisk korrosion skall uppstå är två villkor avgörande. Dessa är att en elektrisk förbindelse måste föreligga mellan olika metaller och en elektrolyt måste finnas. Är ett av dessa villkor inte uppfyllt uppträder ingen galvanisk korrosion. Åtgärder för att förebygga galvanisk korrosion är:
- Lämplig komponentkonstruktion
- Användning av material som är kompatibla med magnesium
- Användning av lämplig ytbeläggning och isolering.
Genom lämplig konstruktion avleds vatten, kondensat med mera från magnesiumkomponenten, varigenom bildandet av elektrolytiska filmer reduceras eller helt förhindras.


10.2.20 Toleranser
Måttavvikelserna på en pressgjuten komponent beror på flera möjlika orsaker som använt material, storleken och utsträckning på den gjutna komponenten, storlek och utformning av verktyget, placering respektive begränsning för aktuella delar i verktyget samt gjutprocessen stabilitet.
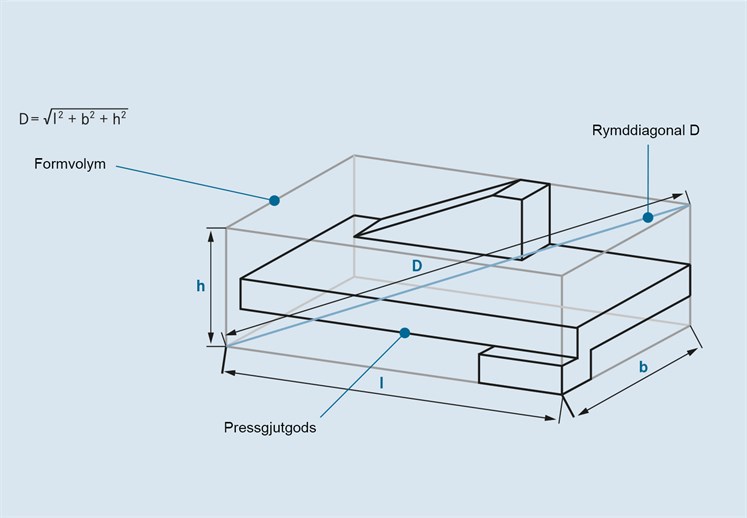
Storlek/utsträckning
Storlek respektive utsträckning beskrivs genom rymddiagonalen. Gjutstycken med stor rymddiagonal kräver större toleranser än gjutstycken med liten rymddiagonal. Rymddiagonalen bestäms av den prismaformade hålkropp i vilken gjutstycket kan placeras.
Antal kaviteter (formhåligheter)
Gjutstycken i stora flerfacksverktyg kräver grövre toleranser än gjutstycken i mindre flerfacksverktyg.
Placering av mått
Läge respektive begränsning bestäms genom verktygsbundna respektive icke verktygsbundna mått.
Verktygsbundna mått är mått i en verktygshalva eller i fasta verktygsdelar, som inte påverkas av verktygsdelningen eller någon rörlig del.
Icke verktygsbundna mått: Dessa mått bildas genom två eller flera i förhållande till varandra rörliga verktygsdelar. De ligger övervägande i verktygets stängningsriktning eller bestäms av rörliga verktygsdelar. Denna typ av mått kräver större toleranser än vad som kan uppnås vid verktygsbundna mått.

I princip skiljer man mellan ”almänna toleranser”, det vill säga mått utan angiven tolerans och ”toleranssatta mått”, det vill säga mått för vilka tolerans anges.
Allmänna toleranser
De allmänna toleranserna och orientering om deras användning redovisas i standarden DIN ISO 8062.
För befintliga konstruktioner kan användas
- DIN 1688 del 4 för gjutgods i lättmetaller (aluminium- och magnesiumlegeringar)
- DIN 1687 del 4 för gjutgods i tungmetaller (koppar-, zink- och tennlegeringar)
Vid användning av DIN 1687 och DIN 1688 indelas detaljerna i storleksklasser utgående från rymddiagonalen. Rymddiagonalen D beräknas enligt följande:

