17.4.1 Oförstörande provning
En rad faktorer inverkar på valet av provningsmetod. I tabellen nedan visas vilka oförstörande provningsmetoder, som är möjliga vid olika defekttyper hos gjutgods. Alla metoder har dock sina begränsningar. Därför krävs ofta att man provar sig fram till den lämpligaste metoden.
Tabell 1. Oförstörande provningsmetoder vid olika defekttyper (feltyper).
Överlag kan de olika oförstörande provningsmetoderna, som beskrivs nedan, delas in i yt- och volymrelaterade metoder enligt följande:
Volymrelaterade
- Akustisk emissionsprovning, AET
- Akustisk provning av slag, IAT
- Ultraljud testning, UT
- Röntgen från isotop, RS
- Röntgen från transmissionsrör, RT
- Datortomografi, 3D-CT
Ytrelaterade
- Färgämne penetration, PT
- Magnetisk partikel, MT
- Okulär besiktning, VT
- Termografi, IRT
- Virvelström, ET
- Magnetisk adaptiv testning, MAT
1. Hertlin Compensation-based Non-destructive Automatic Quality Control Using Acoustic Methods EURO PM2009 Proceedings, Vol. 3, Copenhagen, 12-14th October 2009 pp 355-362
17.4.2 Radiografiska metoder
Radiografiska metoder efterliknar röntgen som används hos tandläkaren eller hos sjukhus vid benbrott. Principen är att strålningen från ett röntgenrör eller en radioaktiv isotop riktas mot gjutgodset. En del av denna strålning passerar genom godset och träffar en film eller dylikt som är placerad på baksidan. Detta för att indikera inre defekter t.ex. inneslutningar, sprickor och porer.

Om gjutgodset innehåller en defekt medför detta att man har en lokal godsförtunning och mer strålning passerar genom just det området. Det gör i sin tur att mest strålning träffar det område av filmen som ligger under defekten. Den del av filmen som träffas av mest strålning får efter framkallning högre svärtning än omgivande partier.
Ett alternativ till registrering av den genomgående strålningsintensiteten på film är registrering med hjälp av TV-kamera. Ett exempel härpå visas i figuren nedan. Det visade systemet är utrustat med ett bildförstärkarsystem, varigenom figuren på TV-skärmen förstärks. Dessutom kan figuren uppförstoras. Vid användning av denna teknik är det möjligt att dokumentera undersökningsresultatet.
Hållaren för röntgenröret och bildförstärkaren är utförd som en C-båge, som ger möjlighet att ”scanna” godset. Bordet är roterbart. Det kan köras ut ur röntgenrummet för att underlätta av- och pålastning av gjutgods.

Digital radiografering är olika tekniker som skapar röntgenbilder digitalt jämfört med äldre teknik som genererar röntgenbilderna genom svärtning av film. Jämför vanlig optisk fotografering med fotografering med digitalkameror. Strålkällan (ofta röntgenrör eller isotop) berörs inte direkt av tekniken.
I dag är datortomografi en etablerad metod för att studera gjutgodsets inre geometri samt defektförekomst i 3 dimensioner. Vanligast är system för att skanna lättmetallgods upp till 200mm med relativt låga röntgenrörseffekter. Problemet är att behovet av inkapsling ökar kraftigt med hög röntgeneffekt. För 50eV räcker 50kg inkapsling vid skanning av mindre dragprovstavar. För ca 160-225keV för vanliga lättmetallgods behövs 3T inkapsling. Däremot vid 450keV behovs hela 17T inkapsling. Detta för att begränsa stålningen utanför inkapslingen till under 1Msv. Detta kan jämföras med en stråldos kring 2 Msv vid en kortare flygresa. Anledningen till 450keV röntgeneffekt är att kunna penetrera 50mm stål och gjutjärn för att få en tillräcklig upplösning för att se föreliggande defekter.
17.4.3 Resonansprovning
Resonansprovning är en oförstörande provningsmetod, med vilken det är möjligt att mäta ett materials egensvängningstal(resonansfrekvens) för att bedöma dess kvalitet.
När en detalj sätts i svängning uppkommer den största svängningsamplituden vid resonansfrekvens. För en detalj är denna frekvensberoende av den konstruktiva utformningen, vikten och elasticitetsmodulen. För en gjutjärnsdetalj är elasticitetsmodulen beroende av grafitens form och mängd. Svängningarna kan alstras på elektrisk väg med en tonfrekvensgenerator eller med ett hammarslag.
Resonansmetoden kan bland annat användas för kontroll av:
- Grafitutformning (draghållfasthet) i segjärn och kompaktgrafitjärn
- Kantvithet (cementit) i gråjärn
- Draghållfasthet i gråjärn
- Yttre defekter

