12.3.1 Centrifugalgjutning
Centrifugalkraften kan även i vissa fall dessutom användas för att utforma detaljens inre kontur. Centrifugalgjutning kan ske antingen kring en horisontell eller svagt lutande axel eller alternativt kring en vertikal axel. Bilderna visar de två principerna.
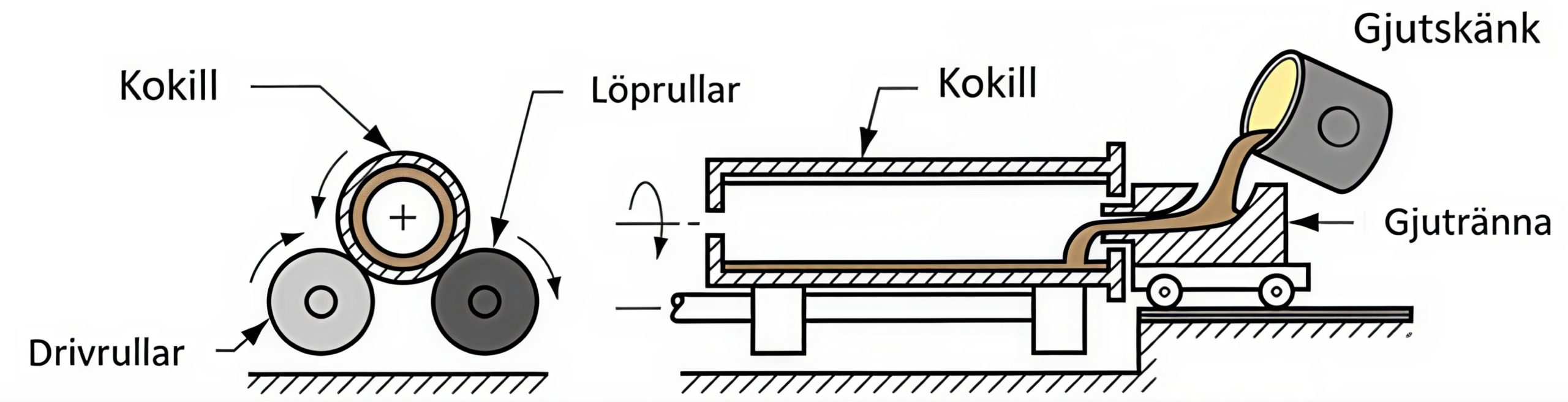
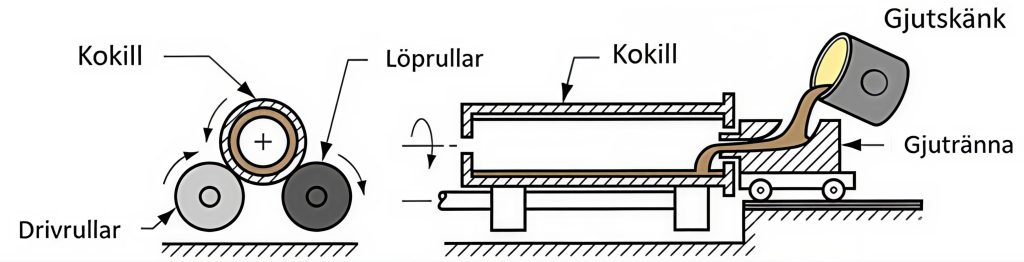 Figur 6. Horisontell centifugalgjutning.
Figur 6. Horisontell centifugalgjutning.
Bilden är omarbetad från https://www.youtube.com/watch?v=3RriRwznm5E
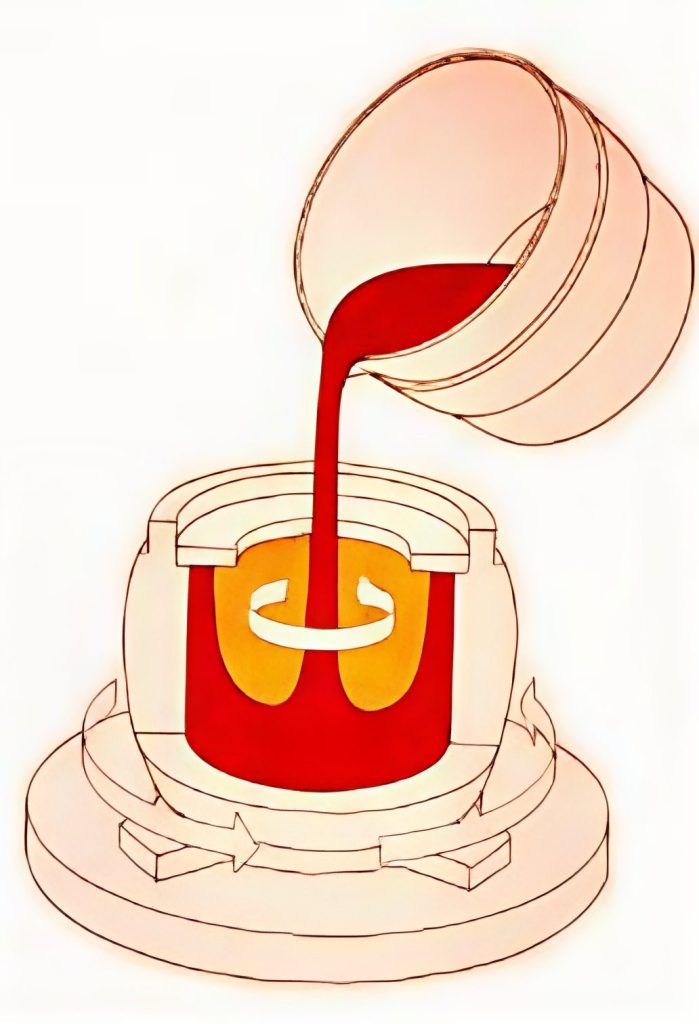
Figur 7. Vertikal centifugalgjutning.
- Den vanligaste typen av centrifugalgjutning används för gjutning av rotationssymmetriskt gjutgods, speciellt rör, valsar, hylsor, flänsar, cylinderfoder och liknande. Gjutning sker i roterande kokiller eller sandformar.
