9.7.1 Råsand
Råsand innehåller sand, bentonit, vatten och kolhaltigt material såsom sot eller sotersättningsmedel samt andra eventuella tillsatser. Själva sanden består till största del av retursand som redan använts för tidigare avgjutningar men kompletteras med en del nysand.
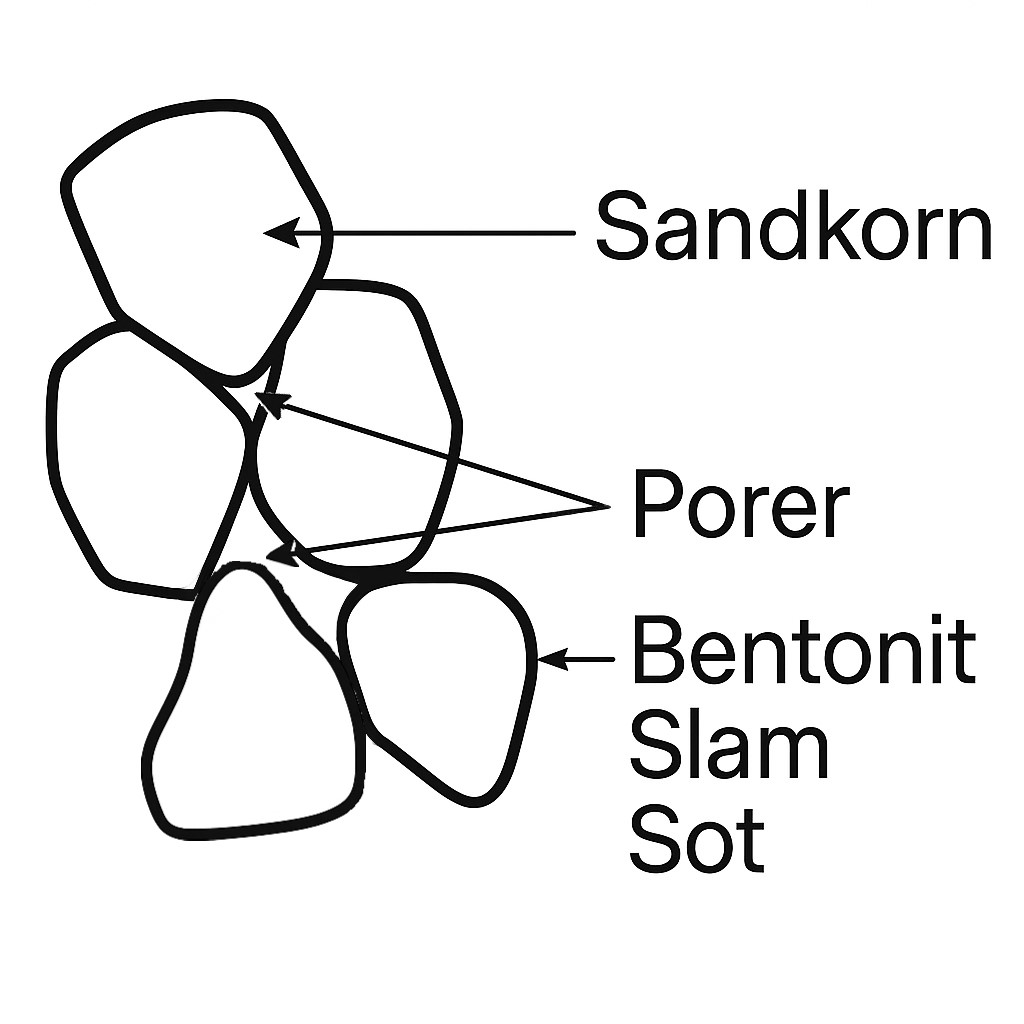
Sanden är i Sverige vanligtvis kvarts-fältspatssand, men kan även vara olivin-, kromit- eller zirkonsand. Bindemedlet är bentonit. Vatten tillsätts för att ge massan en lämplig konsistens. Kolhaltigt material antingen stenkolssot eller sotersättningsmedel (glanskolgivare), tillsätts för att få bra godsytor, och minska risken för expansionsdefekter. Figuren visar schematiskt uppbyggnaden av råsand.