Metoden är mest beprövad för kontroll av grafitutformningen i segjärn. Därvid utnyttjar man att det mellan resonansfrekvens och sfäroidiseringsgrad råder ett samband. Detta samband måste fastställas för varje typ av gjutgodsdetalj. Ju högre sfäroidiseringsgraden är, desto högre är resonansfrekvensen.
Det finns även utrustning baserad på resonansprovningstekniken, där provningssystemet är kombinerat med ett ”expertsystem”, som kan jämföra, utvärdera och bedöma mätningarna. Ett sådant system kan användas inte enbart för bedömning av sfäroidiseringsgrad i segjärn utan även för att detektera sprickor och porer. Provningen går förenklat till enligt följande:
- Gjutgodset placeras i en fixtur.
- Detaljen sätts i vibration genom två eller flera elektromagneter monterade i fixturen.
- Vibrationerna registreras av en mikrofon.
- Signalerna filtreras och utvärderas till amplitud, fas och frekvens med hjälp av ett datorprogram.
- Värdena jämförs med de lagrade värdena för aktuell detalj för att se om den kan godkännas eller inte.
Typiska detaljer som kontrolleras med resonansprovning är vevaxlar, bromsdetaljer, styrarmar och avgasgrenrör, samtliga gjutna i segjärn.
17.4.4 Ultraljudsmetoder
Ultraljudsprovning används för att indikera sprickor, inneslutningar, porer och liknande fel. Metoden kan även användas för bestämning av struktur, godstjocklek och elastiska egenskaper med mera.
Principen för metoden är att ljudvågor med hög frekvens, vanligen 0,5 – 10 MHz, sänds in i provföremålet och hindras eller reflekteras av defekter i materialet. Som ljudalstrare och mottagare använder man vanligen en tunn platta av piezoelektriskt material, som kan omvandla elektrisk energi till mekanisk och vice versa.
Ultraljud för detektering av inre defekter
Vid användning av ultraljudmetoden för detektering av inre defekter är det vanligast att använda reflektionsmetoden (ekometoden).

Sökaren fungerar då som både sändare och mottagare. Ljudvågorna reflekteras från föremålets motstående yta och från inre fel. Resultatet presenteras på ett katodstrålerörs bildskärm Ljudimpulserna återges av vertikal avlänkning (spikar), där sändimpuls ligger längst till vänster, eventuellt feleko mellan botteneko till höger på bildskärmen. Fel indikeras också ofta som bortfall av botteneko.
Ultraljud för kontroll av dimension
Känner man ljudets hastighet i materialet i ett gjutstycke, kan ultraljudsmetoden användas för dimensionsmätning. Den tid som förflyter från det ögonblick då ljudimpulsen skickas in i materialet tills den kommer tillbaka efter en reflektion mot bottenytan utgör ett mått på godstjockleken (sträckan = hastigheten x tiden).
Ultraljudsutrustningar som används för tjockleksmätning är förhållandevis enkla.