12.3.2 Centrifugalgjutning, horisontell axel
Rörgjutmaskin är ett exempel. En utvändigt kyld kokill roterar här med i stort sett horisontell axel. Kokillen är stängd i sin ena ände med en muffkärna. Vid gjutningen tillförs en avvägd mängd smälta genom en lång ränna med start i formens inre del. Hela kokillen är axiellt åkbar. Rotationshastighet, åkhastighet och gjuttemperatur måste vara väl anpassade till varandra för att ett gott resultat skall uppnås. Efter att smältan har stelnat trycks godset ut ur kokillen med en stämpel.
Denna metod används främst för tillverkning av grövre rördimensioner i segjärn, så kallade tryckrör.
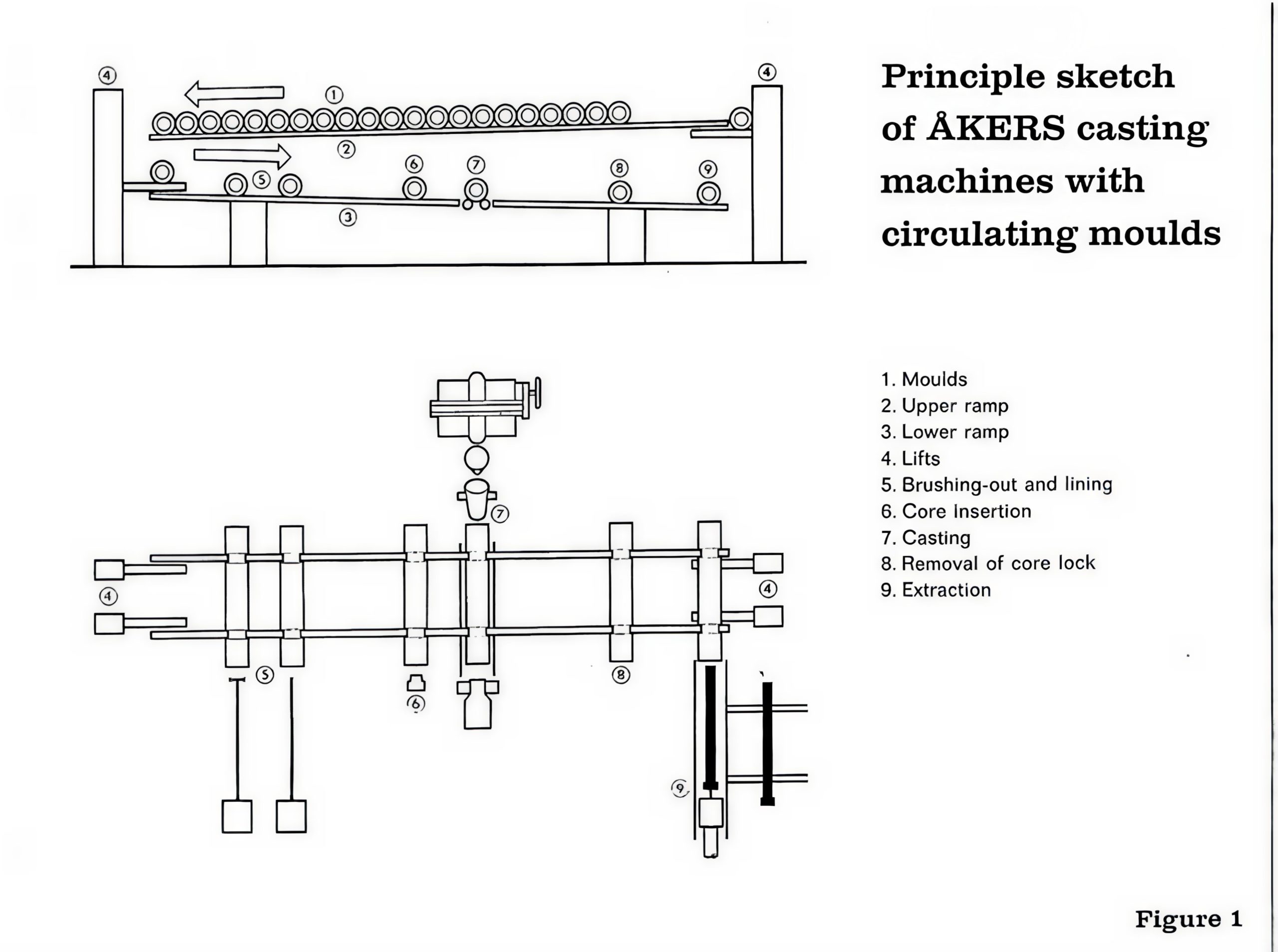
För klenare dimensioner som exempelvis avloppsrör i gråjärn, finns automatiska anläggningar med ett större antal cirkulerande kokiller. Ett exempel är den anläggningen som visas i nästa bild och som har utvecklats av Åkers Styckebruk.