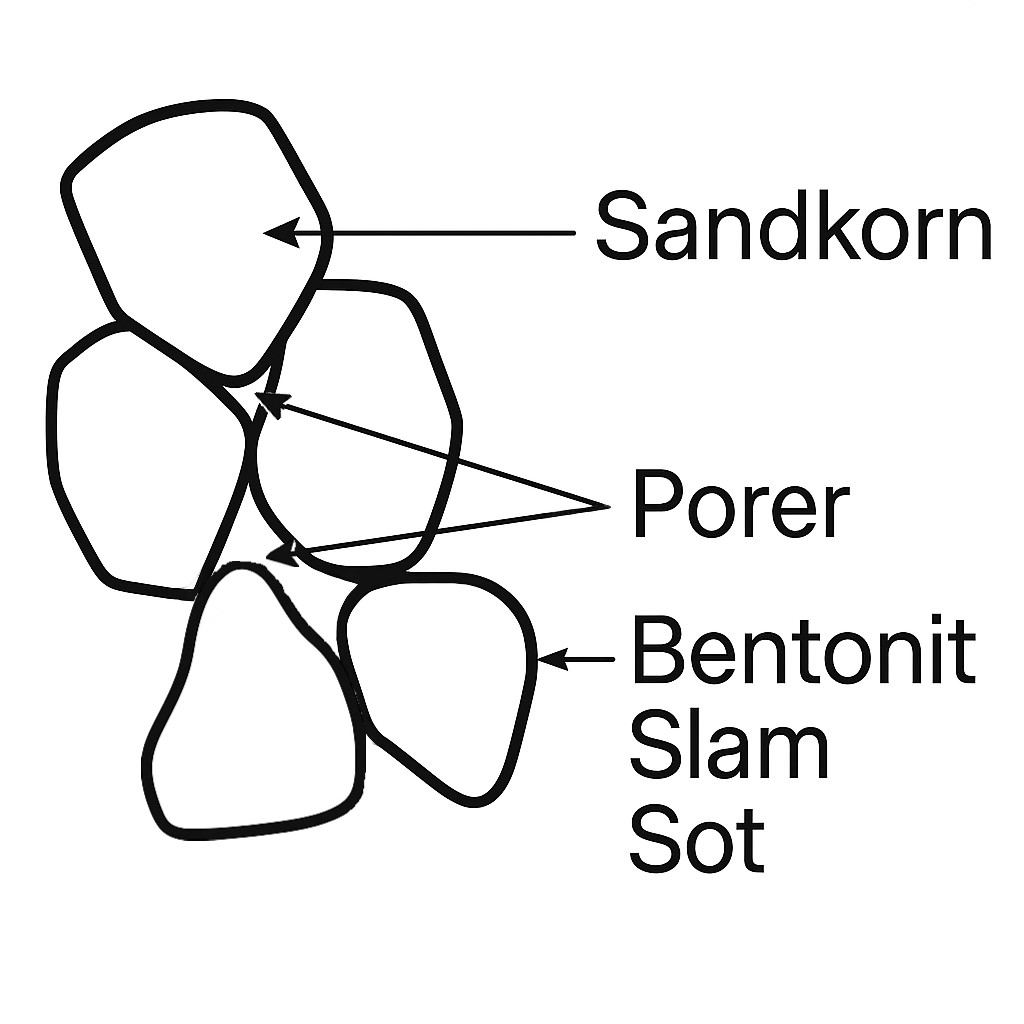
Figur 13. Råsandsformmassors uppbyggnad.
Råsand är den dominerande formmassan för långseriegods. Den används även för kortseriegods i vikter från något kilo upp till cirka ett ton. Vid kortseriegods går trenden från råsandsformmassa mot formmassor med kemiska bindemedel, så kallade självhärdande formmassor.
Den främsta fördelen med råsandsformmassor är den låga materialkostnaden som beror på den höga andelen retursand som används varv efter varv.
Dessutom är de ofta bättre än de kemiskt bundna massorna ur miljösynpunkt.
9.7.2 Sammansättning hos råsandsformmassor
Sammansättningen hos råsandsformmassor varierar inom vida gränser beroende på typ av gods, bentonit och vilka eventuella kärnreturrester som finns i retursanden. Det beror också på vilken typ av formmaskin gjuteriet har och slutligen även på vilka produkter som man tar fram.
Olika kärnbindemedel kan påverka såväl formsanden som bentoniten. Betingelserna varierar från gjuteri till gjuteri även om exempelvis formmaskinerna är lika, då oftast sandberedningen är gjuterispecifik.
Tabell 1. Exempel på sammansättningen hos råsand vid tillverkning av järngjutgods.
För handformning är fukthalten högre – cirka 4 procent
Råsandsformmassa för metallgjutgods avviker från råsandsformmassa för järngjutgods i följande avseenden:
- Sot eller sotersättningsmedel används i låg halt eller inte alls
- Halten bindemedel är lägre, vilket innebär att formarna blir svagare
- För magnesiumlegeringar tillsätts inhibitorer, exempelvis svavel- eller borsyra, till råsandsformmassan för att minska risken att magnesiumet börjar brinna.
Råsand utan sot eller sotersättningsmedel
I ett EU-finansierat projekt i början av 2000-talet gjordes försök att ta fram ett råsandsystem utan tillsatser av organiskt kol.
En negativ aspekt på försöken var att mängden sand som fastnade på godsytorna ökade.
Ur miljösynpunkt ledde emellertid arbetet till att emissionerna av formaldehyd, fenoler, bensen, toluen, xylen och liknande minskade och många analyserade PAH-ämnen hamnade på så låga nivåer att de inte ens kunde detekteras.
Detta projekt födde nya idéer för de sotersättningsmedel vi har idag, och idag finns det dessutom ett flertal leverantörer av dessa. Det finns några europeiska gjuterier som arbetar helt utan tillsats av kolhaltigt material i sandblandningen.
I stället används specialbehandlad bentonit samt ett tillsatsmedel på oorganisk bas. Formsanden är dock inte helt kolfri, då kärnbindmedlen för Cold Box-metoden bildar glanskol i formsanden vid sitt termiska sönderfall.
AO-teknik vid råsandsformmassor
I USA arbetar en handfull gjuterier med en teknik vid produktion i råsandssystem som kallas ”avancerad oxidationsteknik” eller ”AO-teknik”. Den innebär i korthet att det vatten som tillsätts till formsanden, vid blandning och kylning, behandlas med små mängder peroxid och ozon. Samtidigt utsätts formsanden för ultraljud.
