13.0.1 Översikt
Alla plåt- och bandvalsverk har i dag avancerad processtyrning. Det gäller både varmvalsverk och kallvalsverk. En fullständig styrning av valsverkets produktion innefattar datorsystem med flera olika nivåer. Stålindustrin är i dag högt datoriserad jämfört med andra branscher. Det gäller speciellt valsning av plåt och band.
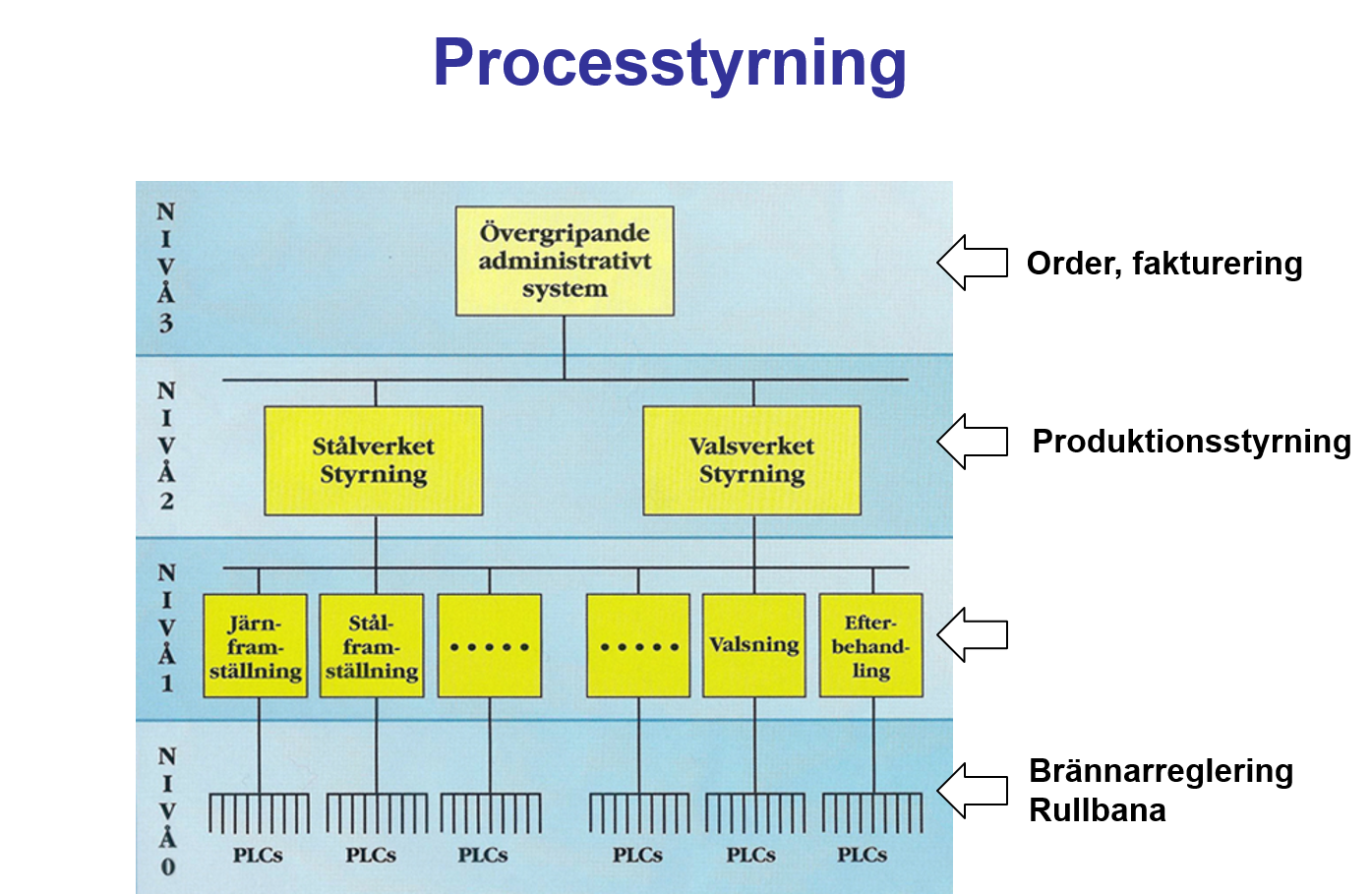
Kvalitetskraven på färdigvalsat material har stigit så mycket, att en operatör idag sällan kan ställa in ett valsverk från sin egen erfarenhet och samtidigt uppnå en acceptabel produkt. Numera används datorer till processtyrning av valsverk, och deras funktioner omfattar huvudsakligen beräkning av börvärden för inställning, loggning av produktionsdata samt rapportering. En typisk arbetsgång för processtyrning i ett valsverk kan vara:

En produktionsplan tas emot från en överordnad dator för produktionsplanering (nivå 3). Produktionsplanen innehåller en lista över produkter som skall valsas under en given tid framåt, till exempel ett arbetsskift.
Strax innan en produkt skall valsas, beräknas börvärden för inställningen av valsverket. Här används empiriska och fysikaliska matematiska modeller. Beroende på uppgift från produktionsplanen, hämtas ingångsdata till modellerna från lagrade filer som innehåller materialegenskaper, valsverkets fysikaliska konstanter samt adaptionsdata. Den här beräkningen görs av en processdator (nivå 2).
Under valsningen regleras materialets tjocklek, planhet ooch så vidare av ett antal styrsystem, som finns på nivå 1.
Informationen från valsningsprocessen samlas under valsningen, oftast av ett nivå 1-system, och bearbetas sedan av processdatorn för senare användning för produktionsuppföljning och adaptering av stickschema.
När materialet är färdigvalsat, producerar processdatorn en rapport som sammanfattar produktionsresultatet. En del av denna information skickas till den överordnade produktionsplaneringen.
Adaptionsdata som samlas under valsningen används för att förbättra noggrannheten på senare inställningsberäkningar. Oftast har man korttidsadaption, där man anpassar beräkningen av inställningar till nästa band eller plåt, och långtidsadaption, som ändrar beräkningskoefficienterna över en längre tid.
Processtyrsystemet kan även producera rapporter som sammanställer produktionen över olika tidsperioder, till exempel skift-, vecko- eller månadsrapport.
Processtyrning av valsverk har inneburit att man numera snabbt kan göra omställningar mellan olika produkter med mindre produktionsspill. Valsverket har blivit mer flexibelt och kan hantera större antal valsningsposter av skilda färdigdimensioner. Genom att i varmvalsverk göra noggranna beräkningar av produktionskapaciteten, kan man göra taktgivningen mer noggrann, vilket innebär ökad produktionskapacitet och minskad energiåtgång.

{kind=link}