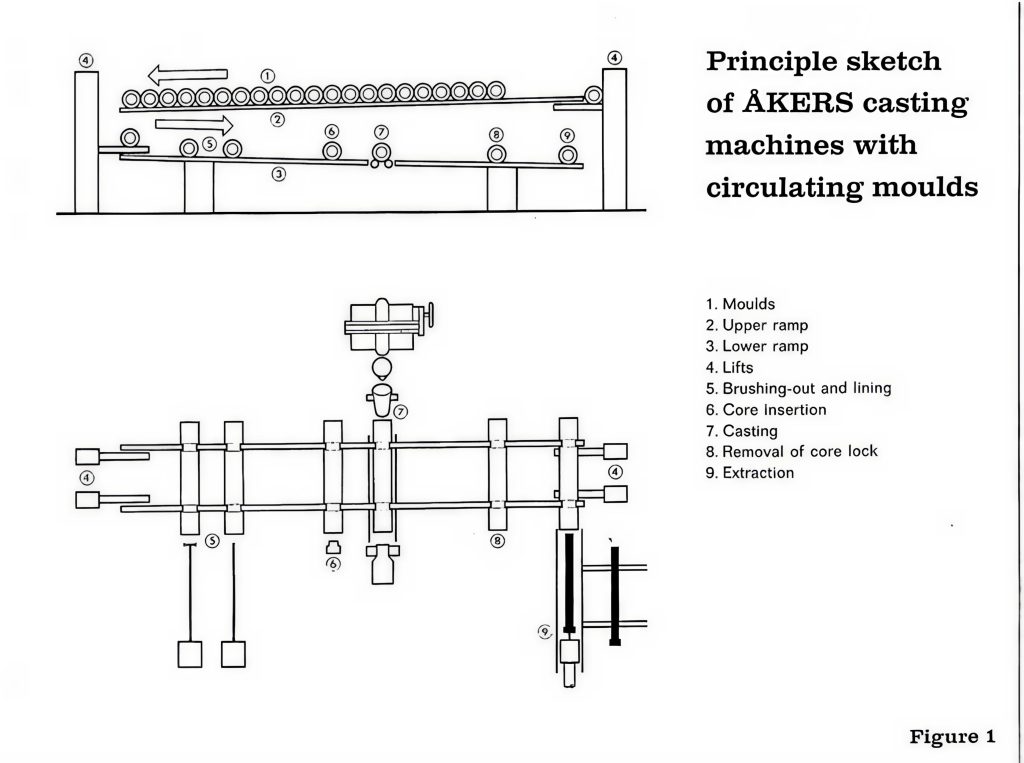
Figur 8. Automatisk anläggning för centrifugalgjutning av rör
- Kokiller
- Övre rullbana
- Nedre rullbana
- Lyftanordning
- Renblåsning av kokillen samt beläggning av denna med ett nytt skyddsskikt
- Insättning av kärna
- Avgjutning
- Avlägsnade av kärnlock
- Uttagning av rör ut kokillen
Rotation runt en horisontal axel används för framställning av flänsar och rör. Metoden ger bättre egenskaper än motsvarande smidda flänsar både vad gäller hållfasthet och korrosionsmotstånd. (Jämförande undersökning av smidda och centrifugalgjutna flänsar, Svenska Gjuteriföreningen 1982).

12.3.3 Centrifugalgjutning, vertikal axel
Vid vertikal rotationsaxel på formen (bilden nedan) kan vissa problem uppstå genom otillåtet stora variationer i godstjocklek mellan gjutstyckets övre och nedre delar. Konturen hos den inre håligheten blir teoretiskt en parabel. Lutningen på kurvan, som bestämmer godstjockleksdifferensen, bestäms av rotationshastigheten. Användningen av vertikal axel lämpar sig därför bäst för hålformade kroppar med relativt liten längd, gärna större diameter än längd.
Bilden är omarbetad från http://m.kdroll.com/centrifugal-casting
Vid gjutning av valsar för stålindustrin tillämpas en speciell teknik för att valsarna skall få önskade egenskaper. Trots den stora längden i förhållande till diametern sker gjutning kring vertikal axel. Formen utgörs av en cylinderformad kokill av vermikulärt gjutjärn (kompaktgrafitjärn), ofta med påkrympta stålringar som förstärkning. Kokillen beläggs före gjutning med ett keramiskt skyddsskikt, bestående av exempelvis glasmjöl och bentonit. När tekniken används för gjutning av valsar gjuts tapparna i sandformar eller i keramiska engångsformar.