Erfarenheterna från tekniken är hittills få, men mycket goda i USA. Tekniken utvecklades ursprungligen för att skapa renare avgaser från råsandsformarna, men den har alltså visat sig ge flera positiva bieffekter, såsom en nästintill luktfri inomhusmiljö samt en minskning av bentonitbehovet. En annan fördel är att utsläppen av bensen och VOC minskade .
Man har dessutom utfört enkla pilotförsök som indikerar att man förmodligen kan använda tekniken som ersättning för tillsats av svavelsyra för att effektivisera och förenkla reningen av starkt luktande aminer.
Metoden har inte slagit igenom i Europa.
9.7.3 Beredning av råsandsformmassor
Råsanden i ett gjuteri återanvänds ett stort antal gånger. För varje kretslopp (figuren) tillsätts en viss mängd nysand samt bentonit, sot och vatten. Detta görs för att förnya utbrända beståndsdelar i formmassan och kompensera för kärnsand som vid urslagningen blandas med formmassan.

Följande videofilm visar upp flera av processerna i beredningen av råsand:

Magnetseparering
När retursanden lämnar urslagaren innehåller den oftast vissa skrotrester, som måste avlägsnas eftersom de kan förorsaka modellskador och gjutgodsfel. Skrotresterna risker även skära sönder såväl elevatorband som gummiband på retursandssidan (detta beroende på att skrotresterna kan vara både vassa och varma).
Magnetiskt skrot avlägsnas oftast med magnetseparatorer. Exempel på uppbyggnad av en separator av typ överbandsmagnet visas i figuren nedan. Denna typ av separator insätts ofta direkt efter urslagaren och före sandkylaren. Den på figuren visade magnetseparatorn består av ett ändlöst roterande gummitransportband med inmonterade, fasta elektromagneter mellan bandparterna. Magnetismen är koncentrerad mot underparten på bandet, vilket är försett med medbringare. När magnetiskt skrot passerar på transportbandet under magneterna, ”sugs” skrotet upp ur formmassan och förs sedan med magnetseparatorns band åt sidan, där det samlas upp i en behållare.
En annan typ av magnetseparator är ändrullemagneten. Denna magnetavskiljare utgörs av en rulle, över vilken transportbandet för formmassan löper. Rullen innehåller ett antal statiska elektromagneter och manteln är tillverkad av mässing. De magnetiska partiklar, som transporterats med formmassan, påverkas av det magnetiska kraftfältet. Då formmassan passerar rullen och lämnar transportbandet, följer de magnetiska partiklarna med i gummibandets rörelse, tills kraftfältet upphör att påverka dem. Ändrullemagneten lämpar sig främst för avlägsnande av magnetiskt skrot samt för mindre järnpartiklar liggande nära transportbandet.

Siktning av formmassa
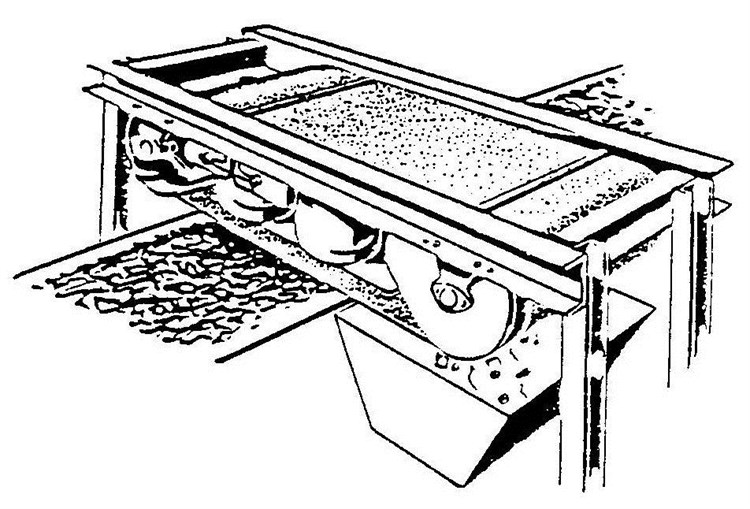
Klumpar och andra föroreningar avskiljs i en sikt. Manteln på sikttrumman är perforerad. Sikttrumman roterar kring sin centrumaxel och är monterad med en svag lutning.
Retursanden leds in i trummans övre del och får sedan passera genom siktduken. Den siktade formmassan samlas upp i tratten under sikttrumman. Inne i trumman finns medbringare, som lyfter upp formmassan och låter den falla. Detta gör att sandklumpar slås sönder och att massan blir ordentligt uppluckrad. Genom trumman blåses luft, varigenom kylning av formmassan erhålls. Normalt används siktdukar med masköppningen 8 till 10 millimeter, men beroende på trummans lutning blir den effektiva öppningen 60 till 70 procent av masköppningen.

Kylning av formmassa
Gjuteriernas strävan att alltmer öka produktiviteten hos formningsanläggningarna medför ibland att så kallade varmsandsproblem uppstår om inte förebyggande åtgärder vidtas.
Ökning av utnyttjandegraden gör att formmassan transporteras runt i allt snabbare takt, vilket leder till ökad temperaturbelastning på formmassan. Finns det då ingen utrustning för kylning av formmassan kommer sandtemperaturen att öka och därmed ökar risken för gjutgodskassationer.
