1.12.1 Stränggjutningen
Bessemerprocessens genombrott med start på 1850-talet innebar att man för första gången fick flytande stål i större mängder att ta hand om. Man behövde införa ett nytt processteg nämligen gjutningen. Gjutning hade förekommit i mindre skala för stål från degelugnar och för andra metaller men storskalig gjutning var nytt.
På bearbetningssidan kom också en nödvändig utveckling till stånd. Götvalsverk kom att ta över från smidestekniken vilket i sig innebar stora produktivitetsökningar. Det intressanta är att Henry Bessemer själv hade idéer om gjutningen. Han tog ut patent på att direktgjuta till färdig produkt. Han föreslog att man skulle gjuta tunna band direkt mellan stora kylande valsar. Utvecklingen skulle emellertid inte ta den riktningen. I stället utvecklades en gjutpraxis som innebär att stålet hälldes i ett kar (kokill) där det fick stelna. Den stelnade klumpen kallades göt och bearbetades i ett götverk. Göten växte i storlek och uppgick efter hand till flera tons vikt. Till stålverken kom att höra stora gjuthallar där gjutningen genomfördes. En viss utveckling skedde när man började gjuta göt genom så kallad stiggjutning. Stålet hälldes inte i uppifrån längre utan transporterades genom keramiska rör så att kokillen fylldes på underifrån vilket också gjorde det möjligt att fylla fler göt i så kallat stigplan.
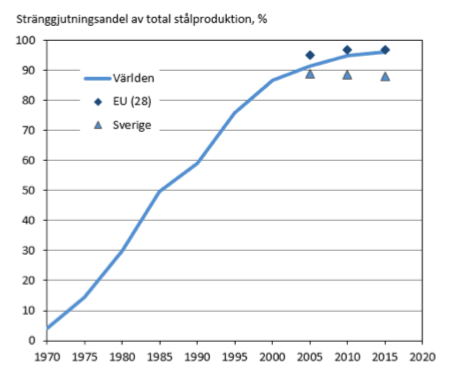
Efter mer än 100 år av götgjutning kom under 1960-talet stränggjutningen att få sitt kommersiella genombrott. Vid stränggjutningen gjuts ett ämne kontinuerligt med i regel ett klenare tvärsnitt än motsvarande göt. Detaljer om detta och stiggjutning ovan presenteras i avsnittet om gjutning. Den kontinuerliga gjutningen kom att innebära kraftiga produktivitetsökningar och därmed kostnadssänkningar. Drivkraften att installera stränggjutning var stark och inom 20 år var stränggjutning den dominerande gjutningsmetoden. I Figur 16 visas hur andelen av stål som stränggjuts har utvecklats.
De första experimenten med stränggjutning gjordes i Tyskland under 1930-talet men det skulle dröja 30 år innan det egentliga genombrottet. Man kan i utvecklingen inte peka på några enskilda detaljer som löstes med någon speciell uppfinningshöjd. När genombrottet för användningen kom fanns flera firmor som sålde stränggjutningsanläggningar med likartad teknik. Skälet att utvecklingen tog så lång tid sammanhänger troligen med att det var ett språng i teknikutvecklingen och att enskilda insatser inte blev tillräckligt kraftfulla för att nå helt fram. Ur tekniskt utvecklingsintresse kan konstateras att genom att de första stränggjutningsprojekten av naturliga kostnadsskäl arbetade i liten skala kom man att skapa onödiga problem. Det skulle visa sig att det var mycket svårt av värmetekniska skäl att stränggjuta klena ämnen i jämförelse med grövre mått. De tekniska genombrotten kom därför först när man vågade gå upp i skala.

Nästa steg i gjutningsutvecklingen var att gjuta tunna slabs, CSP, (Compact Strip
Production). Firma SMS i Tyskland hade under 1980-talet utvecklat en variant på
stränggjutning där tunna slabs kunde gjutas kontinuerligt. Eftersom dessa tunna slabs inte kunde omvärmas före varmvalsning var idén att varmvalsa direkt i linjen vilket skulle innebära stora produktivitetsvinster. Ett företag, Nucor i USA, med den mycket dynamiska ledaren Ken Iversson, antog utmaningen. Efter flera år av idogt igångkörningsarbete i början av 1990-talet lyckades projektet. Projektet blev kraftigt försenat och fördyrat men trots belackare över hela världen behöll Iversson målet. Processen blev en succé och antalet installationer ökade snabbt.
Fortfarande efter 150 år har dock Henry Bessemers dröm om direktgjutning inte uppfyllts helt. Sedan cirka 30 år har direktgjutning (near net shape casting) varit aktuellt och man har på senare år i labskala och pilotskala visat metodens möjligheter.

{kind=link}