0.5.1 Utvecklingen av teknologin
Ljusbågsugnen och processen har genomgått åtskilliga förändringar sedan 1960-talet då en 50-tons ugn hade en transformatorkapacitet på cirka 300 kVA/ton vilket kan jämföras med över 1000 kVA/ton vid slutet av seklet. Drivkraften för att utveckla teknologin har varit:
- Öka produktiviteten
- Öka effektutnyttjningen under processen
- Minska energiförbrukningen
- Minska elektrodförbrukningen
- Minska foderslitaget
- Minska kostnaderna för arbetskraften
- Krav på bättre inre och yttre miljö
- Anpassning till förändrad råvarutillgång
Ökad produktivitet uppnås bland annat med ökad effekt. Ugnar med hög effekt minst 0,5 MW/ton benämns UHP-ugnar(Ultra High Power), Figur 4. Den höga effekten ger en hög produktivitet men den medför också att ugnens infodring blir utsatt för intensiv strålning från ljusbågarna med stort foderslitage som följd.
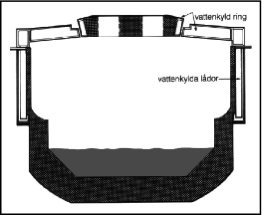
För att motverka detta har flera åtgärder vidtagits. Installation av vattenkylda paneler i ugnsväggarna har medfört sänkta kostnader för foderslitaget. Även stor del av valvet är vattenkylt. En annan åtgärd har varit att införa praxis med en skummande slagg. Genom samtidig injektion av kolpulver och syrgas åstadkommer gasutvecklingen att slaggen skummar varvid ugnsväggarna avskärmas från strålningen från ljusbågarna. För att få en bra skummande slagg krävs också att slaggen har rätt basicitet och en väl avvägd flytbarhet. Genom den ökade effekten blir skrotsmältningen ojämn i ugnsrummet. De vattenkylda panelerna medverkar till denna tendens. Mitt emot elektrodernas ljusbågar uppkommer heta ytor. Där avståndet till ugnsväggen är kortast smälter skrot fortare och slitaget blir större vid dessa så kallade ”hot spots”. Mellanliggande skrot smälter långsammare och för att göra nedsmältningen jämnare installeras ofta oxy-fuel brännare i ugnsväggen och i slaggluckan, Figur 5.

Strålningen från ljusbågarna skall smälta beskickningen och efter ”allt smält” höja
stålets temperatur och så litet som möjligt påverka den eldfasta infodringen. Därför måste effektinmatningen styras för optimalt utnyttjande. Av Figur 6 framgår att maximal effekt tillförs vid en viss strömstyrka, ökas strömmen ytterligare minskar den aktiva effekten och risken för överhettning av transformatorn ökar.

Ljusbågslängden måste anpassas efter förhållande i ugnen genom reglering av ljusbågsspänningen, med bibehållen effekt betyder detta också en förändring av strömstyrkan. Av Figur 7 framgår att både ljusbågsspänningen och effektfaktorn sjunker med ökad strömstyrka därför är det ej alls säkert att maximal aktiv effekt alltid är bäst, ström och spänning bör i stället anpassas till förhållanden i ugnen.

Beroende på skrotet sker chargeringen med 2 alternativt 3 skrotkorgar. Tillförd
energi måste styras så att skrotet smälter snabbt utan att ugnsväggarna exponeras.
Tillförs för lite energi får inte nästföljande skrotkorg plats med sänkt produktivitet
som följd. Både effekt och energistyrning sker idag med hjälp av matematiska modeller inlagda i datorer. Metallurgiska Forskningsstationen i Luleå har utvecklat ett system MEFARC som har installerats vid flera stålverk.
I slutet av 1980-talet introducerades likströmsugnen, DC-ugn, i industriell skala,
vilket har medfört en intensiv utveckling av ljusbågsugnsprocessen. Tre olika ugnstyper har etablerats:
- Normal ljusbågsugn med toppchargering
- Dubbelugn med toppchargering
- Ugn med kontinuerlig chargering
Den tid då effekttillförseln är avstängd för chargering av råvaror och avlagning av
det eldfasta fodret samt är reducerad under färskning och raffinering har minskat. För en singelugn är effekttillförseln inkopplad 70-75% av tiden från tappning till tappning, motsvarande siffra för en ugn med kontinuerlig chargering är 90%. Den dominerande typen av ljusbågsugnen är fortfarande singelugnen i växelströmutförande. Likström används för alla tre ugnstyperna.