En allmän regel säger att om formmassans temperatur går över 40 grader så ger det sannolikt varmsandsproblem.
Hos den varma formmassan kommer vattnet att avdunsta från formmassan under transport och lagring vid formmaskinen. Dessutom sker ytuttorkning av formhalvorna innan hopläggningen. Varma hoplagda formhalvor ger också upphov till problem på grund av fuktkondensation i överflaskan och på kallare kärnor.
Många gjuterier har långa transportsträckor för formmassa mellan blandare och formmaskin, vilket ökar avdunstningsmöjligheterna. Detta innebär att formmaskinen får för torr massa, det vill säga för lågt packningstal. Avdunstningen får kompenseras genom ett motsvarande vattenöverskott vid sandberedningen.
Sammanfattningsvis ger varmsandsproblem upphov till:
- Ojämna formmassaegenskaper. Det blir omväxlande för torr eller för blöt formmassa, vilket medför problem med gjutgodsets ytor.
- Fastklibbning av formmassa på modeller och brätt. Detta ger försämrad dimensionsnoggrannhet eller tagningar hos gjutgodset.
- Ytuttorkning och kantskörhet hos tillverkade formar. Resultatet blir försämrad dimensionsnoggrannhet och erosionsskador, som i sin tur ger sandinneslutningar och gasblåsor i gjutgodset.
- Ökad risk för skollor och ”råttsvansar” hos järngjutgods.
- Ojämn tömning av retursandsfickor. Det blir ”häng” i fickorna, vilket ökar risken för varm sand (se även avsnitt om lagring av retursand)
- Ökad avstoftning från retursanden. Detta ökar formmassans fuktkänslighet om inte stoftåterföring görs.
- Ökad risk för kulbildning i formmassan, vilket bland annat kan ge upphov till ytblåsor hos gjutgodset.
En viss kylning fås av formmassan i blandaren. Om denna kylning inte är tillräcklig måste en separat sandkylning installeras i råsandssystemet. En sådan insatt i retursandssystemet förbättrar även homogeniseringsgraden, vilket ofta väsentligt underlättar styrningen av råsandssystemet.
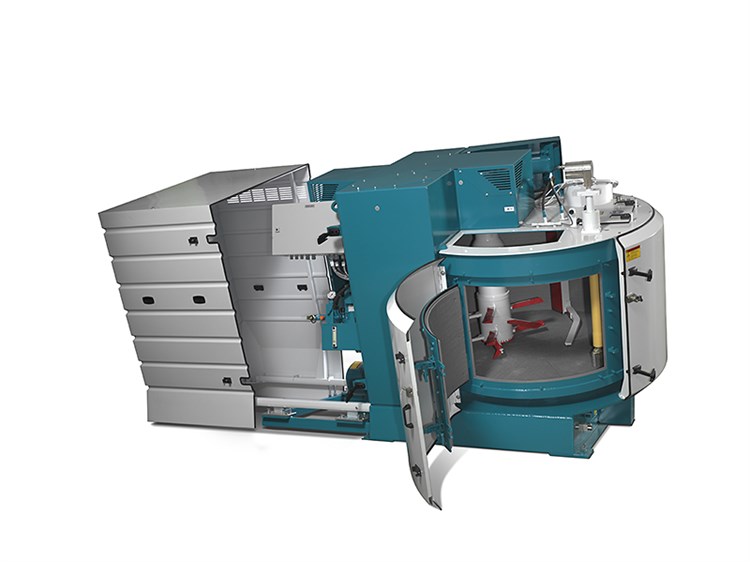
Ett exempel på sandkylare visas i figuren nedan. Sandkylaren baseras på luftgenomblåsning av förbefuktad retursand. Enbart luftgenomblåsning ger ingen nämnvärd kyleffekt. Genom förbefuktningen och den efterföljande luftgenomblåsningen används vattnets ångbildningsvärme som kylmedium, vilket ger åtskilligt ökad avkylningseffekt. Dessutom minskas stoftförlusterna från retursanden om den hålls fuktig.

Lagring av retursand
En sandberedning har alltid en eller flera behållare för lagring av retursanden före blandningen. Många gånger vållar lagringen problem på grund av ”häng”, vilket innebär att retursanden klibbar fast vid behållarens sidor.
Risk finns för att endast en tunn mittpelare av formmassan rör sig i fickan.
De främsta orsakerna till ”häng” i retursandsfickorna är:
- Fuktkondensation på fickans insida på grund av kalla väggar och varm retursand. Formsanden ”klistras” fast på väggarna. Detta är en ond cirkel eftersom ökande grad av ”häng” medför mindre formmassa i omlopp, vilket i sin tur ökar den termiska belastningen på massan. Därmed blir formmassan varmare och graden av ”häng” ökar ännu mera.
- Olämplig konstruktion av fickans nederdel, vilket gynnar påkladdning av retursand. Innerväggarna bör vara släta.
Exempel på ”hängminskande” åtgärder är:
- Invändig målning av fickväggar och montering av rostfri plåt på speciellt nötningsutsatta områden.
- Montering av så kallade pneumatiska chockventiler i fickväggarna. Ventilerna skall vara kopplade till gummimembran på insidan av väggarna.