Strukturkontroll med ultraljud
Struktur och mekaniska egenskaper i gjutgods kan bedömas genom att mäta ultraljudshastigheten i materialet. Sin största tillämpning har tekniken för kontroll av sfäriodiseringsgraden i segjärn. Ljudets hastighet beror i hög grad på grafitens form. Ju större andel, som är i sfärisk form, desto högre är ljudhastigheten (se figuren).

Vid användning av metoden måste kalibreringskurvor tas fram för varje detalj, gjutlegering och leverantör. Det krävs då att man gör en metallografisk undersökning och fastställer strukturen i mikroskop.
Vid strukturkontroll med ultraljudsmetoden använder man ofta en utrustning för dimensionsmätningar.
Först uppmäts tjockleken hos det godsparti som skall undersökas, exempelvis med hjälp av en mikrometerskruv. På samma mätpunkt gör man en mätning av tjockleken med ultraljud. Efter att ha sett till att den digitalt visade tjockleken stämmer överens med manuellt uppmätt tjocklek kan man räkna ut ultraljudshastigheten i materialet.
Det finns även utrustningar som automatiskt kompenserar för tjockleksvariationer.

17.4.5 Magnetiska metoder
Magnetiska metoder använder elektrisk ström för att inducera ett magnetfält i testdetaljen, exempelvis med hjälp av en elektromagnet eller där testdetaljen placeras i en elektrisk spole eller strömmen leds genom testdetaljen. En traditionell metod är att spraya tesdetaljerna med järnpartiklar för att hitta magnetiskt läckage.
Med modernare utrustning avläses magnetfältet på olika sätt och jämförs med kalibreringsvärden från referensobjekt. Metoderna är snabba och anges vara lätta att automatisera.
En nackdel som ofta nämns med samtliga metoder är att de huvudsakligen ger utslag på egenskaper i testdetaljens yta. Inträngningsdjupet ökas om frekvensen hos den använda växelsströmen minskas. De magnetiska metoderna är många. Värt att nämna är exempelvis: virvelströmsprovning, Barkhausenbrus, inkrementell permeabilitet och magnetisk läckfältsmätning.
Metoderna fungerar endast på testdetaljer av ferromagnetiskt material.
17.4.6 Induktiv provning (virvelströmsmetoden)
Den induktiva provningen har god känslighet för indikering av sprickor, inneslutningar och oenligheter i magnetiska och omagnetiska material. Metoden kan även användas för andra egenskaper som bestämning av skikttjocklek, variationer i struktur, hårdhet och kemisk sammansättning i ytskikt.

