0.16.1 Bottenblåsande konvertar
När syre blåses in i en järnsmälta uppstår lokalt mycket värme och man kan få infodringsproblem. LD-processen löste detta genom att blåsa en syrejet uppifrån ner i smältan, så att en krater bildades. Vid Maxhütte i Tyskland lyckades man i slutet av 60-talet att färska med syrgas i en bottenblåsande konverter. Den kallades OBM (Oxygen-Boden-Maxhütte). För att skydda dysor och infodring från den starka värmeutvecklingen från syrgasförbränningen utvecklades en speciell dysa som består av två koncentriska rör. I det inre röret spolas syrgas och i det yttre utrymmet ett skyddsmedium av kolväten (propan naturgas eller eldningsolja). Kolväteföreningarna spaltas i dysmynningen och detta kräver så mycket värme att en skyddsmängd på ett par procent av syrgasmängden är tillräcklig för att åstadkomma tillräckligt låg temperatur. Tillsammans med syrgasen i det inre röret kan även pulverformig kalk injiceras. Kalken bidrar till ett lugnt blåsningsförlopp och utgör en bas för den nödvändiga slaggbildningen. Liknande processer utvecklades i andra delar av världen och man möter namn som LSW i Frankrike och Q-BOP (Quick Basic Oxygen Process) i USA som båda är snarlika OBM-processen i arbetssätt. I Figur 14 nedan visas en principiell figur av en OBM-koverter.

OBM-processens metallurgi
Samma produktkrav som ställs på LD-processen ställs på OBM-processen. De metallurgiska reaktionerna är i huvudsak lika. Den mest påfallande skillnaden är den mer intensiva badrörelsen hos OBM. Detta innebär bland annat att blåstiden kan förminskas till 10-12 minuter och jämvikten uppnås mer effektivt. Bättre jämviktsförhållanden innebär att FeO-halten generellt kan hållas lägre i OBM än LD, vilket innebär bland annat ett bättre järnutbyte. Framför allt i slutfasen när kolhalten är låg kan fördelarna med OBM:s bättre omröring utnyttjas. Man kan till exempel i OBM nå kolhalter på 0,01% medan LD har en begränsing till cirka 0,04%. En nackdel med OBM är att vätehalten efter blåsning ofta är högre än de cirka 2 ppm som LD når och som man helst inte vill överstiga. Detta kan åtgärdas genom att argon spolas genom smältan in en kort tid i slutet av konverteringen.
Trots en något högre driftskostnad har OBM så stora fördelar att den borde ha ersatt LD i ett snabbt tempo, om det inte vore för att LD genom förbättringar reducerat sina akilleshälar. En väsentlig sådan förbättring är införandet av kombinerad låsning.
Kombinerad blåsning
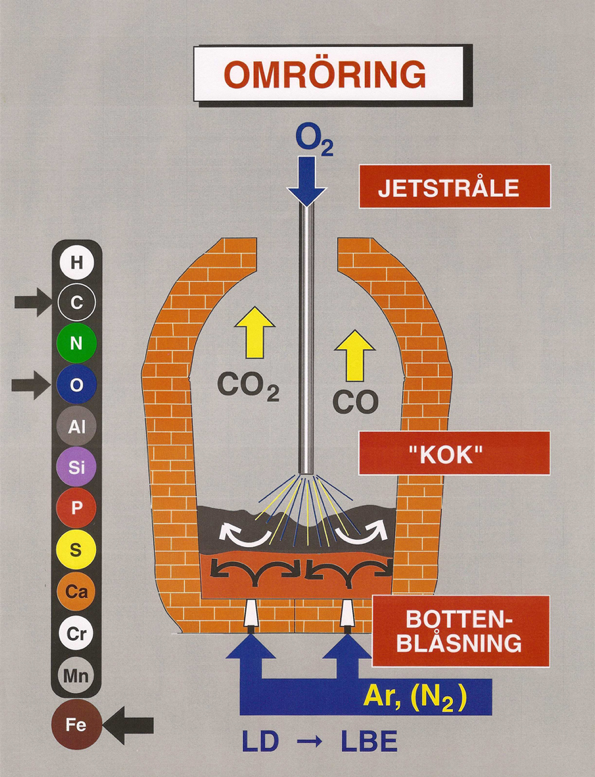
Eftersom LD och OBM processerna båda har sina fördelar har man funnit att det skulle kunna vara intressant att både kunna blåsa från lans och från botten i samma konverter. Detta kallas för kombinerad blåsning och kan göras på många sätt. En förenklad uppdelning kan göras enligt följande:
Alt 1: Syrgas genom lans från toppen samt tillsats av inert gas genom porösa
stenar eller dysor i konverterbotten. Bottenflödet är lågt. Denna variant
kallas hybridprocess och är vanlig eftersom det krävs enbart en relativt
enkel ombyggnad av LD-verket. En känd variant kallas LBE (Lance-Bubbling Equilibrium) se Figur 15.
Alt 2: Syrgas genom lans från toppen samt tillsats av luft koldioxid eller syrgas genom OBM-dysor. Bottenflödet är måttligt.
Alt 3: Syrgas från toppen genom lans eller dysor i konverterväggen, samt tillsats av syrgas genom OBM-dysor i botten. Bottenflödet är högt, cirka 30% av syrgasen tillförs från botten.
Den stora fördelen med kombinerad blåsning jämfört med LD är naturligtvis den bättre omrörningen särskilt i slutet av konverteringen, när CO-koket är litet. Man uppnår genom bättre omrörning lägre FeO-halter, vilket i sin tur leder till bättre utbyten och lägre foderslitage. Lägre lösta syrehalter i stålet innebär ökade legeringsutbyten. Dessutom erhålls bättre svavelrening och ökade Mn-halt i badet. Jämfört med ren OBM når man högre skrotsmältningskapacitet och en bättre fosforreningsförmåga vid höga kolhalter.

0.16.2 Tappning och legering
När blåsningen är klar tappas konvertern genom att den vickas i tappningsposition. Stålet tappas nedåt och slaggen flyter ovanpå. Det är viktigt att avbryta tappningen i rätt tid för att undvika att slagg följer med stålet. Om slagg följer med riskerar man att nå låga utbyten på efterföljande legeringstillsatser på grund av oxidation av desamma. Dessutom finns en risk för återreduktion av skadliga ämnen som exempelvis fosfor.
Stålet har efter blåsningen en hög halt av löst syre, cirka 500-800 ppm. Denna halt måste nedbringas eftersom den höga halten kan oxidera legeringstillsatser men framför allt på grund av att det fasta stålet har en mycket låg löslighet (nära 0) för syre. Stålet måste desoxideras vilket görs med tillsatser av vanligtvis Si, SiMn eller Al. Förutom desoxidationstillsatser görs ofta tillsatser av legeringsämnen vid tappningen eller direkt efter desoxtillsatserna.

{kind=link}
{kind=link}