- Montering av luftkanon för att skjuta bort fastklibbad formmassa.
- Flyttning av invändigt olämpligt placerat stag till utsidan.
- Montering av medbringare på transportbandet under fickan.
- Renskrapning av fickväggarna cirka en gång per månad.
- Montering av teflonplattor på nederdelen av fickorna.
Blandning
Efter lagring transporteras retursanden på transportband vanligtvis till en vågbehållare över en blandare.
I blandaren omvandlas retursanden till formmassa, där man eventuellt tillsätter nysand samt bentonit och glanskolgivare. Dessa tillsatsmaterial förvaras strax över blandaren i var sin behållare, vilka har utmatningsutrustning för dosering – oftast via vågar – av bestämda eller styrda kvantiteter till blandaren. De styrda kvantiteterna kommer från de nya mät- och styrutrustningar som idag förekommer. Även vatten tillsätts av bestämda eller styrda kvantiteter.
Följande film visar en blandare i arbete:

Det förekommer olika typer av blandare för råsandsformmassor: valsblandare (kollergång), speedmullor (snabbvalsblandare), virvelblandare och turbinblandare.
Det förekommer också blandare med vakuum, kombination av blandare och kylare under vakuum samt roterandeblandartråg på vissa blandare.
I vissa blandare kan man installera en injektionsutrustning för tillförsel av bentonit och glanskolgivare (sot, sotersättningsmedel). Detta gör det möjligt att minska utsugsförlusterna för dessa material.
Vissa blandare kan även förses med fläkt för sandkylning.
Begreppet blandare är egentligen ej helt korrekt, istället borde uttrycket ”knådare” användas.
För att formmassan skall uppnå tillfredsställande hållfasthet med minsta möjliga bentonittillsats och för att den skall innehålla så lite klumpar som möjligt måste nämligen massan knådas ihop.

Piskning
Sandberedningsanläggningens uppgift är att leverera homogen och lucker formmassa till formmaskinerna. Den formmassa som kommer från en Speedmullor är inte alltid homogen och lucker och färdig att använda. Därför måste den luckras upp i någon typ av piskmaskin.
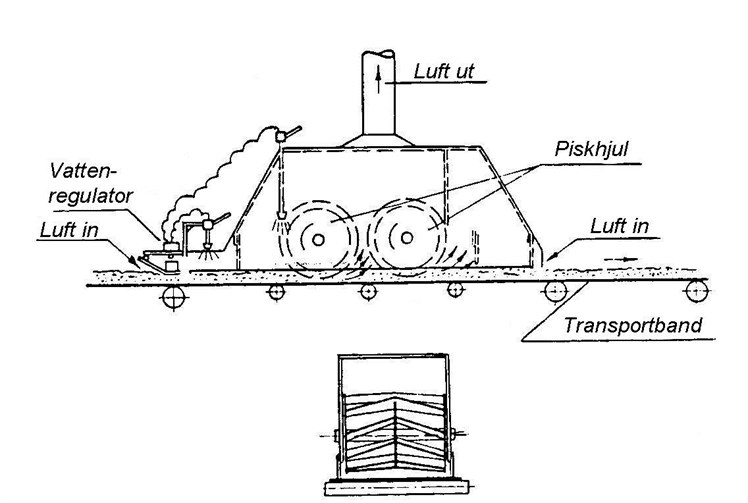
Ett exempel på pisk, Pekaypisken, visas i figuren nedan. Denna pisk har två eller flera piskhjul, som drivs av en gemensam motor. Piskhjulen har plogformade vingar och roterar åt samma håll.
Vingarna är snedställda inåt bandets centrum för att formmassa skall hållas kvar på bandet under piskning. Piskar av denna typ brukar placeras direkt över transportbandet.
9.7.4 Mätning och styrning av råsandsformmassor
Med dagens utrustning finns det möjlighet att mäta nyckeltal som packtal, fukthalt och temperatur på sanden. Detta är en förutsättning för att moderna formmaskinerna ska fungera på bästa sätt då det ställs höga krav både på råsandens jämnhet i formbarhet och dess hållfasthet mellan sandblandningarna.
Mätning och styrning av formmassans egenskaper sker automatiskt. En typ av mätutrustning placeras i anslutning till blandaren för att kunna ta ut prover, därefter justeringen av processen och sedan ta ytterligare prov. En annan typ tar ut prov efter blandaren och justerar sedan till nästa sats.
Vissa utrustningar tar också in information om retursandens egenskaper, som temperatur och fukthalt, innan sanden kommer till blandaren. Den information används sedan för att styra vattendoseringen.
9.7.5 Provningsmetoder för råsandsformmassor
För råsandsformmassor finns ett flertal provningsmetoder. De vanligaste beskrivs i detta avsnitt.
Packningstal
Packningstalet är ett mått på formmassans konsistens, vilken förutom blandningsgraden är beroende av aktiv bentonithalt. Om halterna aktiv och dödbränd bentonit, sot och andra fuktbärande ämnen är stora fordras mera vatten för att uppnå en viss konsistens.
Packningstalet mäts i procent av den höjdminskning som uppkommer när löst packad formmassa komprimeras vid konstant tryck.
Olika typer av formmaskiner har olika behov beträffande konsistensen hos formmassan. Även den typ av gods som gjuts ställer olika krav på formmassans konsistens.