Vid provning placeras gjutstycket i en spole och utsätts för ett växlande magnetiskt fält (låg frekvens). Effekten av detta fält på den magnetiska induktionen i godset känns av med en sekundär spole. Utslaget från sekundärspolen jämförs med en kalibreringsdetalj. Denna kan bytas ut mot en elektrisk krets som byggs in i apparaten.
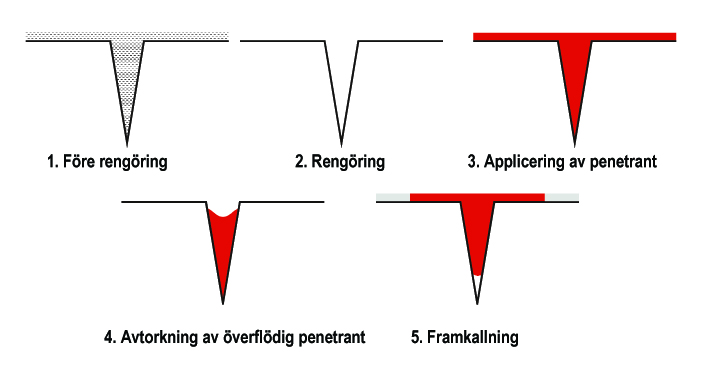
17.4.7 Penetrerande provning
Provning med penetrerande vätskor används för att indikera sprickor, veck, porer och liknande diskontinuiteter öppna mot ytan.
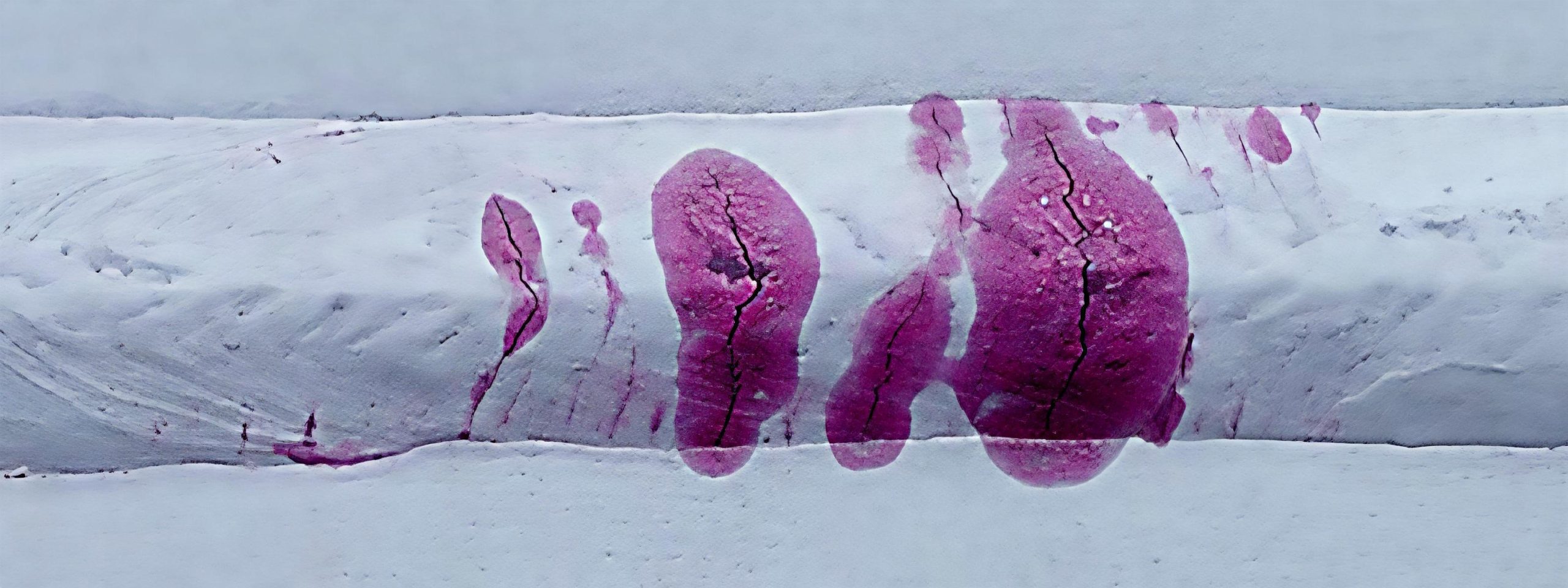
En penetrerandevätska, som är färgad eller fluoridiserande, påförs gjutgodsets yta. Efter det att överflödig vätska tagits bort från godsytanappliceras en framkallare. Denna fungerar som ett läskpapper och drar ut penetranten ur till exempel sprickorna. På så sätt bildas indikationer, som lätt kan upptäckas, antingen av färgkontrasten mellan framkallare och penetrant eller av att penetrantvätskan sprider sig i framkallningsskiktet och därigenom bildar en indikation som är bredare än diskontinuiteten.
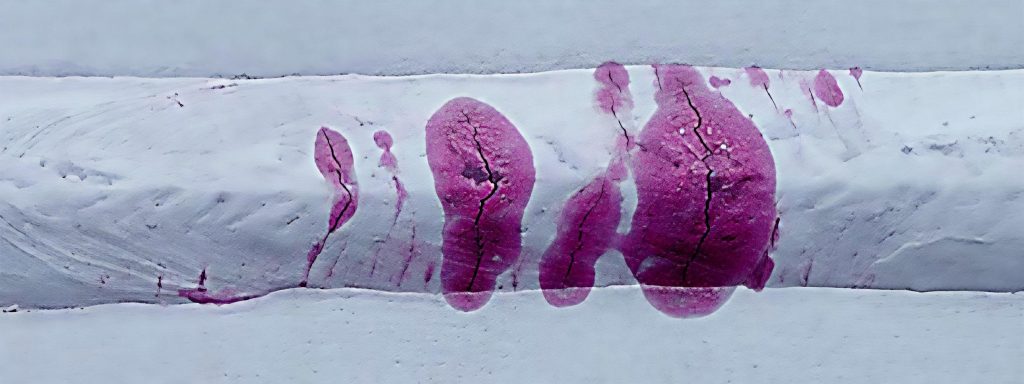
Figur 17. Efter framkallning av penetrantprov (Karl Deutsch).
17.4.8 Läcksökningsmetoder
Med läcksökning avses kontroll av tätheten hos en detalj. ”Täthet” är emellertid ett relativt begrepp. De tre uttrycken vattentät, dammtät och gastät beskriver i stort sett spännvidden i begreppet. Känsligheten hos en läcksökningsmetod är beroende av vilket tryckmedium som använts.
Det finns en mängd läcksökningsmetoder, vilka kan varieras allt efter de krav man ställer på det gjutgods som skall undersökas. Prov med inre övertryck med luft som tryckmedium är en vanlig metod i gjutgodssammanhang. Läckaget kan kontrolleras genom att godset nedsänks i vatten, den så kallade bubbeltestmetoden.
