5.7.1 Krympmån
Normal krympmån för olika gjutlegeringar framgår av tabellen nedan. Siffrorna i den avser linjär krympmån, varmed avses den procentuella längdskillnaden mellan gjutformens mått och det erhållna gjutgodsets. Krympningen är dock svår att ange exakt eftersom den påverkas av flera faktorer, exempelvis gjutstyckets utformning och storlek, formens uppbyggnad, formmaterial och avkylningshastighet. Det bör påpekas att krympningen kan bli störst i godsetsvärmecentra och i de sist stelnande områdena. Tabellvärdena måste ses mot denna bakgrund.
Svårigheten att ange ett exakt värde på krympningens storlek belyses av figuren under tabellen. Båda gjutstyckena i figuren har samma längd. Det övre krymper dock mycket mer än det undre eftersom det övre gjutstyckets krympning inte hindras av omgivande formmassa. Hur mycket det undre gjutstycket krymper är starkt beroende av vilket motstånd formmassan gör när under krympningen.
Tabell 2. Linjär krympmån hos gjutgods av olika legeringar.
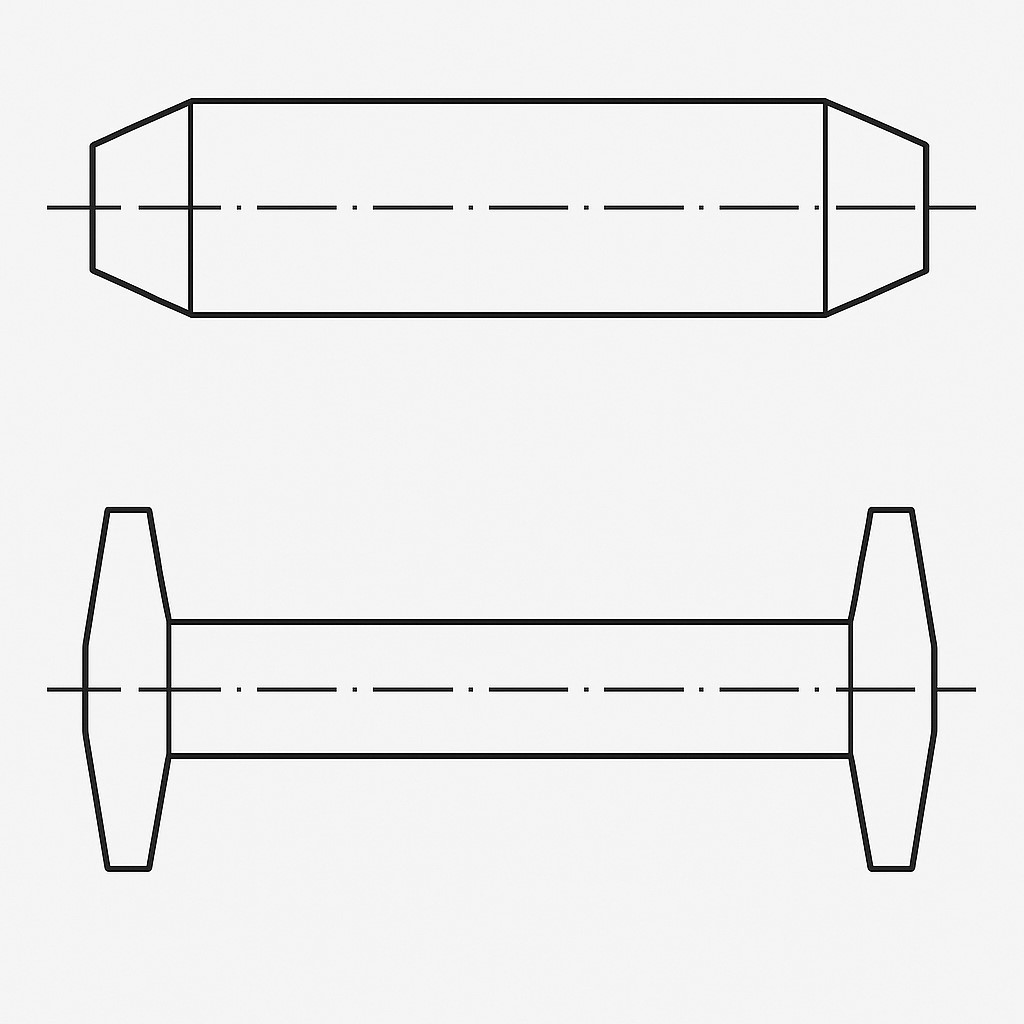
Figur 8. Det övre gjutstycket krymper betydligt mer under svalningen efter stelnandet än det undre.