Typiska värden på packningstal är 35 – 45 procent beroende på vilken formningsmetod man använder.
Råtryckbrottgräns
Genom att bestämma en formmassas råtryckbrottgräns får man en uppfattning om dess hållfasthet. Denna egenskap används i första hand för bestämning av hur mycket bentonit som behöver tillsättas. Dock är det många faktorer, som påverkar råtryckbrottgränsen.
Blandarens tillstånd, bentonithalt, fukthalt, packbarhet samt mängd och typ av olika tillsatser påverkar resultatet. För att få ett begrepp om bentonitnivå och blandningseffektivitet bör därför råtryckbrottgränsen värderas tillsammans med packningstal och bentonitbestämning.
Råtryckbrottgränsen bestäms på så kallade S-1 provkroppar. Dessa utgörs av cylindrar med diametern 50 mm och höjden 50 mm. Provkropparna utsätts för en successivt ökande tryckbelastning tills de brister och mäts i N/cm2. Råtryckbrottgränsen måste anpassas efter vilken typ av formmaskin som används, men även vilka produkter man gjuter.
En onödigt hög råtryckbrottgräns medför att formmaskinen inte orkar med att göra formen tillräckligt kompakt. Detta ger upphov till dålig tätpackning och därigenom inträngningsdefekter på gjutgodsytan.
Typiska värden på råtryckbrottgräns är 17,5 +2,5, -3 enheter N/cm2.
Våtdragbrottgräns
Våtdragbrottgränsen är en av de viktigaste egenskaperna hos råsandsformmassan att studera för att se om expansionsdefekter så som skollor och råttsvansar kan uppkomma.
Maximum för våtdragbrottgränsen ligger vid en hög fukthalt. Fukthalten i brottzonen med kondenserad vattenånga är betydligt högre.
Bestämning av våtdragbrottgränsen görs på provkroppar, som i stort överensstämmer med en S-1 provkropp. Genom ett arrangemang med motsläppning kan dragpåkänning åstadkommas i provkroppen. Vid provningen ligger en av ändytorna an mot en platta med temperaturen 300ºC.
Formmassor med natriumbentonit har höga våtdragbrottgränser, upp till 0,40- 0,45 N/cm2 medan formmassor med kalciumbentonit har låga värden, 0,06 N/cm2. Aktiverad kalciumbentonit har en våtdragbrottgräns på 0,25–0,35 N/ cm2.
Genomtränglighet
Genomtränglighet är ett mått på hur lätt gaser kan strömma igenom en formmassa. För låg genomtränglighet kan leda till gasblåsor i gjutgodset. Sandens kornstorlek, kornfördelningen och mängden fina partiklar bestämmer genomträngligheten. Moderna formmaskiner ger en hög tätpackning och därmed en lägre genomtränglighet. För att motverka detta borras hål i formarna ner mot formhåligheten till dess att –en till två centimeter återstår. Härigenom underlättas gasavgången.
Fukthalt
Med fukt i en formmassa menas den mängd vatten, som kan avdrivas vid upphettning till 105 – 110ºC. För hög fukthalt i en formmassa kan medföra så kraftig förångning att gasblåsor bildas i gjutgodset.
Formmassans flytbarhet försämras när fukthalten stiger. Detta medför försvårad ramning. Formväggen kan bli så otät att smälta delvis tränger in i den med ojämna godsytor som resultat. Fukthalten påverkar formmassans hållfasthet och konsistens. För torr sand kan medföra problem såsom ytuttorkning och kantskörhet hos de tillverkade formarna.
Fukthalten bestäms genom vägning av en viss mängd formmassa före och efter torkning. Oftast sker torkningen under en värmelampa eller i en ugn.
Aktiv bentonithalt
Den aktiva bentonithalten tillsammans med fukthalten hos en formmassa bestämmer massans hållfasthetsegenskaper. Med aktiv bentonit avses den bentonit som har bindande egenskaper, det vill säga den del av bentoniten som inte har upphettats till så höga temperaturer att den förlorat sin bindförmåga.
Finandelar
Den sammanlagda mängden korn som finns på de två nedersta siktarna och pannan i siktsatsen, det vill säga siktarna med en storlek av 0,09 och 0,063. Mängden finandelar har betydelse för gjutgodsytornas beskaffenhet och kan påverka rensningsarbetet.
Resthållfasthet eller torrhållfasthet
Den kan vara bra att mäta sönderfallet, alltså hur mycket sand som går i retur till sandberedningen. Förutom att mäta är ett sätt att hålla koll på sönderfallet att personalen vid urslagningen registrerar hur många och hur stora formsandsklumpar som följer med godset ut från urslagaren.
Provkroppsvikt
Den sandvikt som åtgår för att få en stipulerad S1-provkropp kan vara bra att ha, då den är ett av de två värden som först talar om att något håller på att hända i sanden, det andra är våtdragbrottgränsen.
9.7.6 Inblandning av kärnretur i råsanden
Råsand är den klart dominerande formsandtypen vid gjutning av järn. Efter avgjutning och avsvalning slås formarna sönder och det gjutna godset plockas ut. Den kärnsand man använt blandas då in i formsanden.
Blandningen av tidigare använd formsand och kärnsand transporteras tillbaka till råsandsblandaren, där en ny formsandcykel startar. Här finns en sammanfattning av hur denna kärnretursand påverkar råsandens egenskaper.
