9.8.1 Sandåtervinning
För regenerering av använd sand efter urslagning finns idag flera olika tekniker tillgängliga. Tabellen nedan ger en översikt över olika regenereringstekniker för olika typer av retursander.
Vilken återvinningsmetod som är mest lämpad för ett enskilt gjuteri kan skilja sig från gjuteri till gjuteri i betydande grad beroende på olika ekonomiska förutsättningar och olika miljömässiga krav. Ett gjuteri med furanhartsbunden sand använder idag ofta en enkel nedkrossning som återvinning och uppnår i bästa fall 75 procent i återvinningseffektivitet. Med något mer avancerad mekanisk teknik med attrition eller pneureclaim kan återvinningseffektiviteten närma sig 85 – 90%. Dock blir kostnaden högre.
Tabell 3. Metoder för sandåtervinning.
Läs även mer om vad som kan göras med den sand som inte kan återvinnas i kapitlet om gjuteriernas restprodukter och avfall.
9.8.2 Mekanisk sandåtervinning
Mekanisk sandåtervinning är den mest energieffektiva tekniken för att återvinna retursand från både bentonitbunden sand och från kemiskt bundna formar.
De mest effektiva metoderna enligt denna teknik medför i allmänhet att en påtaglig del av sanden riskerar att bli stoft, vilket i sig skapar ett avfallsproblem. Troligtvis räknas stoftet i de flesta fall dessutom som farligt avfall vilket ger ökade kostnader. Dessa mer effektiva tekniker medför dessutom en större energiförbrukning än de enklare av typen rena krossmetoder, som ofta används vid furanhartsbundna massor med låg verkningsgrad.
Mekanisk återvinning kan ske enligt följande metoder:
- Nedkrossning
- Attrition med hjälp av vibration
- Attrition via impeller med mera
- Slipning
- Torr pneumatisk skrubbning.
9.8.3 Termisk sandåtervinning
Termisk sandåtervinning är främst lämpad för återvinning av sand bunden med organiska bindemedel, där högsta möjliga återvinningsgrad eftersträvas. Tekniken är inte lämplig vid råsandsformmassor eller vid vattenglasbundna massor.
Anläggningar för termisk sandåtervinning tillämpar ofta en teknik, som baseras på en så kallad fluidiserad bädd eller svävtork, där gas, luft eller syrgas injiceras genom ett stort antal förborrade hål. Gasblandningen lyfter retursanden så att den bildar ett vätskeliknande skikt. Tekniken ger en mycket stor kontaktyta mellan sandkorn och förbränningsgas, vilket effektivt bränner bort organiska beståndsdelar hos bindemedlet på sandkornens ytor.
Följande figur ger ett exempel på uppbyggnad av en sandåtervinningsanläggning arbetande med termisk återvinning.
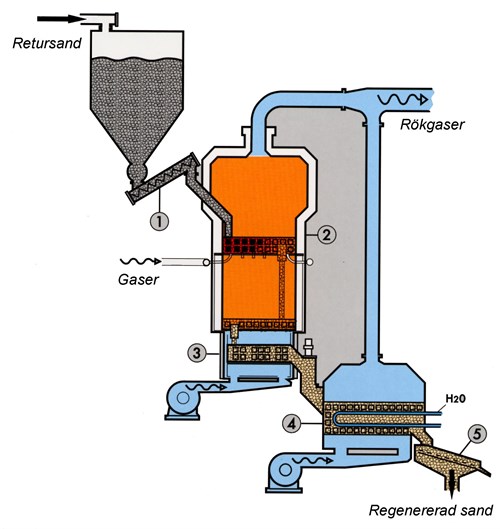
I anläggningen i figuren ovan transporterar en skruvtransportör (1) den sand som skall återvinnas in i den cylindriska kalcineringskammaren (2). Bottenplattan i denna, som är tillverkad i rostfritt stål, är försedd med fluidiseringsmunstycken och koaxialt arrangerade matningsrör. Luft och gas blandas direkt i förbränningskammaren. Sanden passerar in i en förkylare (rekuperator) (3), som omfattar två flytande bäddar, där sanden kyls till cirka 200ºC och luften förvärms till cirka 500ºC. Därefter passerar sanden genom en slutlig kylare (4), som innehåller ett rörnät i vilket kylvatten cirkulerar. Från kylaren passerar sanden slutligen genom en vibrationssikt (5) där föroreningar och grövre kornaggregat avlägsnas.