Vid centrifugalgjutningen av stålverksvalsar fylls först kokillen delvis med en smälta som efter stelning ger ett hårt och slitstarkt material, höglegerat gjutjärn eller stål. Detta hårda och slitstarka material, höglegerat gjutjärn eller en stållegering, kommer att bilda valsens slityta. Kokillen roterar vid gjutningen med högt varvtal, 500 – 800 rpm. Rotationen ger en centrifugalkraft motsvarande cirka 120 gram. Efter en avpassad tid fylls resterande del av den roterande kokillen med ett material, som vid stelning ger en seg kärna hos valsen.
12.3.4 Centrifugalformsgjutning
Centrifugalformsgjutning är speciell variant av centrifugalgjutning, även kallad halv-centrifugalgjutning. Vid denna metod roteras formen (1) och därmed även det blivande gjutstycket kring sin symmetriaxel. Rotationsaxeln är alltid vertikal. Formen är ofta relativt enkel och detaljens konturer utformas av formen och eventuella kärnor (bilden nedan). Centrifugal-kraften utnyttjas här enbart för slaggavskiljning. Förhållandevis låg rotationshastighet används. Metoden används exempelvis för ämnen till kugghjul och skivfräsar.

Figur 11. Centrifugalformsgjutning
https://www.manufacturingguide.com/sv/centrifugalformsgjutning
12.3.5 Centrifugalpressgjutning
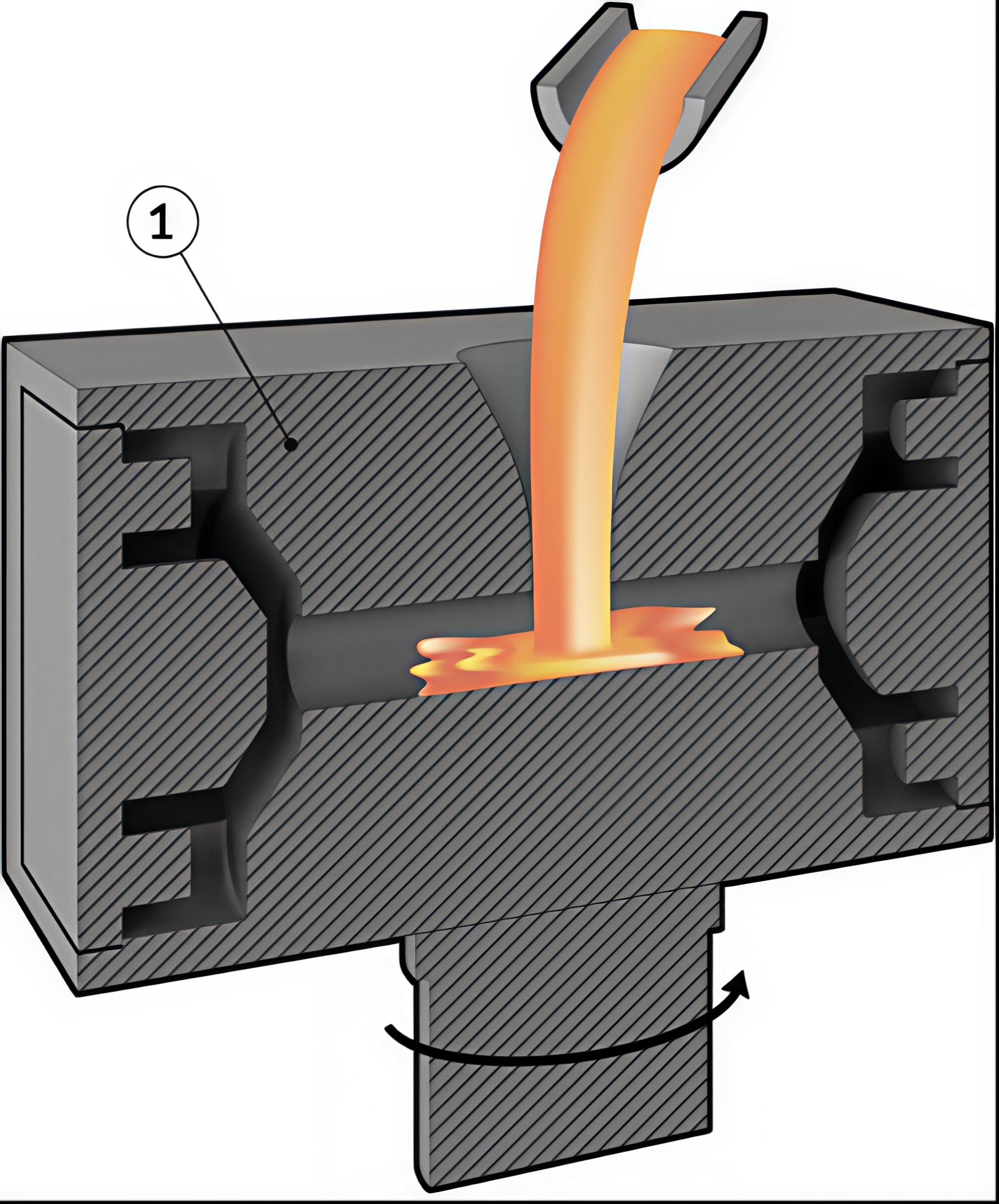
Ytterligare en variant av centrifugalgjutning är centrifugalpressgjutning. Vid denna metod grupperas formhåligheter runt ett centralt placerat nedlopp (bilden nedan). Från detta slungas smältan under tryck ut i formhåligheterna och utfyller väl dessa konturer genom det ökade hydrostatiska trycket som erhålls genom centrifugalkraften. Rotationshastigheten bestäms dels av önskat tryck på smältan, dels av formens hållfasthet. I allmänhet begränsar den senare varvtalet till 50 – 200 rpm. Centrifugalpressgjutning kombineras ofta med vaxursmältnings-metoden eller med stapelformning. Metoden lämpar sig bäst för tunnväggigt gods, för komplicerat gods och för legeringar som har för hög smältpunkt för att kunna gjutas.
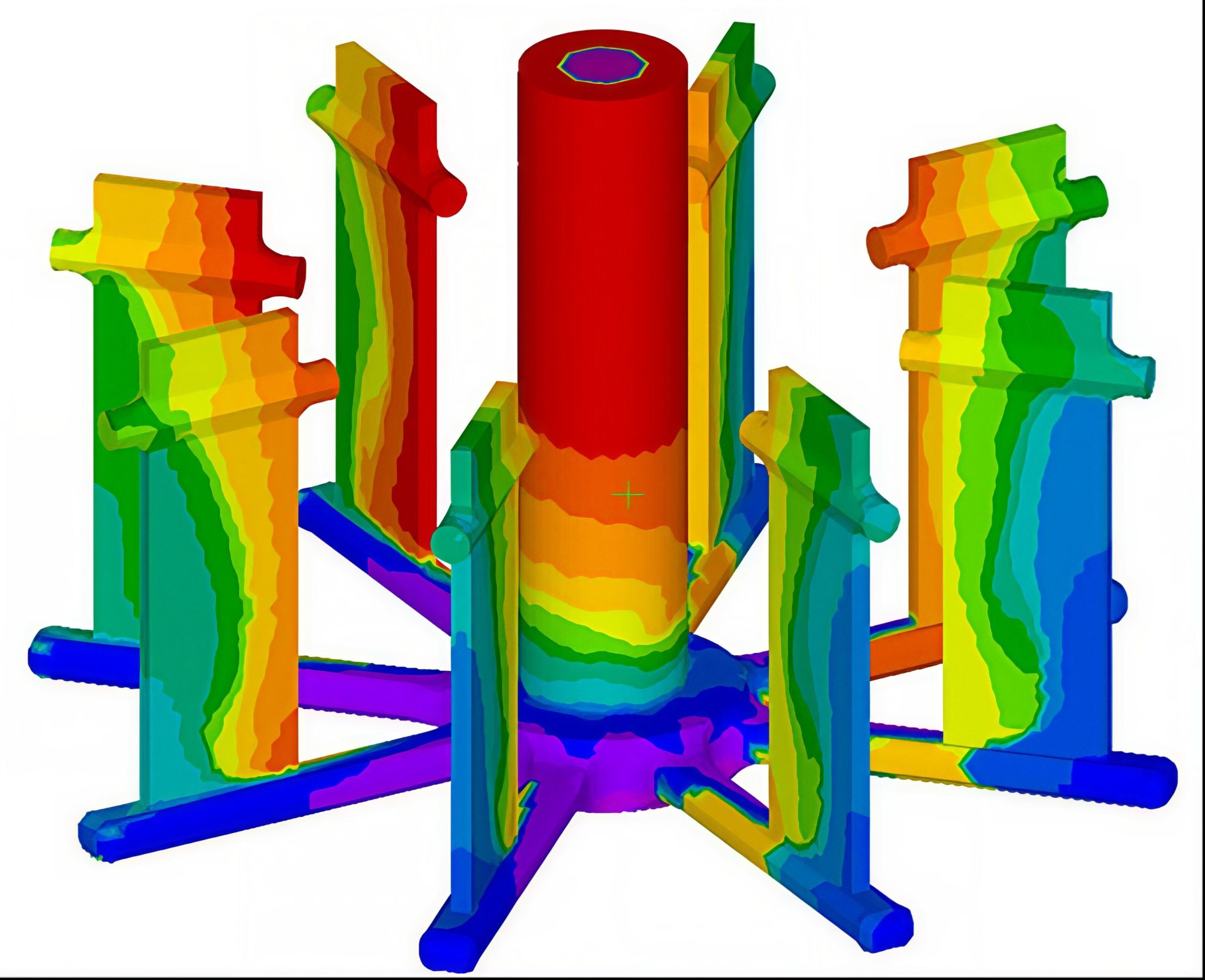
Följande bild är från en simulering av centrifugalpressgjutning där turbinblad har gjutits i keramiskt skal, dvs. vaxursmältningsmetoden i kombination med rotation med hög hastighet.