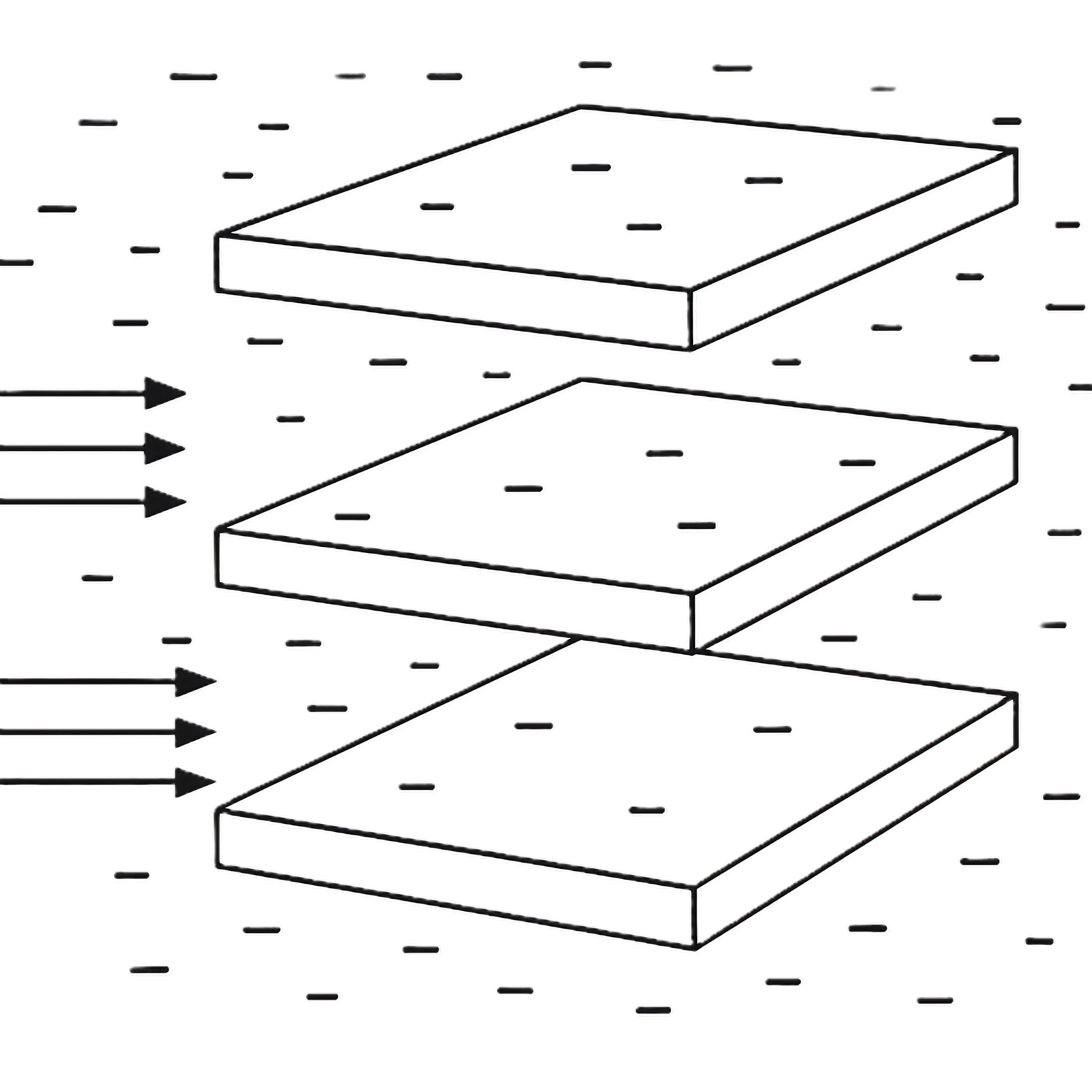
Bindemedlet i råsanden är bentonit, ett mineral som består av platta skivor i lager ovanpå varandra. Utrymmet mellan skivorna fylls med vatten när vi tillför fukt till sanden. Bentoniten tar större plats, och vi säger att bentoniten ”sväller”.