9.8.4 Mekanisk och termisk rening
För att rena sand används både mekaniska och termiska hjälpmedel.
Sanden som ska renas innehåller klumpar av form och/eller kärnsand samt vissa metallrester. En klumpkross krossar sandklumparna. Sedan används magnetseparering för att få den fri från metallrester. Därefter siktas materialet och går sedan till någon form av torkning då sanden kan innehålla en del fukt.
Nästa steg är mekaniskt och görs för att få bort bindemedelsrester från sandkornen. Det kan göras genom skrubbning eller med tryckluft.
Den mekaniskt renade sanden leds nu in i den termiska enheten, som består av en fluidbädd, med en temperatur 400-800ºC . Behandlingen i fluidbädden gör att man får en sand med acceptabel renhetTiden som krävs är beroende av den temperatur som används: ju lägre temperatur, desto längre tid i enheten.
Vid en temperatur på 700ºC får man bort föroreningarna från sandkornen, men man får då problem med VOC (lättflyktiga organiska föreningar) från processen.
För att lösa detta måste temperaturen höjas till mellan 800-900 grader för att VOC som bildas ska förbrännas fullständigt.
Efter den termiska processen sker kylning i någon form.
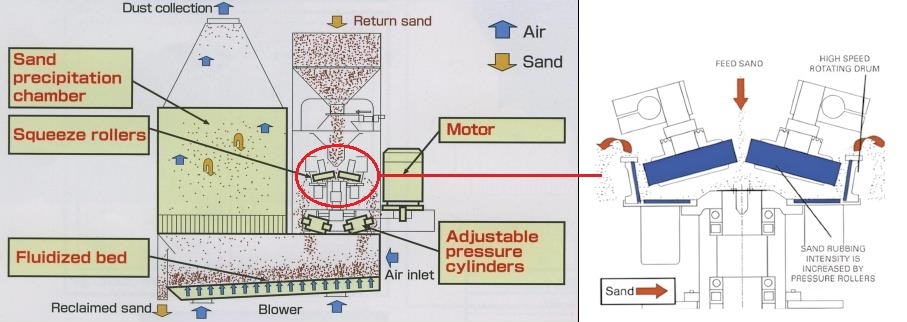
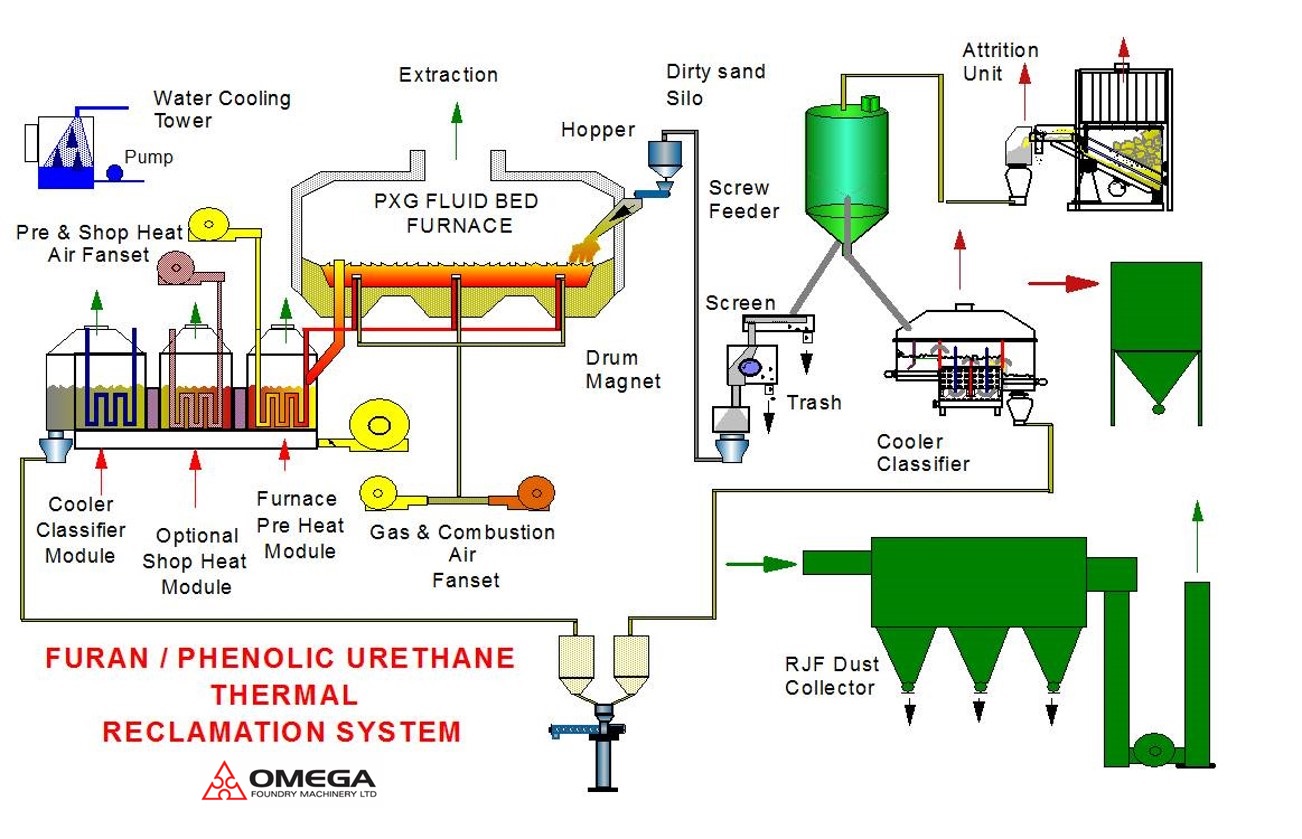
Nedanstående illustrationer är exempel på anläggningar för mekanisk och termisk rening av sand.
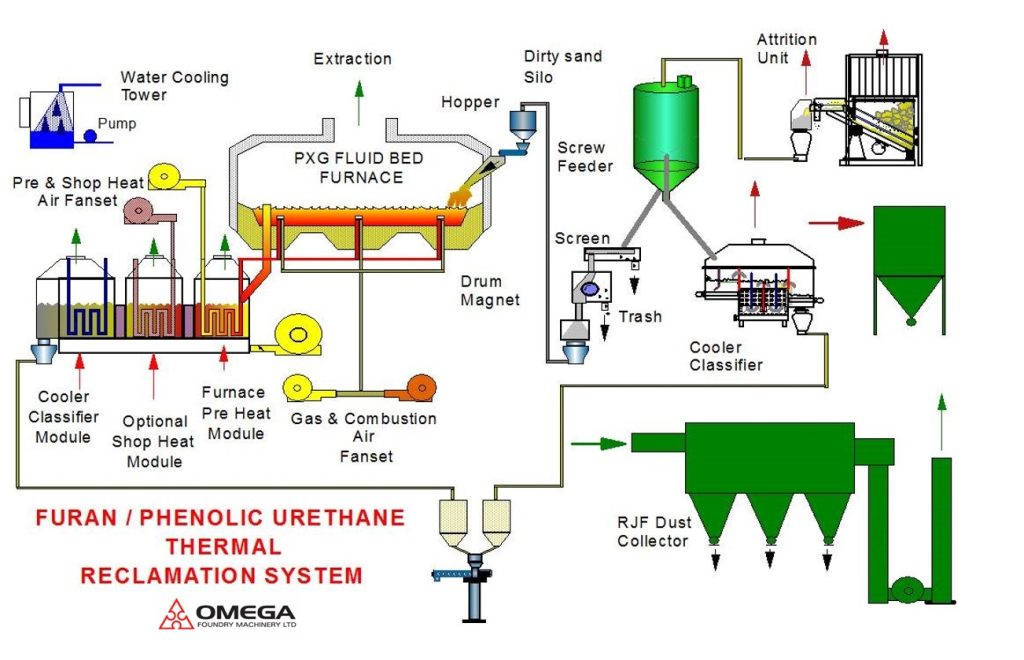
Figur 26. Termisk återvinning av sand (Omega)

{kind=link}