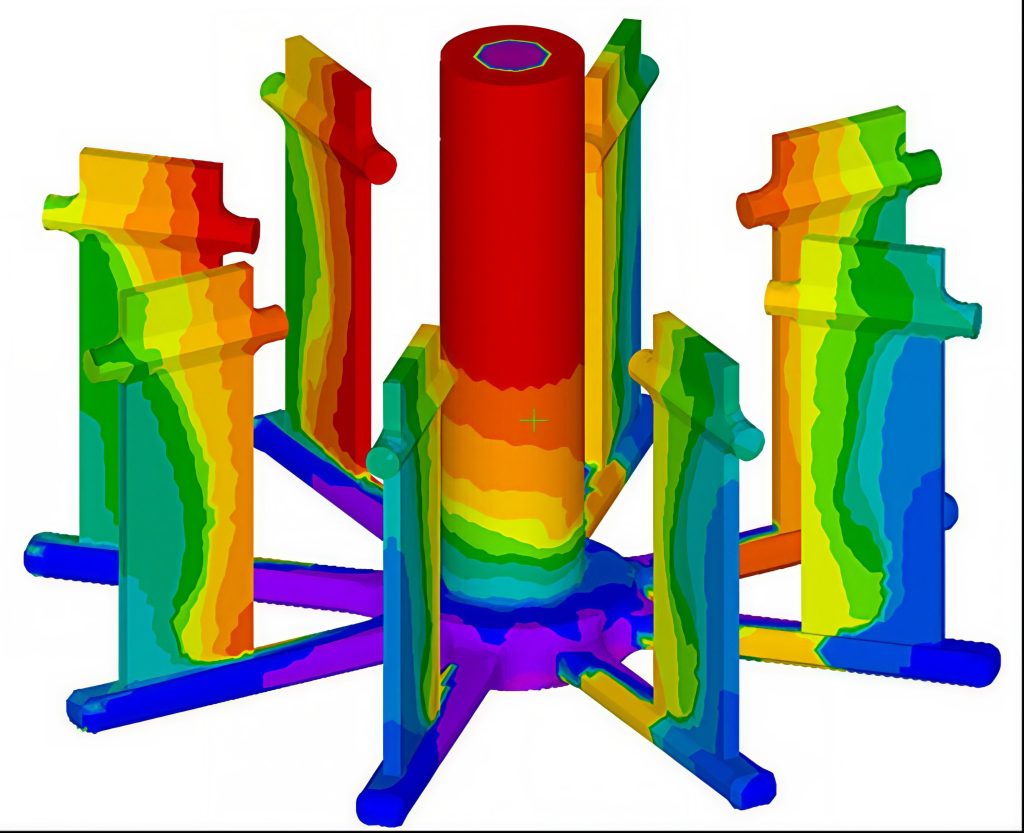
Figur 12. Centrifugalpressgjutning.
https://ecotre.de/it/simulation-schleudergiessen/
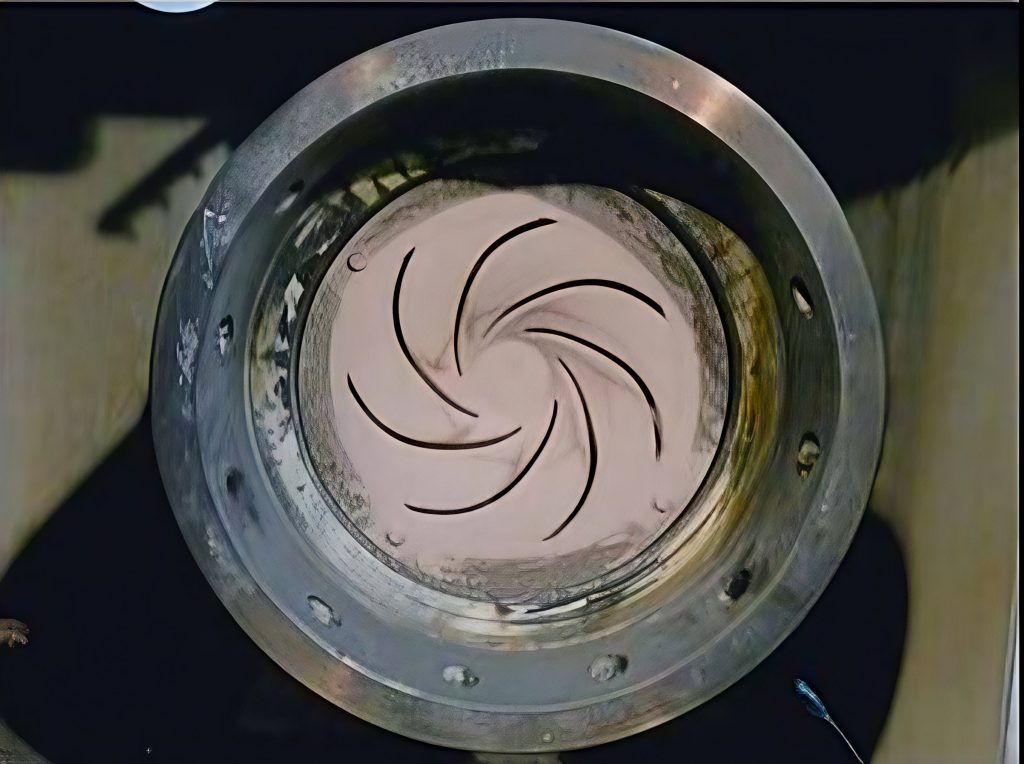
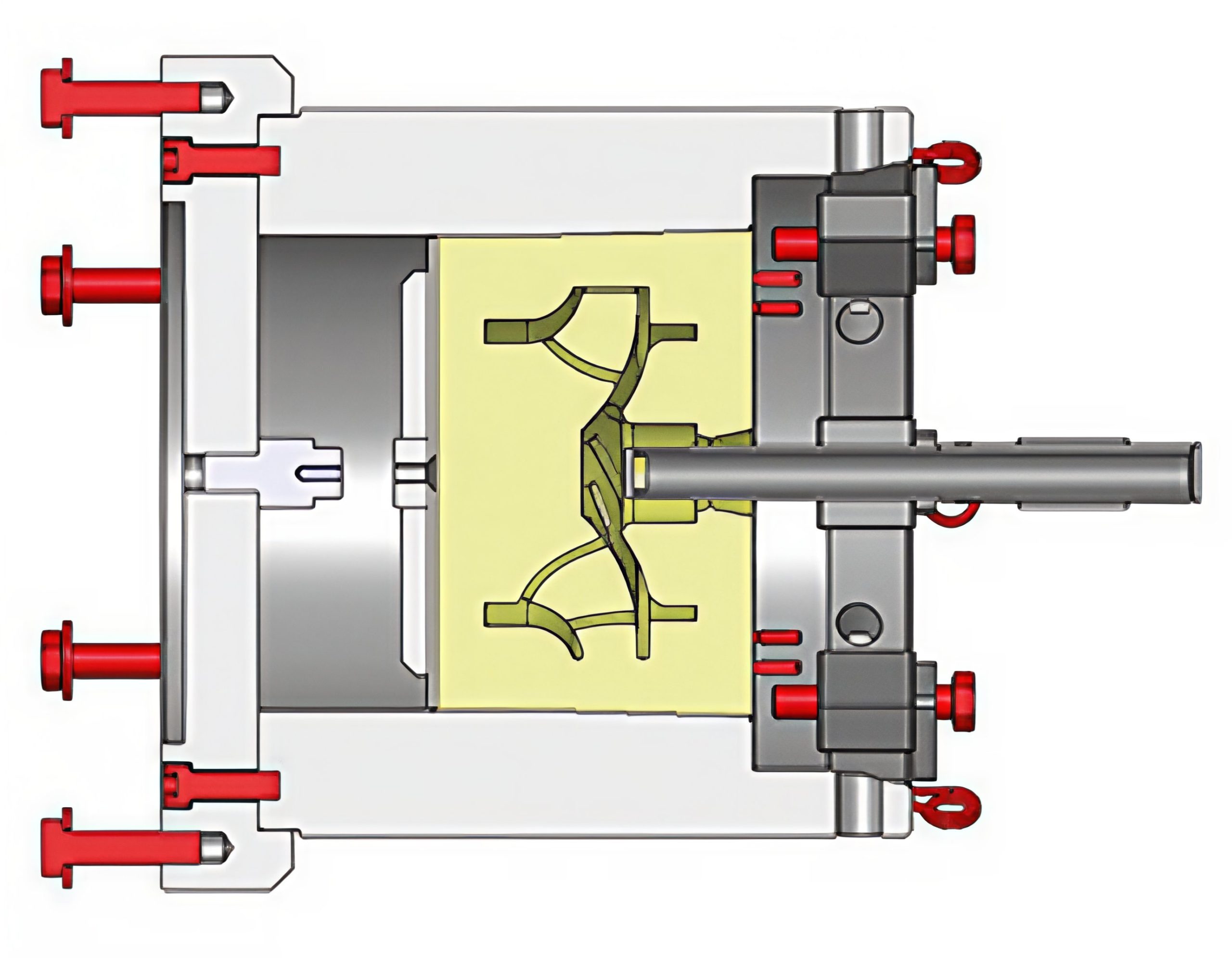
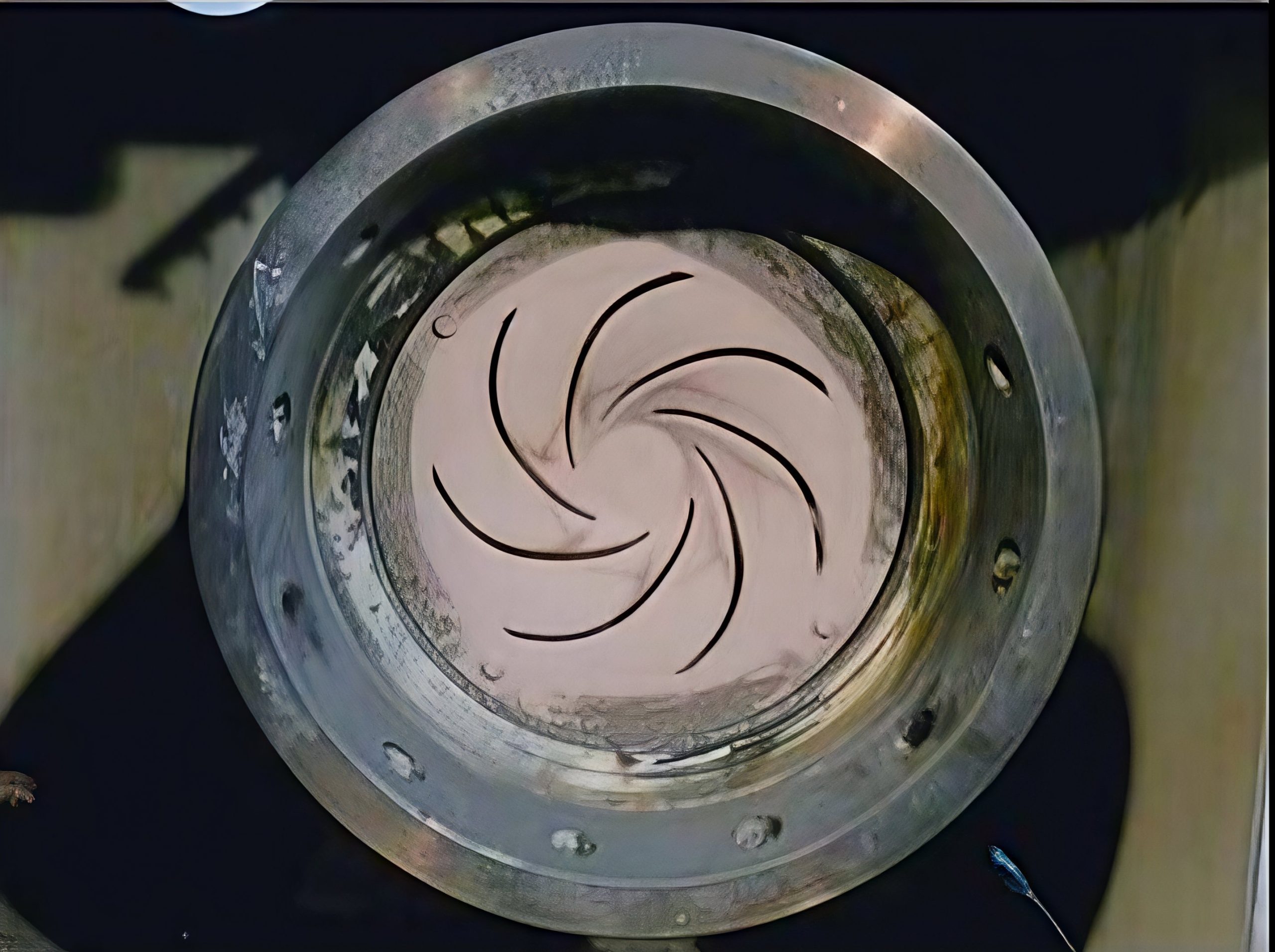
Utvecklingen går mot att centrifugalgjuta allt mer komplicerade ämnen med hjälp av 3D sand-printade (3DSP) kärnor som följande bild är ett exempel på. Här är det ett större pumphjul med först en översiktsbild och därefter ses hur den 3D-printade sandkärnan är placerad inne i kokillen.