Vid seriegods används ofta en halvautomatisk provningsutrustning. I utrustningen på nedanstående figur utgörs testmedlet vanligen av luft. Det gods som skall täthetsprovas fylls med luft med ett visst tryck. Samtidigt fylls en referensbehållare i systemet med samma tryck. Under fyllningsmomentet står godset och referensbehållaren i förbindelse med varandra. Efter fyllningen stängs förbindelsen mellan dem. Om godset läcker, sjunker trycket i detta jämfört med trycket i referensbehållaren. Tryckskillnaden mäts automatiskt efter en inställd tid och ger besked om storleken hos ett eventuellt läckage. Om läckaget överstiger ett visst bestämt värde ger utrustningen besked om det.
17.4.9 IR-kamera
En relativt ny metod som använder en IR-kamera för att se temperaturkontraster i testdetaljerna. För att skapa temperaturkontrast så tillförs energi av något slag till detaljen.
Exempelvis kan en ljusblixt belysa detaljen, värmevågen från ljusblixten rör sig genom testdetaljen. Om det finns porer eller sprickor i materialet så stör de värmetransporten genom testdetaljen. Denna störning i värmevågen gör att även defekter som ligger under ytan kan observeras med IR-kameran. Detekterbart djup beror bland annat på materialets värmeledning och felets storlek.

Det går att tillföra energi på många sätt beroende på vad för sorts felaktighet som kan förväntas. Exempelvis kan laserljus skapa en snabb punktvis uppvärmning som sprider sig som ringar på vatten för att detektera ytnära sprickor. Ultraljud som sänds in i gjutgodset kan få väggarna i en spricka att vibrera mot varandra för att skapa observerbar friktionsvärme.
Testdetaljer av gjutgods har hög värmeledning vilket innebär svårigheter för metoden. Den goda värmeledningen gör att värmeskillnader från defekter snabbt utjämnas av värmeöverföring i sidled från övriga delar av detaljen. Även metallers goda reflekterande egenskaper kan göra det svårt att få in värmeenergi i gjutgodset.
Ytterligare visuella metoder
Det finns andra visuella metoder. Sammantaget omfattar de ett mycket stort register.
Några aktuella metoder (förutum IR-kamera) är följande:
- Förstoringsglas – mikroskop
- Fiberoptik
- Videoscope

{kind=link}
{kind=link}