Följande figur visar ett exempel på inverkan av gjutstyckets utformning på krympningens storlek. Gjutstyckets mått A krymper normalt medan däremot mått B till och med kan öka på grund av kärnans motstånd – godset öppnar sig som en uppskuren ring.
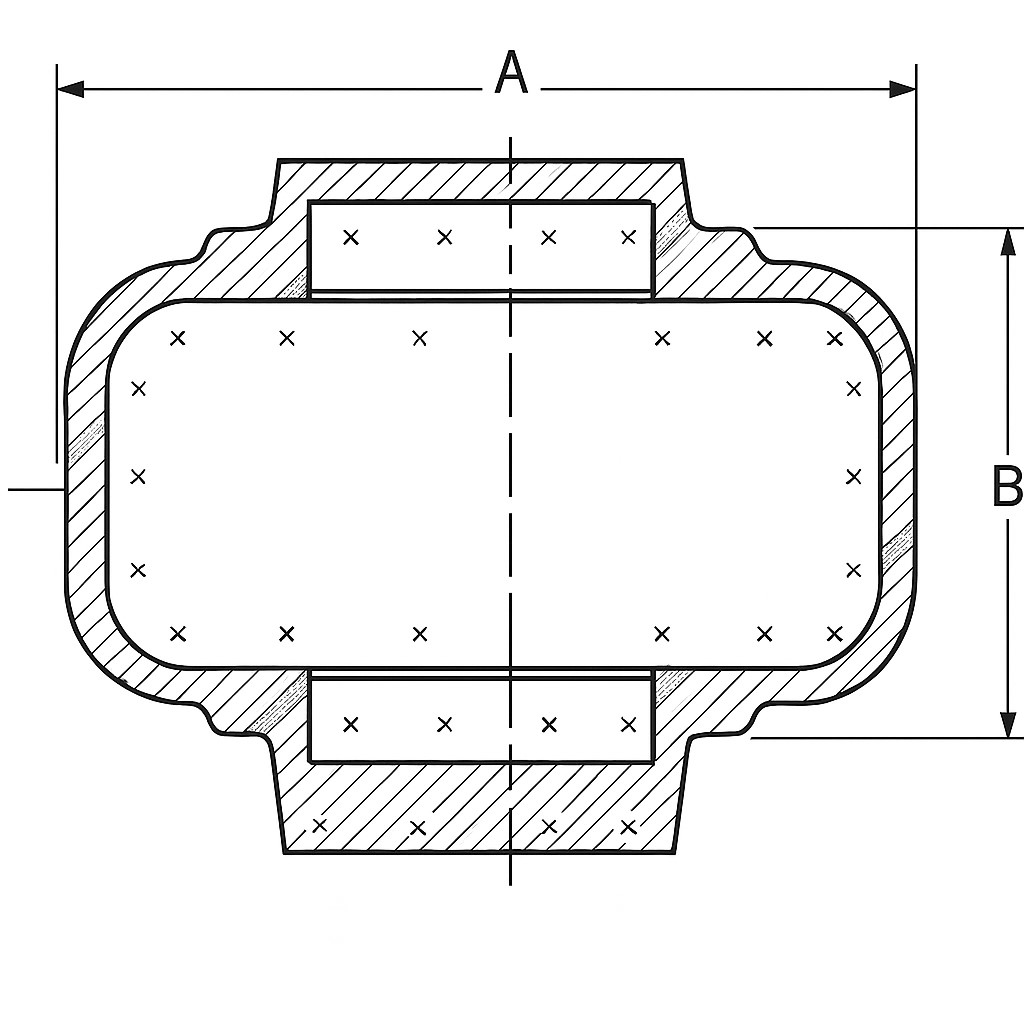
Figur 9. Kärnor kan förhindra eller minska krympning. Defekter som sprickor kan bli ett resultat.
