9.3.1 Skärande bearbetning
Aluminiumlegeringar är mycket lämpliga för skärande bearbetning. Dock påverkar sammansättning och tillstånd skärbarheten. För att skilja dem åt indelas de i fem skärbarhetsklasser, Tabell 23, som gjorts med hänsyn till spånform och möjlighet att uppnå hög ytkvalitet.
Tabell 23. Indelning i skärbarhetsklasser
Härdbara legeringar i kall- och varmåldrade tillstånd har bättre skärbarhet än icke härdbara legeringar, Figur 97. Icke härdbara, inklusive renaluminium, får bättre skärbarhet med ökande kallbearbetningsgrad.

I automatlegeringar ger tillsatser av lågsmältande ämnen som vismut och/eller bly mycket god skärbarhet med korta spån. Enligt RoHS-direktivet (EU) ställs dock krav avseende maximalt blyinnehåll i metaller, varför nya typer av automatlegeringar måste utvecklas.
De legeringar som har kallats automataluminium är AW-2007, 2011, 2030, 2111B, 6012, 6023, 6262. De har bland annat använts för automatbearbetning av detaljer i stora serier och givit detaljer med goda egenskaper, samtidigt som driftsäkerheten i skärprocessen ökat rejält. En utveckling av en blyfri automatlegering är AW-6026, som innehåller vismut i stället för bly, men som har samma goda skäregenskaper.
9.3.2 Verktyg
De verktyg som används vid skärande bearbetning av aluminium är ofta tillverkade av snabbstål eller hårdmetall. Ibland används verktyg med ytskikt av polykristallin diamant, PCD, när man vill ha hög ytfinhet eller extra snäva dimensionstoleranser
Aluminium har hög friktionskoefficient i kontakt med vanliga verktygsmaterial. Detta medför att det finns en viss risk för aluminiumbeläggning på verktygen och ibland också löseggsbildning. Ökas skärhastigheten underlättas bearbetningen och löseggsbildningen upphör, Figur 98.

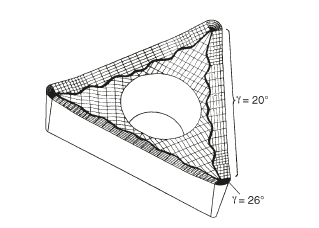
Verktygen utformas därför så att man kan undvika dessa olägenheter. Spånvinkeln görs stor och eggen skärps noggrant. Spånluckor och spånutrymmen bör vara stora, större än när stål bearbetas, och ha polerade ytor. Man bör alltså eftersträva att få en ostörd spånavgång och en spånbildning, som kräver låg skäreffekt. En del av detta uppnås genom lämplig verktygsutformning, medan övrigt beror på val av material- och skärdata samt bearbetningsmaskinens egenskaper. Verktyg avpassade för bearbetning av aluminium finns bland annat för svarvning, fräsning, borrning, kapning och gängning.
Skäreggar för svarvning av långspånande material brukar förses med spånbrytare, som består av ett tvärgående spår eller ett trappsteg nära skärkanten, Figur 99. Spånbrytaren lyfter upp spånet och bryter av det eller rullar det i spiral till ett skruvspån. Det underlättar också spåntransporten och ger ett kompaktare spånskrot.
aluminiumbearbetning.
Den totala bearbetningskostnaden avgör valet av verktyg. Med standardverktyg, som ofta utformats för att passa stålbearbetning, uppnås i de flesta fall acceptabla resultat även vid aluminiumbearbetning. Men undantag finns. Figur 100 visar en centrumslipad borr med negativ spetsvinkel och försedd med en spets. Borren är avsedd för genomgående borrning i tunnplåt och är utformad för att undvika gradbildningar på hålets utgångssida.

Skärhastigheten hos en borr avtar in mot centrum, där rotationen är noll. Här återfinns det sk tvärskäret, som orsakar cirka 70% av den nödvändiga inträngningskraften hos en standardborr. Man kan minska denna kraft 20–30% med en trefasettslipning och samtidigt förbättra spånbildningen. Centrernoggrannheten ökar, det vill säga det uppborrade hålet blir rakt och har små diameterskillnader.
Figur 101 visar ett gängstål för aluminium (ljus yta), som har större
spånutrymme och spetsigare egg och därför får större stöd mot hålväggen, än ett verktyg för stål (streckat).

Många företag har i dag speciella verktygsprogram för aluminium. Här kan man finna optimerad form avseende spånbrytning, spånavgång och skäregenskaper för all skärande bearbetning.
9.3.3 Skärvätska
Bearbetning av aluminium kan ske utan skärvätska om skärhastigheten är hög och matningen måttlig. Det är emellertid ofta fördelaktigt att använda skärvätska. Den har en smörjande och kylande effekt och ger verktyget större livslängd. Skärvätskan medverkar också till att spånen lätt avskiljs och att ytkvaliteten blir god.
9.3.4 Höghastighetsbearbetning
Genom utvecklingen på maskinsidan kan man i dag bearbeta aluminium med mycket höga skärhastigheter, 2000–4500 m/min. Detta utnyttjas framför allt vid fräsoperationer där pinnfräsar med upp till 60000 varv/min ger hög avverkningshastighet, låga skärkrafter, hög ytfinhet och liten värmeutveckling. Framtagning av mycket tunna väggar med gradfria kanter och mycket hög måttnoggrannhet blir resultatet. I några fall kan upp till 90% av materialvolymen arbetas bort utan att metoden är oekonomisk.
Uppvärmningen av detaljen minskar med ökande skärhastighet. Vid konventionell bearbetning går cirka 80% av det utvecklade värmet till detaljen och 10% till spånen. Vid höghastighetsfräsning går cirka 10% av värmet till detaljen och 80% till spånen. Detta ger betydligt mindre värme i arbetsstycket och följaktligen bättre måttnoggrannhet. Den tillförda skärvätskan används därför inte för kylning utan mer som spåntransportör.