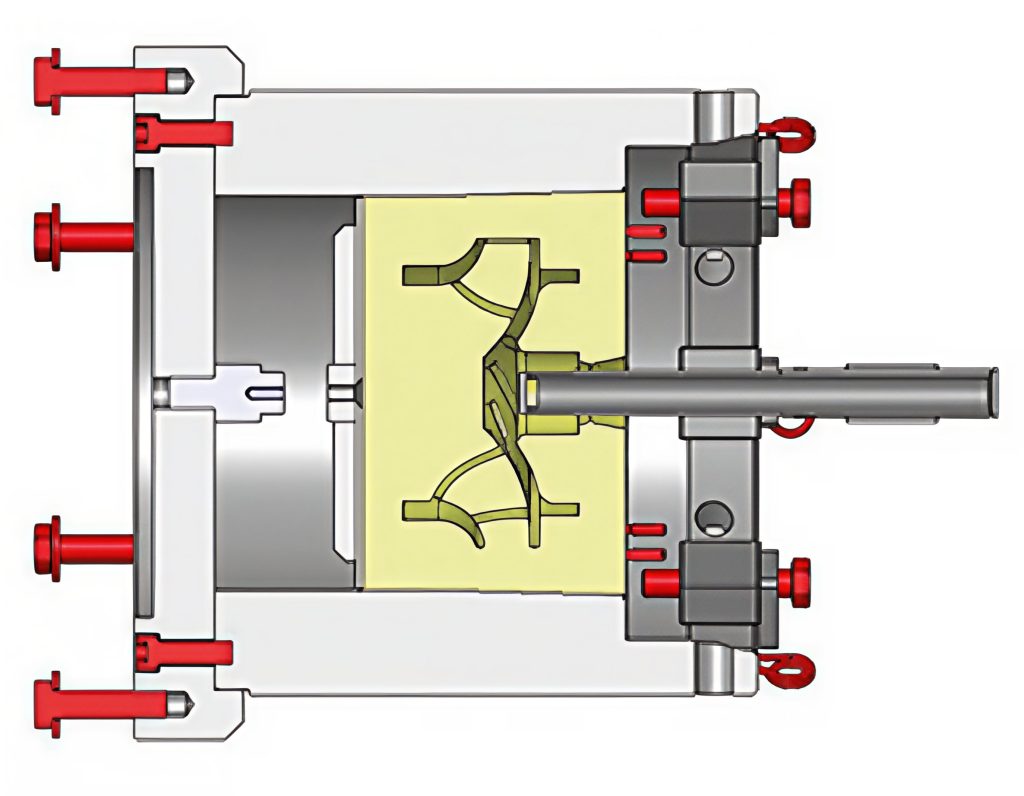
Figur 13. Centrifugalgjutning med 3D sandprintad kärna, principbild.
https://www.giesserei.eu/magazin/fachartikel/2016/schleudergiessen-mit-3-d-gedruckten-kernen/
https://www.giesserei.eu/magazin/fachartikel/2016/schleudergiessen-mit-3-d-gedruckten-kernen/
Figur 14. Centrifugalgjutning med 3D sandprintad kärna.