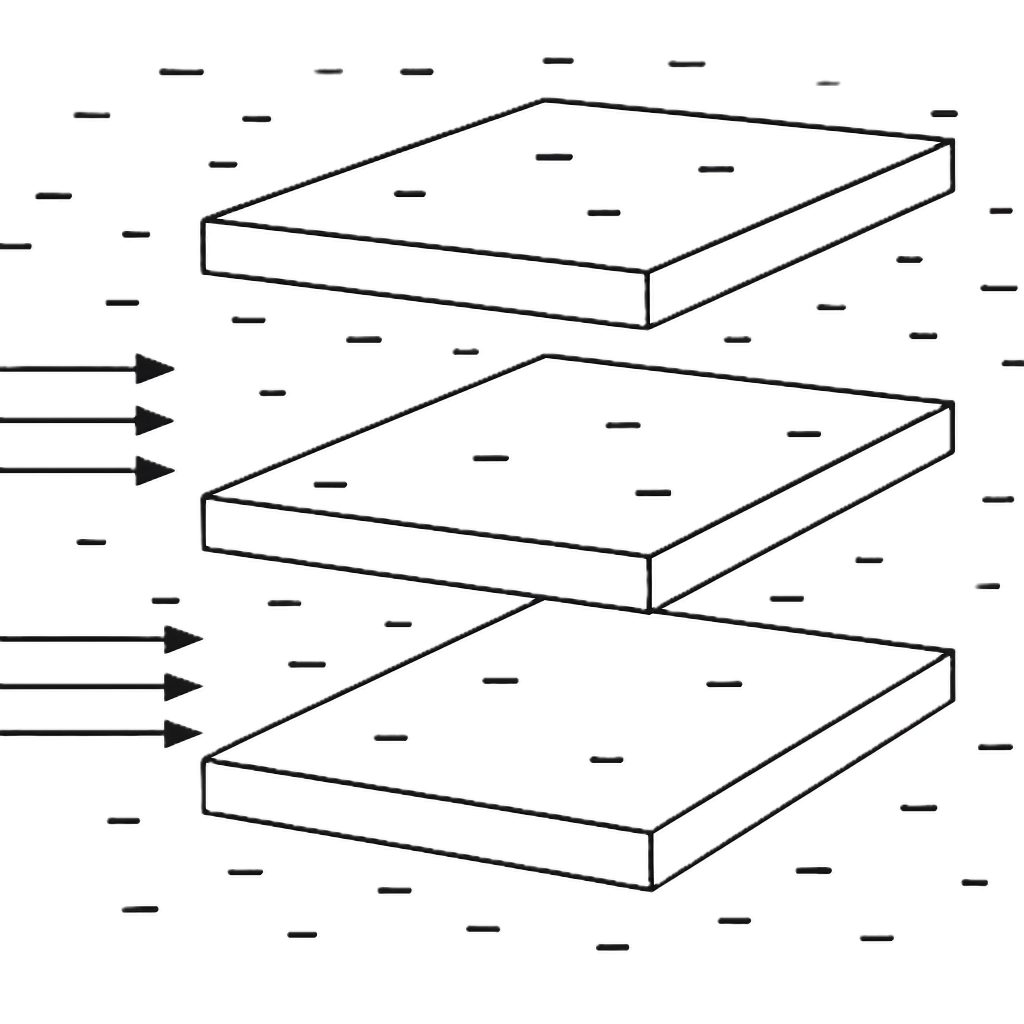
Figur 22. Tre montmorillonitskivor med vattenskikt.
Figur 23. Råsandsformmassors uppbyggnad.
Vattenmolekyler har en positiv och negativ del. När utrymmet mellan bentonitskivorna fylls med vatten, kommer dessa vattenmolekyler att orientera sig så att de elektriska krafterna samverkar och förstärks. Det är summan av dessa elektriska krafter som gör att bentoniten binds till sandkornen, och alltså får råsanden att hålla ihop.
Men dessa elektriska krafter kan förändras om ”fel” elektriskt laddade partiklar kommer in och stör bentoniten. Salter, syror och baser innehåller elektriskt laddade joner som mer eller mindre påverkar bentonitens förmåga att binda ihop sandkornen. Finns det sådana ämnen i råsanden kan bentonitens bindförmåga förstöras och råsanden blir skör och svag.
När ren nysand sätts till råsanden, störs inte jonbalansen. Men normalt blandas den använda kärnsanden in i råsanden. Om denna kärnsand innehåller föroreningar som påverkar det elektrostatiska förhållandet, kommer bentonitens bindstyrka att påverkas. Råsandens egenskaper kommer då att förändras.
Tabellen visar hur råsandens styrka förändras (i första hand som hållfasthetsvärden i form av råtryckbrottgräns och dubbel skjuvbrottgräns) efter tillsats av kärnretursand från olika bindemedelssystem. Med ”låg halt” menas upp till 30 procent tillsats, och med ”hög halt” menas cirka 60 procent tillsats.
Tabell 2. Påverkan av kärnsand.
Det tycks finnas ett samband mellan pH-värdet hos kärnsanden och hur tillsatserna påverkar råsanden. Speciellt furansand, men även vattenglas- och resolsand, har pH-värden som är mer extrema jämfört med Cold box och epoxi-SO₂.
Den ej pågjutna furansanden är markant surare än de andra, och är dessutom den sand som snabbast och i störst utsträckning stör de elektriska laddningarna hos bentoniten. Resol- och vattenglassanden är däremot de mest alkaliska, även om pH-värdet ligger i ungefär samma härad som hos den färdigblandade råsanden. I låga doser förstärker sådana sandtyper bentoniten, men i högre doser överaktiverar de bentoniten och försämrar den.
I praktiken kommer det oftast inte in mer än 20 procent kärnretursand, vilket är relativt ofarligt för råsanden. Den som arbetar parallellt med råsand och furansand bör dock akta sig för att blanda ihop de båda sandtyperna. Likaså bör den som har resol- eller vattenglaskärnor hålla ett öga på hur mycket kärnretursand som återförs till sandsystemet, eftersom höga halter påverkar råsandens styrka.
Normalt vill man inte ha in någon kärnretursand i råsanden då det medför att man måsta tillsätta mer sot och bentonit samtidigt som risken för svängningar i råsandens egenskaper ökar. Därför kan man försöka separera bort så mycket kärnsand som möjligt från retursanden vid urslagningen för att öka möjligheten till en mer konstant sammansättning av råsanden mellan blandningarna.

{kind=link}