Vid användning av DIN EN ISO 8062 baseras toleransen på detaljens basmått.
Form- och lägetoleranser
Med form- och lägetoleranser kan ritningar upprättas såväl funktionsriktigt som tillverkningsriktigt. För form- och lägetoleranser måste först definieras referenspunkter. Bäst är om dessa ligger i en verktygshalva. Gjuteriet bör konstruera verktyget utgående från dessa punkter. En konstruktör bör alltid stämma av form- och lägetoleranserna med aktuellt gjuteri.
Toleranssatta mått
Innan toleranser fastställs bör man lägga fast verktygsdelning med mera. De grövre toleranserna uppnås i regel med genomsnittlig maskinutrustning. De snävare toleranserna kräver en större ansträngning, som medför en motsvarande högre kostnad. Ett förslitningskorrekt verktyg kan göra det nödvändigt med ensidiga toleranser.
Följande faktorer är viktiga att beakta vid toleranssättning:
- Funktionsriktighet (kraven på den pressgjutna komponenten)
- Processriktighet (krav på verktyg och process)
- Mätbarhet (krav på mätnoggrannhet och mätmetod)
- Ekonomi
Gällande standarder
Följande normer gäller toleranser (utdrag):
- DIN EN ISO 8062 del 1 och 3
- DIN 1687 del 4 (för befintliga konstruktioner)
- DIN1688 del 4 (för befintliga konstruktioner)
- Grundtoleranssystem enligt ISO 286.
10.2.21 Ytjämnhet hos pressgjutgods
Mätmetoder för ytjämnhet baseras i regel på skärande bearbetning (svarvning, slipning, fräsning). För de därigenom erhållna ytorna ger mätvärden från taktila ytjämnhetsmätare (Rt, Ra, Rf, Rz) relativt säkra uppgifter om kvaliteten på den erhållna ytan med tanke på senare användning.
För ytor, som framställs med ovan nämnda mekaniska bearbetningsmetoder, gäller ofta att ytjämnhet som mäts på ett eller annat ställe på den bearbetade ytan ger information om hela den bearbetade ytan. I regel, beroende på den högre arbetsinsatsen, kan en likformig bättre ytkvalitet uppnås genom mekaniska bearbetningsmetoder.
Vid användning på pressgjutna detaljer ger dock den taktila mättekniken problem. Oavsett mättekniska svårigheter kan genom pressgjutning hög ytkvalitet erhållas. Beroende på verktygets tillstånd kan följande ytjämnhet uppnås (Ra-värden):
- Aluminiumlegeringar 3,0 – 20 μm
- Magnesiumlegeringar 3,0 – 18 μm
- Zinklegeringar 2,5 – 18 μm
Icke desto mindre är användning av mätvärden och ritningskrav på godsytor på samma sätt som vid spånskärande bearbetning problematiskt. Ytan på ett gjutstycke påverkas vid stelnandet av flera olika faktorer, bland annat följande:
- Innesluten luft kan orsaka mycket små blåsor i gjutgodsytan.
- Krympning kan beroende på gjutgodsets geometri och använd gjutlegering orsaka ytfel, exempelvis insjunkningar.
- Kvarvarande formsmörjmedel kan ge en grov yta på vissa ställen på gjutgodset.
- Kallflytning eller sammanflytande smältaströmmar, som inte alltid kan undvikas, kan orsaka partiell felaktighet i ytan. Ibland kan sådana ställen knappast upptäckas utan optiska hjälpmedel.
- Små partiklar av smälta som fastnar på verktyget och inte avlägsnas medför motsvarande ytfel vid följande avgjutningar.
- Mekaniska skador på formhålighetens vägg som repor, intryckningar och skavspår kan uppstå vid uttagningen av godset ur verktyget och inverka på gjutgodsets ytkvalitet.
- Verktygssprickor och uppruggningar, som är oundvikliga genom verktygets växelvisa höga termiska belastning, återges på gjutgodset vid varje avgjutning.
- Partytor, rörliga delar, ingjutsställen, märken av utstötare och så vidare har naturligtvis en helt annan ytstruktur, som inte kan mätas med taktil mätteknik.
- Vid den efter gjutningen följande lagringen och transporten kan uppstå skador på gjutstycket, speciellt medan det urtagna gjutstycket i regel fortfarande har en hög temperatur och därför inte genast kan förpackas med skyddsmaterial.
Oavsett alla nämnda problem framställs och används idag i stor omfattning gjutgods med fina ytor. För bedömning av ytorna används på grund av de beskrivna orsakerna med fördel inte mätvärden från en ytjämnhetsmätare. I stället görs en bedömning genom jämförelse med en jämförelseyta. Bedömning av toleransgränser görs manuellt mot sådana ytor genom visuell kontroll. Av ovanstående framgår att ett siffermässigt angivande av ytjämnhet enligt DIN/ISO 1302 bortfaller.
10.2.22 Ytbehandling av pressgjutgods
Ytor på pressgjutgods behandlas för att uppfylla olika krav. Kraven kan vara antingen dekorativa eller funktionella.
Exempel på dekorativa skäl för att ytbehandla pressgjutgods kan vara färg, glans och utjämning. Listan över funktionella skäl för ytbehandling är längre. Följande lista ger exempel:
| Funktionella skäl |
| Korrosionsbeständighet |
| Slitagebeständighet |
| Glidegenskaper |
| Skrovlighet |
| Hårdhet |
| Hållfasthet |
| Ledningsförmåga |
| Lämplighet för lödning |
Nedanstående tabell ger en översikt över de olika ytbehandlingsmetoderna från mekanisk och kemisk bearbetning över anodisk oxidation till de olika beläggningarna. Därvid bör beaktas att mekanisk och kemisk behandling i regel utförs som ett förbehandlingssteg. Anodisk oxidation och de olika beläggningarna kan anses vara slutbehandlingssteg. De angivna ytbehandlingsmetoderna kan användas för såväl dekorativa som funktionella ändamål.

Förutom de nämnda metoderna finns ett stort antal ytterligare ytbehandlings- och ytbeläggningsmetoder. Inom ramen för här föreliggande tekniska riktlinjer för pressgjutning av icke-järnmetaller tas inte upp förteckning och beskrivning av ytterligare metoder för att få en överskådlighet.
Grundregler för ytbehandling skall beaktas redan vid konstruktionen av gjutgods och verktyg. Resultatet av en ytbehandling hänger i stor utsträckning på noggrannheten hos mot varandra avstämda för- och efterbehandlingssteg liksom på att man tekniskt behärskar dessa. Det kan vara nödvändigt att flera förbehandlingssteg måste genomföras innan det slutgiltiga skiktet kan läggas på. Detta gäller bland annat gjutna detaljer avsedda för dekorativa ändamål som ofta bearbetas (till exempel blästring + slipning + polering) innan det slutgiltiga skiktet (exempelvis galvanisk förkromning) kan läggas på. Vidare görs ofta dels en rengöringsoperation (till exempel avfettning/betning) och påförs ett eller flera underskikt (exempelvis fosfatering för att ge en bättre vidhäftning eller förkoppring).
Nedanstående tabell ger för olika material de vanligast använda beläggningsmetoderna för pressgjutna detaljer. Tekniskt är fler kombinationer än de visade möjliga. Dock används de sällan eller inte alls.
Tabell 8. x = Huvudsaklig användning.
x = Huvudsaklig användning.
o = Möjlig användning.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}