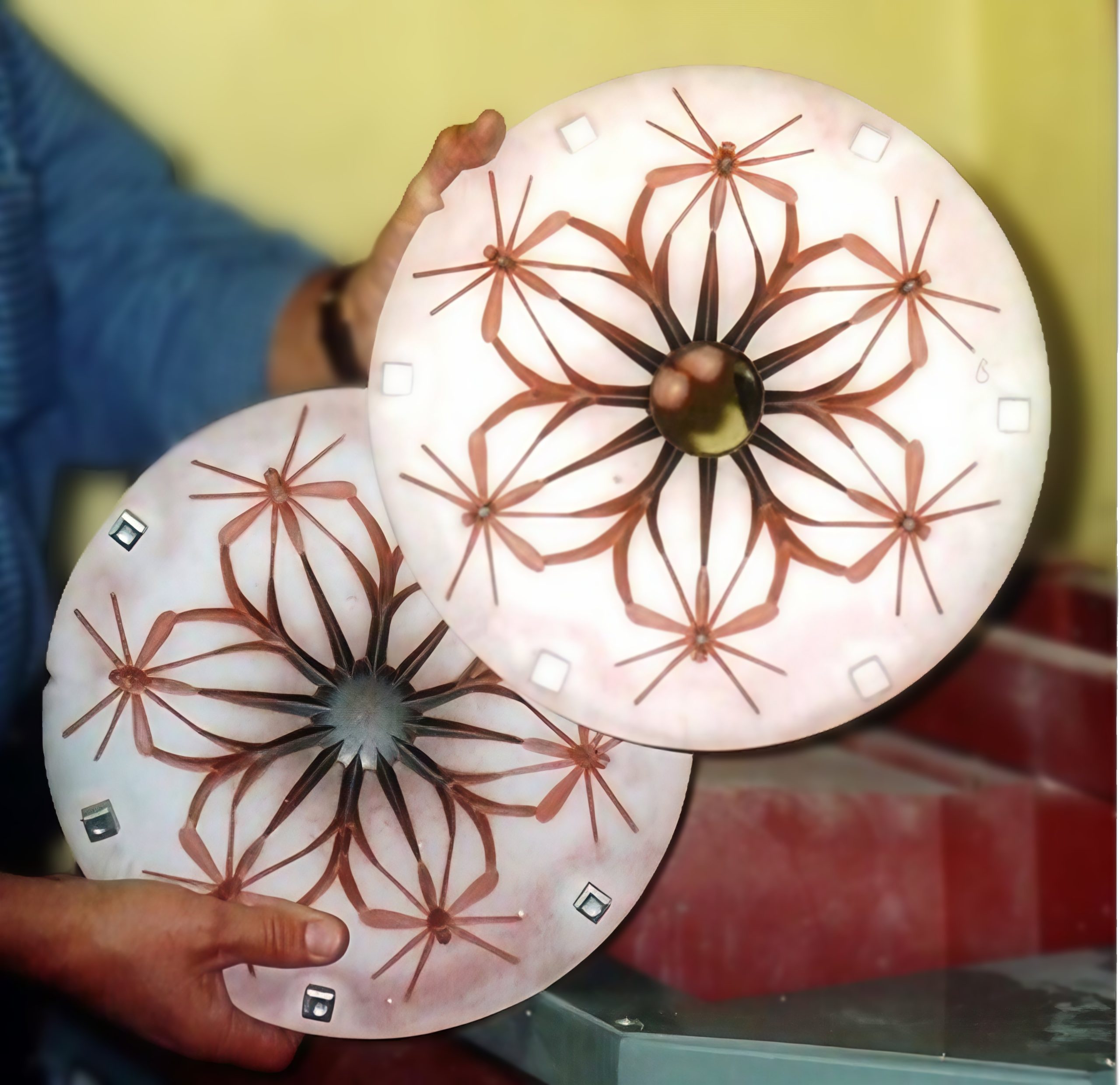
Som exempel på mycket tunnväggiga detaljer, som gjuts med metoden kan nämnas prydnadsföremål och smycken i tenn. Vid detta material utgörs formen av ett gummiliknande material.
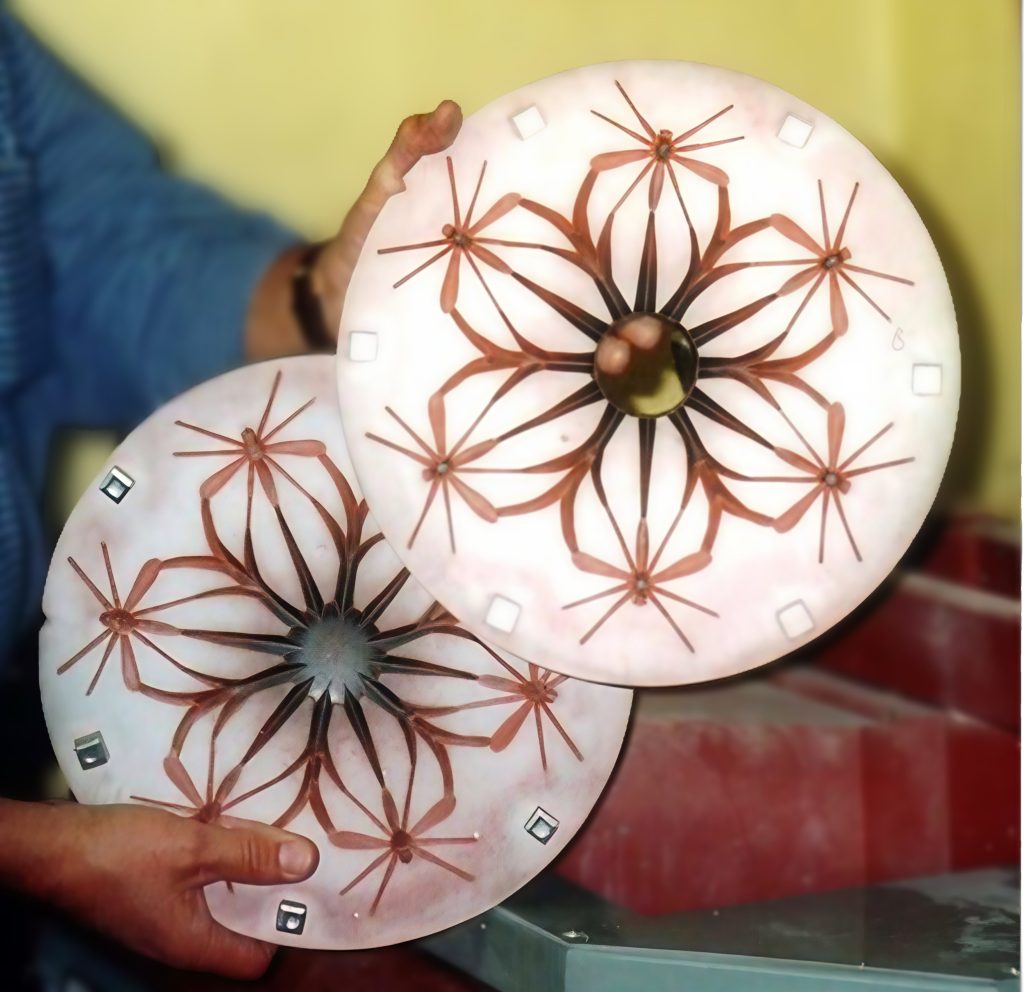
Figur 15. gh12-4-bild_16

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}